



SIEMENS 840D 系統的數控機床誤差補償研究
2020-5-18 來源:廣東工貿職業技術學院 作者:邱騰雄
摘要: 從數控機床基本概念和機床誤差存在的原因出發,針對機床誤差的主要因素提出數控機床實施誤差補償的步驟。 并對 SIEMENS 840D 數控系統自帶的補償功能體系進行了研究和分析,為后續加工生產提供了理論指導,具有理論與實踐的雙重意義。
關鍵詞: 數控機床; 幾何誤差; 熱誤差; 誤差補償
0 引言
隨著現代制造技術水平的不斷提高,精密加工技術不斷發展,對于數控機床加工精度的要求也越來越高。 而數控機床在實際生產過程中的各項誤差是造成加工精度達不到要求的最大原因。 數控機床誤差的成因千差萬別,從機械零部件的角度上講,由于各部件的尺寸及裝配過程均存在一定的誤差,當各類零件互相組合之后,整體的誤差被放大了若干倍形成更大的誤差;從運動控制的角度上講,先期的程序編制和運行中的反饋誤差都是制約數控機床精度的重要因素;在機床精密加工中,機床的幾何誤差及熱誤差是制約加工精度的主要因素。 而在數控機床的各組成部件中,給系統的幾何誤差和熱誤差對機床的整體精度影響又是最顯著的,以通過研究幾何誤差和熱誤差來提高機床的精度具有重要的意義。
SIEMENS 840D 型數控機床是由西門子公司開發的,由數控及驅動單元(CCU 或 NCU)、MMC,PLC模塊三部分組成的,具有強大誤差補償功能,能夠實現溫度補償、反向間隙誤差補償和插補補償的綜合控制系統的數控機床。
1 、數控機床的誤差補償方法研究
誤差補償是相對于誤差防止而提出的,傳統的補償防止方法是通過機床的結構設計優化、改善機床的使用環境,從而在源頭上消除或補償各種誤差。在操作層面,由于誤差具有明顯的規律性,所以建立合理的數學模型并采用有效的控制算法可以顯著地降低操作過程中的各類誤差,保證機床運轉的精度。數控機床實施誤差補償涉及主要的步驟:
(1)對數控機床誤差、機床溫度進行測試,并在此基礎上分析其產生的規律和機理;
(2)根據誤差分析建立數學模型,然后根據需要進行誤差補償器軟件和硬件的開發; 制作與機床數控系統實時數據交互的模塊,實現與機床之間的異步通信;
(3)關鍵模塊的開發和配置,在部署好通信交互模塊后,要對各個誤差補償器模塊進行部署和安裝,實現與交互系統的實時交互。
2 、SIEMENS 840D 系統的數控機床誤差補償實施研究
(1)溫度補償
數控機床在實際加工過程中,因使用環境溫度的變化、機床各個運動部件之間的相互摩擦產生熱量及電動機的運行發熱,從而使得對機床運動軸位置產生附加誤差,最終影響工件的加工精度。 SIEMENS 840D系統提供的溫度補償功能能夠較好地解決這一熱變形問題。通過引入擬合誤差直線方程,即運動軸處在Sx位置時的定位誤差溫度補償值。
ΔLx=L0+(Sx-S0)tan θ (1)
式中 L0———與運動軸位置不相關的溫度補償值;
Sx———運動軸在某一時刻的實際位置;
S0———運動軸的參考點;
tan θ———與運動軸的實際位置相關的溫度偏差補償系數。
在 SIEMENS 840D 數控系統中 ,SD43900 用來表示與位置無關的溫度補償 值 L0;SD43910 用來表示溫度為 T 時的誤差擬合直線斜率 tan θ(T);SD43920 用來表示溫度補償參考點坐標 S0。
SIEMENS 840D 數控系統為溫度補償提供了 3種方式進行設置:
①當參數 MD32750 設置為 1 時,執行位置無關溫度補償;
②當參數 MD32750 設置為2 時,執行位置相關溫度補償;
③而當參數 MD32750設置為 0 時,則不進行溫度補償。 其執行溫度補償的工作過程是將系統檢測到的溫度偏差值送到 NC插補單元中參與插補運算從而實現軸運動的修正;當溫度偏差值為正值時 ,控制軸向負方向運動 ;當溫度偏差值為負值時 ,控制軸向正方向運動 。SIEMENS 840D 數控系統對于機床溫度的采樣 ,是由 PLC 程序定時間隔對溫度進行采樣,將相關補償參數代入式(1)中,得出溫度偏差 ΔLx,從而實現機床的溫度偏差補償。
(2)反向間隙補償
數控機床反向間隙補償是由于機床傳動鏈中各傳動單元綜合間隙的存在,機床在從正向運動變為反向運動時,執行件的運動量與目標值存在的誤差,最后反映為疊加至工件上的加工精度。
SIEMENS 840D 系統提供了 3 個機床參數用于反向間隙補償:
①當選取反向間隙補償值 MD32450BACKLASH[n]時,當 n=[0]時為半閉環,當 n=[1]為全閉環;
②當選取反向間隙補償倍率參數 MD32452BACKLASH_FACTOR,以數值的形式控制反向間隙補償的力度,其數值在 0.01~100.0;
③當選取位置實際值轉換允差 MD36500 ENC_CHANGE_TOL 模式時,監控 MD36500 設置值的變化值,以此來確保反向間隙補償在 n 個伺服周期內走完流程。
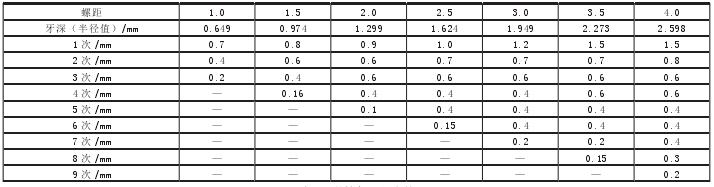
(3)螺距誤差補償
數控機床傳動機構中的滾珠絲杠副、齒輪傳動和螺母副等在生產制造和裝配過程中都存在一定的誤差, 使用高精度位置測量系統測出機床軸的指令位置與其所在的實際位置的差異,將該差異按照表格輸入 SIEMENS 840D 系統,系統將在插補周期內根據當前坐標位置把對應的補償值疊加到位置調節器中,主要涉及的參數如表 1 所示。
SIEMENS 840D 系統螺距補償主要需經歷定義軸的工作區間,補償間隔及補償范圍;設定最大補償點數,備份數據;連接上位機,選擇通訊方式和通訊參數;設定補償軸的最小測點,最大測點,及測點間隔, 并用激光干涉儀測出各測點的螺距誤差; 設定MD32700=0,再把此補償文件通過,上下位機通信 ,再設定 MD32700=1,NCK 復位,回參考點,新補償值將生效等主要步驟,可以獲得良好的補償效果。
(4)垂直誤差補償
對于數控機床,在其安裝的工具頭的重量或鏜桿的自重的作用下,其相關軸產生了相對于基準位置的傾斜;也就是,一個軸由于本身的重量導致其與另一個軸的相對位置產生了變化,造成了垂直誤差,因此數控機床需要有垂直誤差補償功能。SIEMENS 840D系統的垂直誤差補償功能是以參數變量通過零件程序形式或通用啟動文件(_INI 文件)形式來表達。 其描述如表 2 所示。
表 2 SIEMENS 840D 系統垂直誤差補償主要參數
SIEMENS 840D 系統垂直補償主要需定義軸的名稱、軸和補償起點、補償間隔、補償終點,測量軸的垂度誤差 ; 設 置 MD18342參數值 , 設 置MD32710=0;連接上位機 ,選擇通訊方式和通訊參數; 在上位機上編輯文件并傳送回 SIEMENS 840D系統;設置MD32710=1,SD43100=1,設置復位并回參考點, 補償值將自動生效等主要步驟,可以獲得良好的補償效果。
3 、結語
本文首先介紹了數控機床基本概念和機床誤差存在的原因,針對機床誤差的主要因素提出數控機床實施誤差補償的步驟 , 然后具體結合 SIEMENS840D 系統分別在溫度補償、反向間隙補償、螺距誤差補償、垂直誤差補償進行了原理性和操作的詳細分析,為后續加工生產提供了理論指導,具有理論與實踐的雙重意義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

