



基于動態(tài)特性分析的KVC800立式加工中心運行優(yōu)化研究
2016-9-6 來源: 湖南科技大學(xué)機械設(shè)備健康維護省重點實 作者:蔣玲莉 譚清雅 唐思文
摘要:在數(shù)控加工中心設(shè)計之初常會考慮固有頻率的影響,但由于加工過程中不可避免的誤差,對已投入使用的數(shù)控加工中心開展動態(tài)特性分析,掌握其各階模態(tài),對于優(yōu)化加工中心的運行仍必不可少。對KVC800立式加工中心開展了ANSYS有限元模態(tài)分析、錘擊法試驗?zāi)B(tài)分析以及升速過程中振動信號的瀑布圖分析,通過相互對比與驗證,發(fā)現(xiàn)加工中心存在工作轉(zhuǎn)頻內(nèi)的低階模態(tài)。切削動態(tài)測試驗證在此低階模態(tài)下工件加工精度略低,為加工中心的優(yōu)化運行提供了可靠依據(jù)。
關(guān)鍵詞:立式加工中心;有限元分析;模態(tài)試驗;瀑布圖;動態(tài)特性
數(shù)控機床是機械行業(yè)中的重要工具之一,是現(xiàn)代制造業(yè)的關(guān)鍵設(shè)備[1]。隨著機床加工行業(yè)的迅速發(fā)展.對加工中心的加工性能及加工精度要求越來越高,對加工中心進行動態(tài)分析是提高加工中心的加工性能與加工精度的有效途徑。加工中心在加工工件時產(chǎn)生的振動和形變都會對被加工對象的加工精度產(chǎn)生很大的影響,從而降低機床的加工效率以及刀具的使用壽命,更嚴(yán)重的是影響到機床的壽命。因此,對在線加工中心進行動態(tài)特性研究是優(yōu)化加工中心運行的重要手段之一。
文中的研究對象是KVC800滑鞍型立式加工中心(見圖1)。該加工中心結(jié)構(gòu)主要由工作臺、床身、床鞍、立柱、主軸箱及刀庫六大部分組成,工作臺作縱向進給,床鞍作橫向進給,主軸箱作垂向進給運動,3個進給方向?qū)к壘鶠榫匦螌?dǎo)軌,電機帶動滾珠絲杠通過導(dǎo)軌實現(xiàn)3個方向的運動。對其動態(tài)特性進行分析,對比有限元結(jié)果以及試驗結(jié)果,獲取優(yōu)化加工中心運行的工作參數(shù)。
圖1 KVC800立式加工中心
1、加工中心有限元振型分析
建立加工中心結(jié)構(gòu)模型以及對其進行有限元分析是研究加工中心動態(tài)特性的前提工作㈨。由于加工中心結(jié)構(gòu)復(fù)雜,通過合理地簡化結(jié)構(gòu)并使用SolidWorks建模軟件完成其部件有限元模型的繪制。再將其導(dǎo)人ANSYS Workbenchl4.5軟件中進行模態(tài)分析,是最終得到加工中心關(guān)鍵部件振型的最佳方案。通過適當(dāng)?shù)暮喕⒓庸ぶ行牡墓ぷ髋_、床身、立柱以及主軸箱的三維模型。
為了獲取加工中心各部件的振型,對以上各部件進行材料屬性定義、接觸定義、網(wǎng)格劃分以及邊界條件設(shè)置等有限元分析前處理步驟[3]。
(1)設(shè)定材料屬性
該加工中心的床身、立柱、主軸箱、床鞍和工作臺的材料是鑄鐵。密度為7300 kg/m3.泊松比為0.25,彈性模量為135 GPa;絲杠、絲杠螺母的材料是高性能優(yōu)質(zhì)鋼,密度為7 800 kg/m3。泊松比為0.3,彈性模量為200 GPa。
(2)定義接觸對
在建模時,將滑塊和工作臺的接觸面定義為綁定接觸.這樣的處理既有利于工作臺系統(tǒng)的簡化,又可以提高計算效率。同樣的,滑塊與立柱之間、滑塊與床身之間的接觸面均定義為綁定接觸。加工中心所有導(dǎo)軌和滑塊以及滾珠絲杠和絲杠母座之間的接觸類型均定義為不分離接觸。在進行切削加工時.導(dǎo)軌和滑塊之間本身就是固定聯(lián)結(jié).絲杠和工作臺之間并沒有相對運動,這種接觸設(shè)置符合實際情況。
(3)劃分網(wǎng)格
該加工中心的床身、立柱、主軸箱、床鞍等結(jié)構(gòu)形狀復(fù)雜,且均設(shè)計有合理的布筋,所以為了減小網(wǎng)格劃分的復(fù)雜度.在分析中采用自動劃分網(wǎng)格的形式。工作臺、滑塊、導(dǎo)軌、絲杠母座等零部件。結(jié)構(gòu)同樣較復(fù)雜,故也采用自動劃分網(wǎng)格的形式;滾珠絲杠在三維建模時被簡化成一個圓柱體,所以采用映射劃分網(wǎng)格的形式,得到規(guī)則的六面體單元。模態(tài)分析中沒有應(yīng)力集中現(xiàn)象.因此不需要考慮網(wǎng)格的疏密分布,要求網(wǎng)格盡可能均勻分布。
(4)施加邊界條件
模態(tài)分析中的邊界條件不包括載荷力。所以模態(tài)分析時,只需對其作位移邊界條件限制即可。為了正確地模擬高速加工中心的工況,采用的約束方法是:對工作臺系統(tǒng)的導(dǎo)軌進行固定約束,對絲杠兩端施加圓柱約束;對床身、立柱上的導(dǎo)軌及絲杠同樣分別施加固定約束以及圓柱約束;立柱是通過螺栓垂直安裝在床身后部,所以需對立柱底部添加固定約束;主軸箱只做垂向運動.所以在主軸箱滑塊面添加給定位移約束,將橫向和縱向位移設(shè)置為0來約束主軸箱的橫、縱向運動。
最終獲取各部件的有限元振型分析結(jié)果(見圖2),為試驗?zāi)B(tài)測試的布點方案提供了依據(jù)。
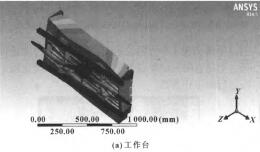
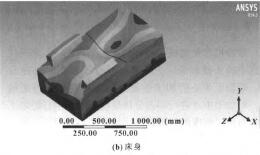
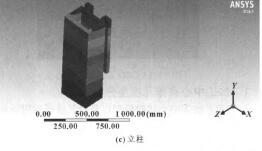
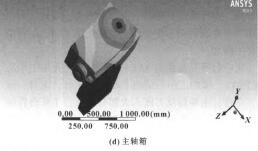
圖2各部件有限元振型分析結(jié)果
根據(jù)加工中心各大部件有限元振型分析結(jié)果可知:工作臺及床鞍振型變化最大的區(qū)域主要分布在工作臺的兩端4個角點處;床身振型明顯變化的部位主要集中在床身上半部分前后兩個自由端;立柱頂部的振型變化最大;主軸箱振型最大區(qū)域在主軸底部以及主軸箱頂部。
加工中心整機的有限元分析結(jié)果如表1所示。
表1整機前8階頻率

2、加工中心試驗?zāi)B(tài)分析
試驗?zāi)B(tài)分析和有限元模態(tài)分析是研究對象模態(tài)參數(shù)的常用手段,兩者為現(xiàn)代加工中心的動態(tài)設(shè)計提供了2條最為有效的途徑。試驗?zāi)B(tài)分析方法是研究數(shù)控加工中心動態(tài)特性的常用方法,對加工中心結(jié)構(gòu)的動態(tài)特性分析有著重要的作用H J。
2.1 測試系統(tǒng)
對KVC800立式加工中心進行試驗?zāi)B(tài)測試的系統(tǒng)主要由3個部分(圖3)組成。
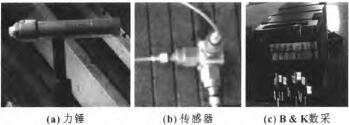
圖3模態(tài)測試系統(tǒng)各組件
激勵系統(tǒng)。試驗中選用8206.002型脈沖力錘作為激勵裝置。該型號力錘能承受的壓力為0—2 200N。為獲得加工中心結(jié)構(gòu)的低頻段數(shù)據(jù),力錘錘帽材料應(yīng)選擇為橡膠,橡膠錘帽比較軟,需要添加附加質(zhì)量才能夠產(chǎn)生可以激發(fā)出更多模態(tài)的沖擊力,使得激勵信號有更多的能量。
測量系統(tǒng)。主要由力傳感器和加速度傳感器組成。利用力錘對結(jié)構(gòu)錘擊產(chǎn)生激勵,輸入到系統(tǒng)的信號則是錘擊的力信號,所以一般用力傳感器拾取;響應(yīng)信號一般是傳感器從被測結(jié)構(gòu)件上拾取的速度、加速度或者位移信號。試驗中利用特制的安裝座在每個測點處安裝3個方向的傳感器。
數(shù)據(jù)采集處理系統(tǒng)。由數(shù)據(jù)采集卡、采集箱以及模態(tài)分析軟件組成。試驗中由力傳感器和加速度傳感器測得信號經(jīng)過丹麥B&K數(shù)據(jù)采集器采集和儲存,該采集卡有12個通道,測試頻率范圍為0—25.6kHz,當(dāng)通道數(shù)不夠時,即可用采集箱合并使用多塊采集卡。試驗采用丹麥B&K公司開發(fā)的模態(tài)測試模塊(MTC Hammer)進行數(shù)據(jù)采集以及自帶的分析模塊(Modal Analysis)對數(shù)據(jù)進行處理分析。
2.2參數(shù)設(shè)置
(1)分析頻率
影響加工中心性能的頻率范圍主要是低頻段,且研究對象KVC800型立式加工中心工作時主軸的最高轉(zhuǎn)速為6 000 r/min,根據(jù)公式凡=60f,整機的轉(zhuǎn)頻范圍在100 Hz以內(nèi),故試驗主要關(guān)心低階頻段上的模態(tài)參數(shù)。試驗設(shè)定的分析頻段為0~100 Hz。
(2)采樣頻率
采樣頻率的物理公式為:
(3)平均次數(shù)
為了減少試驗過程中噪聲的干擾。提高分析的精度,試驗采用多次敲擊被測件的方法,通過集總平均處理最終計算出頻響函數(shù),平均次數(shù)設(shè)置為5。
(4)力錘觸發(fā)設(shè)置
設(shè)置合理的觸發(fā)方式對于瞬態(tài)信號的捕獲有很大的作用。對于添加附加質(zhì)量的橡膠錘頭,激勵力應(yīng)設(shè)置在100—700 N之間,結(jié)合力錘操作者力度的大小,以及多次試驗的試敲結(jié)果,設(shè)置激勵力為120 N。
(5)窗函數(shù)選取
分析處理響應(yīng)信號時需要截斷信號,這時往往容易產(chǎn)生截斷誤差,所以需要添加窗函數(shù)來減小誤差。錘擊力的保持時間比較短,測試過程中不可能只測產(chǎn)生力的那一瞬間,所以需要通過對激勵信號加力窗以減小后續(xù)時間段內(nèi)噪聲的影響:響應(yīng)信號則加指數(shù)窗以減小泄漏誤差。
(6)激勵點及響應(yīng)點布置
測試過程中激勵點以及響應(yīng)點的布置以有限元振型分析結(jié)果為依據(jù)[5。6]。工作臺激勵點布置在其振型較大的4個角點中任一角點附近,響應(yīng)點主要布置在其上表面的4個頂點處;床身激勵點則布置在其振型變化大的上半部分右側(cè)面,響應(yīng)點則分布在其右側(cè)面的4個頂點以及前面上端的兩頂點處:立柱部分激勵點施加在其振型變化明顯的上右側(cè)面,響應(yīng)點主要分布在右側(cè)面4個角點和頂部2點:主軸箱部分激勵點布置在有較明顯振動的底部主軸的圓柱面上.考慮到主軸箱屬于薄壁結(jié)構(gòu).其響應(yīng)點則布置在下端主軸的2個圓柱面上。
各部件在整機約束環(huán)境中的試驗?zāi)B(tài)分析結(jié)果如圖4所示。
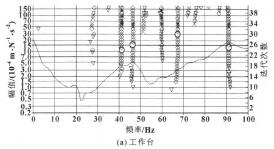
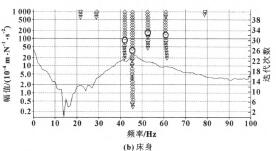
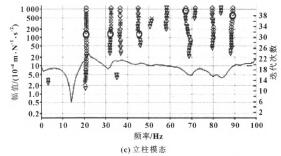
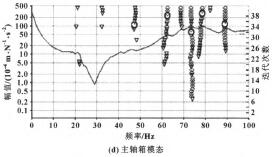
圖4模態(tài)分析結(jié)果
3、加工中心升速過程的瀑布圖分析
瀑布圖是一種反映系統(tǒng)動態(tài)特性的頻譜級聯(lián)圖,它可以將系統(tǒng)各轉(zhuǎn)速下的頻譜圖描繪在同一張圖上㈨。根據(jù)測得的瀑布圖,可以清楚地了解到系統(tǒng)的固有頻率、振動幅度以及穩(wěn)定性等一系列動態(tài)特性。手動開啟數(shù)控加工中心至最高轉(zhuǎn)速,試驗過程中主軸最高轉(zhuǎn)速設(shè)置為5 500 r/rain,利用B&K測試系統(tǒng)的Labshop數(shù)據(jù)采集與分析模塊對整個升速過程中的振動信號予以記錄,并進行了瀑布圖分析,瀑布圖中的突變點反映了加工中心的各階固有頻率¨】。在加工中心工作臺、床身、立柱以及主軸箱處分別測得的振動信號分析所得瀑布圖如圖5所示。
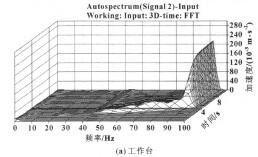
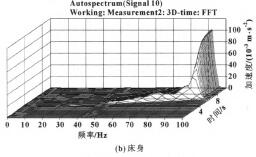
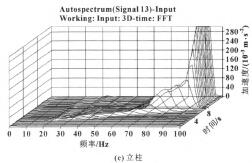
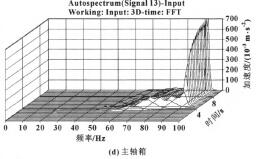
圖5升速過程瀑布圖
從試驗?zāi)B(tài)分析圖與瀑布圖中篩選相互對應(yīng)的模 態(tài)頻率并加以對比。如表2所示。
表2模態(tài)試驗與升速瀑布圖所得模態(tài)頻率對比
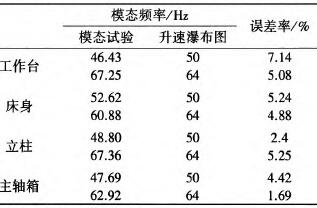
結(jié)合有限元分析結(jié)果以及表2可知:以有限元振型為依據(jù),在50 Hz的工作轉(zhuǎn)頻下,由于主軸箱的擺動引起加工中-tL,振動從而影響加工質(zhì)量:在64 Hz的工作轉(zhuǎn)頻下。工作臺的擺動影響了加工中心的加工質(zhì)量。因此,在實際加工工件過程中,應(yīng)盡量避免50Hz及64 Hz的工作轉(zhuǎn)頻.即3 000 r/min和3 840r/min的主軸工作轉(zhuǎn)速。
4、加工中心切削動態(tài)試驗驗證
加工中心的動態(tài)特性特別是工作頻率直接影響著加工質(zhì)量的好壞[9],.切削加工時的振動是影響加工質(zhì)量的重要因素,通過測量加工件表面的粗糙度值可以有效地體現(xiàn)加工質(zhì)量。為進一步驗證分析所得的結(jié)果,開展加工中。tL,的切削動態(tài)驗證試驗。
分別以2 800、3 000、3 200、3 400、3 600、3 800和4 000 r/min的轉(zhuǎn)速進行切削加工實驗:然后,利用馬爾公司研制的帶有高精度測頭的粗糙度儀M400。對不同轉(zhuǎn)頻加工后工件的表面進行粗糙度測量,對比分析粗糙度值來驗證試驗結(jié)果。


圖6馬爾粗糙度儀
不同工作轉(zhuǎn)速下測得工件的表面粗糙度如表3所示。
表3粗糙度對比
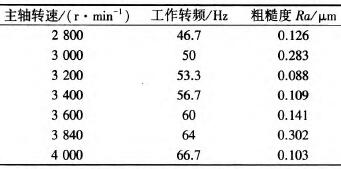
從粗糙度值結(jié)果不難看出:相較于其他工作轉(zhuǎn)頻.50和64 Hz工作轉(zhuǎn)頻下加工后的工件表面粗糙度值明顯增大,有限元模態(tài)、試驗?zāi)B(tài)以及振動測試的綜合分析結(jié)果得到驗證,50以及64 Hz是加工中心在工作過程中容易引發(fā)共振的頻率值,影響加工質(zhì)量,故而在加工中心的使用過程中應(yīng)盡量避免長期使用3 000和3 840 r/min的工作轉(zhuǎn)速。
5、結(jié)束語
(1)基于有限元分析理論,利用ANSYS軟件對加工中心各部件三維模型進行了有限元振型分析,得到了加工中心振型變化明顯的區(qū)域,為模態(tài)試驗的激勵點與響應(yīng)點的布置提供了依據(jù)。
(2)基于有限元振型分析結(jié)果,利用丹麥B&K公司的模態(tài)測試軟件對加工中心各部件進行了試驗?zāi)B(tài)測試。通過B&K自帶的Modal Analysis模態(tài)分析軟件得到了加工中一tL,各部件的模態(tài)參數(shù),為后續(xù)的對比分析提供了依據(jù)。
(3)利用B&K測試系統(tǒng)對加工中,tL,整個升速過程的振動信號予以記錄,進行瀑布圖分析,并從中獲取模態(tài)信息,與試驗?zāi)B(tài)測試結(jié)果進行了對比驗證。獲知在實際使用過程中應(yīng)避開長時間3 000和3 840 r/min的主軸工作轉(zhuǎn)速。
(4)結(jié)合切削加工驗證試驗,通過對比分析不同工作轉(zhuǎn)頻加工后的工件表面粗糙度值,驗證了綜合分析結(jié)果的準(zhǔn)確性.為加工中一tL,的優(yōu)化運行提供了可靠的依據(jù)。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況