



摘 要:以發(fā)動機缸體作為研究對象,主要從缸體頂面、缸孔、曲軸孔3個方面精加工尺寸進行論述。通過選用頂配進口加工中心及珩磨機,采用定制夾具及輔助支撐,并配以先進的刀具、優(yōu)化CNC加工程序及機床加工精度,保證了產(chǎn)品的精加工尺寸要求,包括尺寸公差、形位公差、粗糙度、珩磨網(wǎng)紋等。該加工工藝技術(shù)可為相關(guān)機械廠在提高缸體頂面、缸孔、曲軸孔精加工精度方面提供借鑒。
關(guān)鍵詞:發(fā)動機缸體;缸孔;曲軸孔;加工中心;珩磨機
缸體是發(fā)動機最重要的核心零部件,缸體缸孔的高精度加工要求是制約提高發(fā)動機品質(zhì)的難題,主要體現(xiàn)在缸體頂面、缸孔、曲軸孔幾個方面。這些精加工尺寸控制不好,不僅將影響發(fā)動機整體的性能,同時容易造成漏油、漏水,如缸孔圓柱度不好會造成缸內(nèi)的機油上竄氣[1]、甚至爆缸現(xiàn)象。目前國內(nèi)主流的加工中心及珩磨機生產(chǎn)廠商在設(shè)備動態(tài)加工精度、設(shè)備穩(wěn)定性方面跟國外先進設(shè)備相比存在著較大的差距,生產(chǎn)出來的產(chǎn)品不合格率高,無法保證發(fā)動機整機產(chǎn)品性能的穩(wěn)定性。不少機械制造廠工件夾緊采用機械結(jié)構(gòu)裝夾,這種局部夾緊易造成缸體擠壓變形;如果非恒溫恒濕車間,溫度變化也會給鑄件缸體精度帶來很大的影響。因此國內(nèi)大部分發(fā)動機廠為了控制成本,選用國內(nèi)設(shè)備進行缸體工藝過程中的尺寸粗加工、半精加工,而精加工則會選用國際先進的設(shè)備;也有部分廠家會不惜成本,全線設(shè)備包括珩磨機都采用進口,以保證產(chǎn)品制造質(zhì)量及裝配質(zhì)量。
進口設(shè)備加工中心均有自動補償功能,并通過專用夾具一次定位夾緊、關(guān)鍵工序刀具的選型、優(yōu)化加工中心CNC及珩磨機程序、恒溫恒濕的生產(chǎn)條件保證等,可完成缸體頂面精銑、珩磨缸孔、珩磨曲軸孔的復(fù)雜生產(chǎn)過程,達到高精度制造水平并滿足生產(chǎn)線的節(jié)拍要求。本文以實際加工產(chǎn)品為例,對其具體制造工藝技術(shù)進行分析介紹。
1、 缸體尺寸特性要求
圖 1 所示為發(fā)動機最終產(chǎn)品尺寸示意圖,包括缸體頂面、缸孔、曲軸孔精加工尺寸,有關(guān)要求說明如下:
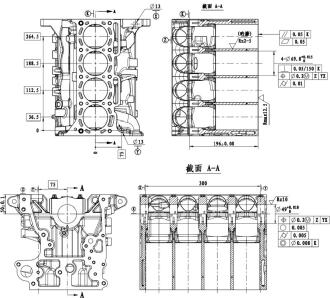
圖1 發(fā)動機最終產(chǎn)品尺寸示意圖

2)缸體頂面尺寸:缸體頂面到曲軸孔距離尺寸公差為0.08 mm,頂面粗超度為Rmax12.5 μm,頂面對曲軸孔的平行度為 0.05 mm,頂面平面度為0.05 mm。
3)缸孔尺寸:缸孔直徑公差為0~0.015 mm,缸孔對曲軸孔垂直度要求為0.05 mm/150 mm,缸孔加工位置度精度為 0.2 mm,缸孔圓柱度精度要求為0.01 mm,缸孔粗糙度為Rz2~5 μm。
4)缸體曲軸孔尺寸:曲軸孔的粗糙度為Rz10 μm,直徑公差為0~0.018 mm,曲軸孔位置度精度要求為 0.2 mm、圓度為0.005 mm、圓柱度為0.005 mm,曲軸孔第2、第3、第4檔的同軸度為0.008 mm。
2 、缸體頂面精加工精度工藝制造技術(shù)
1)缸體的裝夾定位按照產(chǎn)品圖紙進行設(shè)計。因圖面尺寸基準為底面及底面兩定位銷孔,而這類基準在前面工序已加工出來,所以缸體頂面加工定位基準為底面及底面兩定位銷孔,這樣消除了因基準轉(zhuǎn)換造成的精度誤差。
2)由于缸體空間尺寸較大,加工過程若裝夾不緊會使缸體產(chǎn)生微小晃動,嚴重影響加工精度,故需要在夾具上設(shè)計若干自鎖式輔助支撐點及裝夾點,且應(yīng)保證缸體裝夾受力均勻,防止因裝夾受力不均,加工后釋放應(yīng)力而影響了缸體平面度。
3)加工中心增加有 3 點三檢的氣檢方式,裝夾不到位會及時報警,保證了產(chǎn)品加工的穩(wěn)定性。
4)缸體頂面精銑、精密孔加工時采用立方氮化硼(CBN)刀片、鉸刀。這些刀具壽命長,且具有加工精度高、表面粗糙度參數(shù)值小、生產(chǎn)率高等優(yōu)點。若采用硬質(zhì)合金刀片,則在大批量生產(chǎn)的條件下無法保證粗糙度的加工要求,只要鍍層的硬質(zhì)合金刀片加工超過 100 件,就容易產(chǎn)生粗糙度超差,而采用 CBN 刀片則效果要好很多,可以加工200件以上。
5)控制加工中心切屑參數(shù),優(yōu)化CNC走刀路線,適當(dāng)提高切削速度,可減少缸體頂面因進刀、出刀時吃刀量受力不均而造成的缸體前后端面平面度超差。
6)大盤銑削加工后,通過CNC控制程序及追加大毛刷,繞著缸體頂面沿銑刀加工路線刮一遍,剔除缸體毛刺。
7)車間溫濕度控制。控制設(shè)定恒溫20±2℃、相對濕度40%~60%,減少熱脹冷縮對缸體精加工的影響。
缸體頂面精加工后的平行度、平面度、粗糙度檢測報告如圖2所示。
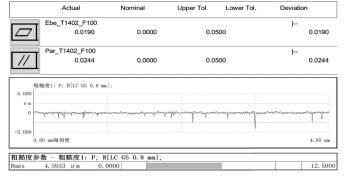
圖2 缸體頂面尺寸檢測報告
3 、缸體缸孔精加工精度工藝制造技術(shù)
缸體缸孔精加工尺寸要求高,是工藝制造控制的重點。為了保證缸孔珩磨的質(zhì)量,需在珩磨前把缸孔直徑尺寸公差控制在±0.01 mm,即只允許有20 μm的公差帶通過氣檢后方能進來珩磨機進行鉸珩,而在缸孔入珩磨前,需先在加工中心精鏜缸孔到預(yù)定尺寸,其加工工序圖如圖3所示。
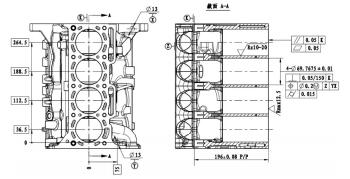
圖3 缸孔工序圖
精鏜刀采用內(nèi)冷結(jié)構(gòu),保證在切削過程中產(chǎn)生的熱量及時被帶走從而降低局部加工的溫度、提高缸孔表面質(zhì)量。根據(jù)最終產(chǎn)品圖紙對比,珩磨前工序缸體缸孔直徑精鏜后預(yù)留有0.04~0.05 mm 加工余量給后面珩磨機鉸珩,粗超度控制在 Rz10~20 μm,圓柱度控制在 0.015 mm,而位置度 0.2 mm 和垂直度 0.05 mm/150 mm 與產(chǎn)品圖紙一致,即在保證位置度和垂直度情況下通過鉸珩來控制缸孔的粗糙度、直徑、圓柱度。
缸體缸孔精鏜后通過在線氣檢設(shè)備檢測缸孔直徑,符合的產(chǎn)品通過機動輥道進入珩磨機。雖然進口缸孔鉸珩設(shè)備(如德國某知名珩磨機)一次性投入較大,但后期加工成本極低,且加工質(zhì)量穩(wěn)定。采用立式珩磨機進行加工。在加工過程中,珩磨頭的油石在脹縮機構(gòu)下作徑向進給,把工件逐步加工到所需尺寸,珩磨頭外周鑲有 6~9 根鉸珩砂條,粗珩可采用6根,精珩采用9根,長度約為缸孔長度 1/3~2/3。珩磨時往返速度控制在 25~35 m/min,珩磨效率較高[2],珩磨往復(fù)換向加速度越大,換向時所形成的圓弧過渡區(qū)域越小,珩磨網(wǎng)紋質(zhì)量越高[3]。油石對孔壁的壓力控制在0.3~0.5 MPa,珩磨油石壓力的大小直接影響工件表面質(zhì)量、油石磨損量和工件尺寸精度、表面粗糙度[4]。
缸體缸孔精鏜后經(jīng)過粗珩和精珩可滿足產(chǎn)品尺寸要求,珩磨后會產(chǎn)生20°~30°的珩磨網(wǎng)紋,對缸孔油膜的潤滑油存儲有很好的效果。缸孔珩磨后直徑、位置度、圓柱度、垂直度、粗糙度檢測報告如圖4所示。
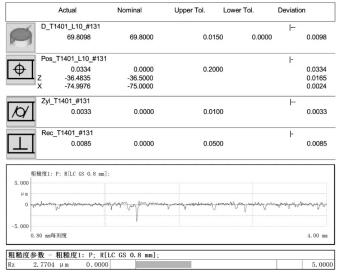
圖4 缸孔尺寸檢測報告
4 、缸體曲軸孔精加工精度工藝制造技術(shù)
常用的汽油發(fā)動機最大轉(zhuǎn)速可達6000 r/min,對曲軸孔工藝要求高,為了保證曲軸孔珩磨的質(zhì)量,需在珩磨前把曲軸孔直徑尺寸公差控制在±0.015 mm,即只允許有0.03 mm的公差帶通過氣檢后方能進來珩磨機進行平臺珩,而在曲軸孔進入珩磨前,需先在加工中心精鏜曲軸孔到預(yù)定尺寸,其加工工序圖如圖5所示。
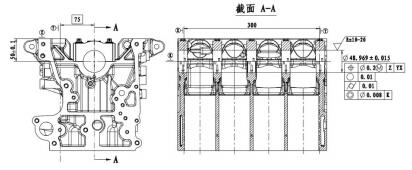
圖5 曲軸孔工序圖
加工中心精鏜刀采用內(nèi)冷結(jié)構(gòu),由于曲軸孔深度大、達300 mm,故對鏜刀要求也高,采用CBN材質(zhì)刀片,其結(jié)構(gòu)如圖6所示。
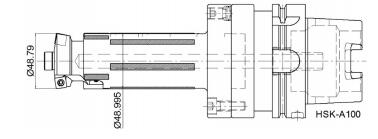
圖6 鏜刀結(jié)構(gòu)圖
刀具選用很關(guān)鍵,選用了mapal品牌,該刀具上帶有4根半精鏜刀片和6根精鏜刀片。在加工過程中,先由刀片擴引導(dǎo)孔,切削掉大部分余量,然后由半精鏜刀片鏜至 48.79 mm,留0.2 mm的余量給 48.995 mm 刀片進行切削;先鏜曲軸孔第1檔、第2檔的位置,然后旋轉(zhuǎn)轉(zhuǎn)臺,鏜另一側(cè)曲軸孔第5檔、第4檔、第3檔的位置。
根據(jù)最終產(chǎn)品圖紙對比,珩磨前工序缸體曲軸孔直徑精鏜后預(yù)留有0.04~0.05 mm加工余量給后面珩磨機平臺珩。平臺網(wǎng)紋的曲軸孔與普通珩磨的曲軸孔相比,磨合期縮短了 1/3~1/2,壽命提高 10%~20%,扭矩提高 5%,機油消耗降低 50%~60%[5]。平臺珩粗糙度控制在Rz10-20 μm,圓柱度控制在0.01 mm,而位置度 ?0.2 mm、圓度0.01 mm、同軸度0.008 mm,也通過平臺珩達到產(chǎn)品尺寸要求。
為了保證尺寸精度,曲軸孔采用一次珩磨到位,即從第1檔平臺珩至第5檔,同時進行旋轉(zhuǎn)及往返運動。
缸體曲軸孔珩磨后直徑、圓度、位置度、同軸度、圓柱度、粗糙度檢測報告如圖7所示。
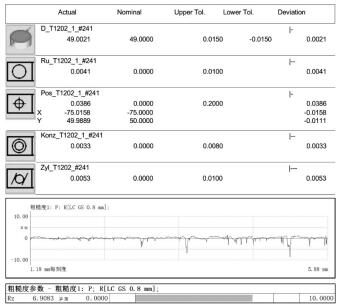
圖7 曲軸孔尺寸檢測報告
5 、結(jié)語
針對發(fā)動機缸體頂面、缸孔、曲軸孔精加工,采用自鎖式夾具及輔助支撐設(shè)計,選用先進的刀具材料和刀具組合結(jié)構(gòu),控制加工溫濕度,控制好加工工藝參數(shù)、切屑余量,并通過先進加工中心和進口珩磨機,保證了產(chǎn)品精加工精度要求,進而保證了產(chǎn)品裝配性能,實現(xiàn)缸體量產(chǎn)。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況