



摘 要:當前隨著科學技術的不斷發(fā)展,數(shù)控機床的精度也較之前有了更加嚴格的要求,數(shù)控機床在長時間的使用中精度值會降低,螺距使用中會加大誤差,影響設備的加工精度,因此定期對螺距進行誤差補償很重要。在實際工作中主要采取雙頻激光干涉儀法對系統(tǒng)進行有限補償,經實踐檢驗已取得了顯著的成效。
關鍵詞:加工中心;精度;數(shù)控系統(tǒng);螺距誤差補償
1 、加工中心機床數(shù)控系統(tǒng)螺距誤差補償原理
通過對數(shù)控機床某軸的指令位置與高精度測量系統(tǒng)測得的實際位置進行比較,并經過相關公式計算可得全行程上的誤差曲線,技術人員將所獲取的誤差值繪制成相應的表格并輸入到數(shù)控系統(tǒng)中。數(shù)控系統(tǒng)在工作中會對該軸進行實時控制,若發(fā)現(xiàn)存在異常情況會在第一時間進行自動修復將誤差控制在允許范圍內。誤差補償應遵循一定的原則:(1)必須在機床上安裝精度較高的測量裝置;(2)根據(jù)需要編寫相應的程序,在具體的位置設置一些標志點;(3) 系統(tǒng)運行到標記位置應選擇測量裝置進行有效測量并記錄精確位置;(4) 記錄各位置點的誤差值;(5)為了使測量更加精確,可多次測量求平均值;(6)將修正表輸入數(shù)控系統(tǒng)中,進行針對性的誤差補償。
2 、螺距誤差與補償?shù)膸追N常見類型
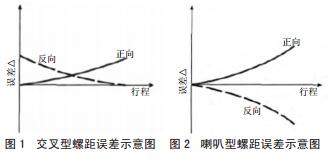
2.1 交叉型螺距誤差與補償
設備正常工作中由于絲杠之間配合不緊密或者其他因素的制約影響機床的精確性,為了有效解決上述問題在機床重復工作中可對絲杠的機械安裝結構進行不同程度的處理后,再進行重新測量,根據(jù)所獲知的參數(shù)對機床進行誤差補償。機床交叉型螺距誤差示意圖見圖 1 所示。
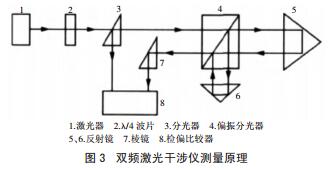
2.2 喇叭型螺距誤差與補償
機床的被測軸在全行程的各段誤差分布不均勻,尤其是機床反向運行時誤差較大,從而造成反向間隙超過系統(tǒng)可允許范圍。造成上述現(xiàn)象的原因是該軸導軌副出現(xiàn)松緊不一情況所引發(fā)的,再加之在誤差測量中由于定位精度不準確,隨著該軸的不斷變動,誤差會變得更大,形成了喇叭型的正反向定位曲線。出現(xiàn)上述情況可對設備進行適當?shù)母倪M,并采取螺距反向間隙補償模式進行校正,確保設備正常運行。圖 2 所示。
3 、基于雙頻激光干涉儀的動態(tài)補償
3.1 雙頻激光干涉儀工作原理
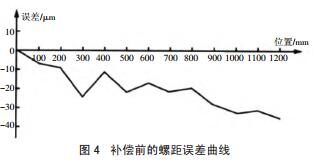
雙頻激發(fā)干涉儀測量原理見圖 3 所示,該測量原理是通過賽曼效應的有效應用,使激光器 1 所產生的光束經 λ/4 波片 2 和分光器 3 后轉變成振動方向垂直的 f1 偏振光以及頻率穩(wěn)定的 f2 偏振光。經由分光器 3 反射的光束會通過一定的作用送入檢偏比較器 8 從而產生一定的信號。通過分光器 3 的光束在經過偏振分光器 4 后會兵分兩路,與分光鏡片 f2信號平行的分光器最終會裝在移動部件上的反射鏡5 處,當機床處于正常工作狀態(tài)時會產生一定的差頻即 Δf,f2 信號也隨即變成 f2+Δf;而與分光鏡片垂直的 f1 信號則通過一定條件的反射會固定到反射鏡 6上,通過兩次反射后最終匯合于偏振分光器 4 的位置,這時經過一系列傳輸?shù)男盘栔幸寻藱C床移動中所具有的相關信息即 Δf;通過反射鏡 7 送入檢偏比較器 8 中,最終所得出的脈沖差值即就是機床在運行中實際移動距離。圖 3 所示。
3.2 螺距誤差動態(tài)補償?shù)膶崿F(xiàn)
螺距誤差動態(tài)補償系統(tǒng)的工作原理表示如下:
(1)通過串口 RS232 將計算機與 SINUMERIK802S/C系統(tǒng) 的 CNC 控制器相聯(lián)接,并借助計算機控制雙頻激光干涉儀實現(xiàn)數(shù)控機床的同步工作;(2)計算機可通過數(shù)據(jù)采集卡對所獲取的數(shù)據(jù)進行準確測量,并與 CNC 譯碼器輸出的指令值進行比較,所得出的差值最終經由計算機進行處理;(3)補償接口會將軟件所計算出的補償數(shù)值輸入數(shù)控系統(tǒng)中,從而確保系統(tǒng)得以正常工作。
3.3 螺距誤差補償實例
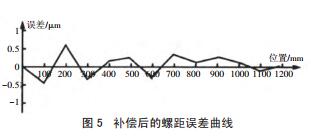
對一臺 SINUMERIK 802S/C 系統(tǒng)數(shù)控機床的 X軸螺距誤差進行補償,圖 4 代表的是補償前螺距誤差曲線,圖 5 表示補償后的螺距誤差曲線,通過對兩圖的比較分析螺距誤差通過動態(tài)補償后機床的位置控制精確度得到了明顯的增強,加工性能也較之前得到了改進,從中也說明了采取螺距誤差補償方式是合理的。
4 、結束語
綜上所述,數(shù)控系統(tǒng)的螺距誤差補償方式在提高機床定位的精確性方面起到了一定的作用,但造成機床加工誤差較大的重要影響因素仍是裝配工藝的不科學或機械設計存在異常所致,所以若遇到螺距誤差偏大時需對設備進行檢修,將誤差盡可能降低的前提下再實施螺距誤差補償效果將更為顯著。
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2025年5月 金屬切削機床產量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2025年4月 金屬切削機床產量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況