



海德漢數控系統固定循環在板類零件的手工編程實踐
2020-5-15 來源:佛山市高明區技工學校 作者:陳學翔
摘要:針對板類零件圖紙和技術要求詳細分析了零件加工制造工藝,以該零件為例,基于海德漢TNC640數控系統固定循環功能和采用手工編程方法快速完成程序編制,運用數控系統的仿真功能驗證程序的正確性,為單件小批量的同類型零件快速制造提供參考。
關鍵詞:海德漢系統;固定循環;數控編程
1、 引言
海德漢 TNC 640 數控系統是海德漢開發出第一款實現銑削、車削復合加工的數控系統,在5軸高速加工領域,如航空航天、模具制造和醫療等行業得到較為廣泛的應用。數控系統強大的循環編程功能可實現零件的快速制造加工,為當前單件小批量生產乃至未來個性化產品定制發展趨勢下零件多樣化智能制造具有良好的適應性。
2 、零件加工工藝分析
板類零件尺寸為 320×320×55mm 六面體,在 4 個角落附近均布了 4 個直徑?35mm 的通孔,定位尺寸為 220 × 220mm,通孔一側的外緣倒斜角尺寸為C4mm。在模板中間均布了4個直徑?12mm 的通孔,定位尺寸為 110×110mm,板類零件主要尺寸如圖 1所示。
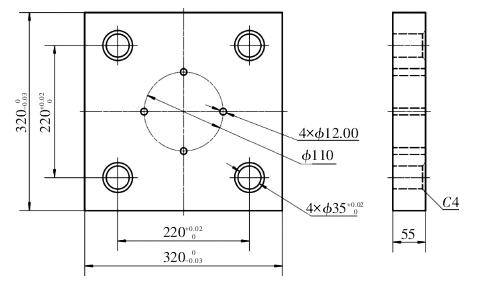
圖1 板類零件主要加工尺寸
由于模板表面裝配后與其它零部件接觸要求表面達到Ra1.6μm粗糙度值,外輪廓尺寸精度下偏差控制在0.03mm以內。?35mm孔需要與其它零部件進行裝配,因此輪廓精度和定位精度要求控制在0.02mm,綜合考慮到精度加工要求和現有制造條件采用中心鉆鉆孔、鏜孔的制造工藝,為了便于后續的裝配在通孔的一邊需要加工出尺寸為 C4mm 的倒斜 角 。?12mm孔由于尺寸公差要求相對較低,采用中心鉆鉆孔的制造工藝,板類零件加工工藝卡如表1所示.
表1 板類零件加工工藝卡

3 、模板加工程序編制
海德漢系統的固定循環編程功能具有較好的人機對話,可直觀的通過系統顯示器圖形對話框完成程序編制。實現鉆孔循環(啄鉆、鉸孔、鏜孔、锪孔、槍鉆內冷卻深孔加工方式等),銑削螺紋(內、外螺紋銑削),矩形、圓弧型腔和凸臺加工,平面和斜面加工,直槽和圓弧槽加工,矩形和圓弧陣列等功能。
海德漢系統強大的固定循環以及良好的人機對話功能能夠完成直線、圓、圓弧等二維輪廓、孔位、型腔、凸臺、斜面等特征加工,而不需要借助計算機輔助設計和輔助制造軟件進行繪圖、建模以及后續的計算機數控編程,而且數控加工程序編制過程相對而言更簡單明了,特別是在單件小批量零件的數控加工中可大大縮短由圖紙到生產的中間環節,提高了制造生產效率。
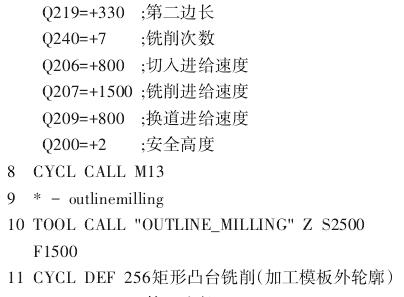
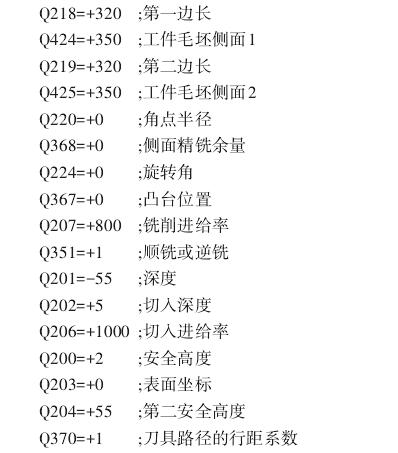
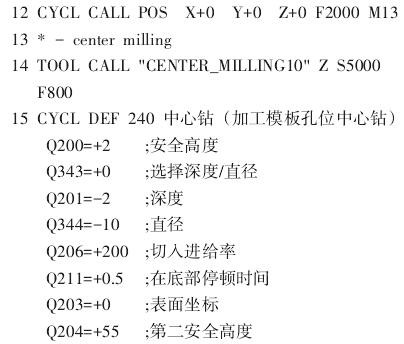
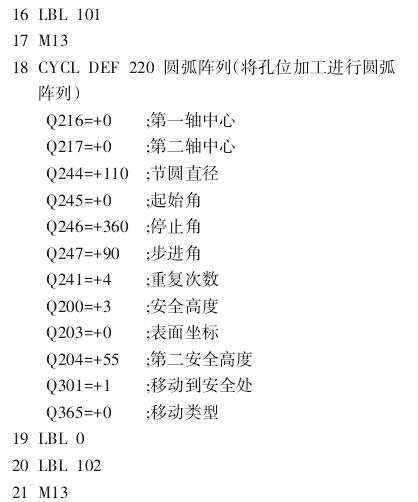
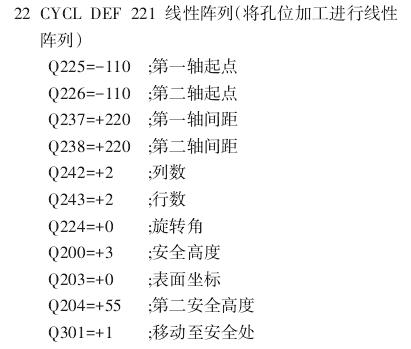
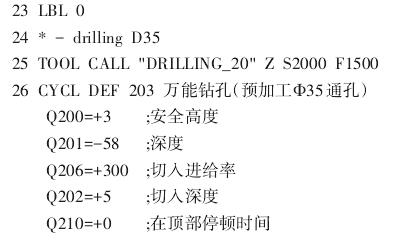
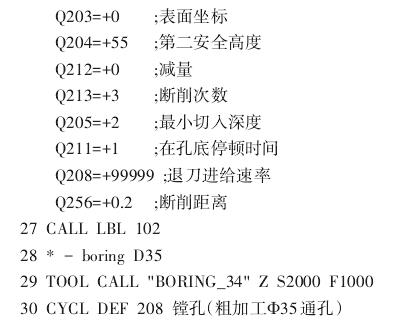
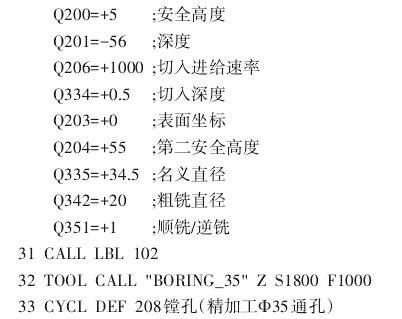
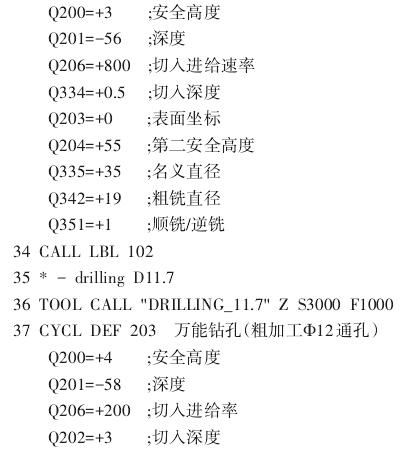
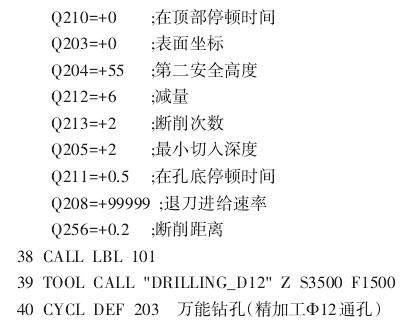
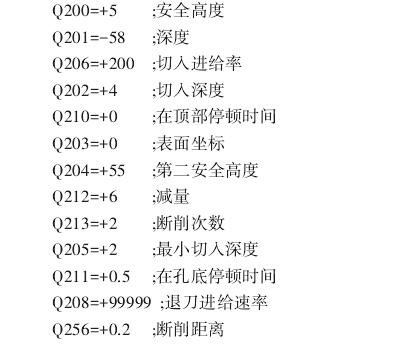
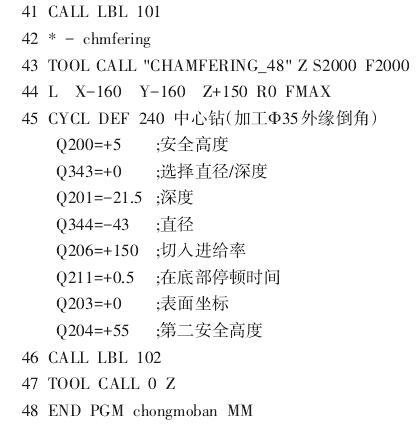
模板詳細加工程序如下:

4、 程序仿真加工效果
完成程序編程以后還需要對程序進行加工仿真,使用海德漢 TNC 640 數控系統自帶的仿真功能可快速檢測程序語句、坐標、加工方式、加工位置等方面的正確性,減少因為程序錯誤引發的產品不良率以及斷刀等安全事故的發生幾率,模板程序仿真加工后的結果,如圖2所示。
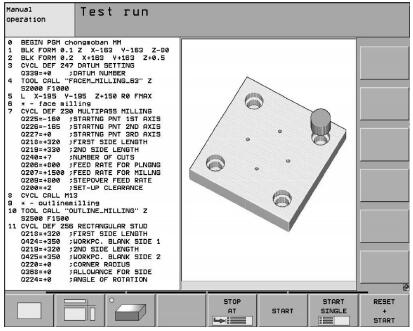
圖2 板類零件程序仿真
5、 結論
以板類零件為例分析了該零件的主要技術要求,并制定出合理的加工工藝規劃。海德漢 TNC 640 系統的固定循環編程功能作為零件的數控編程基礎,利用該數控系統強大的固定循環功能以及良好的人機對話性,詳細說明如何針對同類型零件進行數控加工程序編制。通過數控系統自帶的數控程序仿真功能對編寫好的程序進行驗證,為同類零件的快速制造提供參考。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

