



3-PUU 并聯機構激光平面切割機數控系統的研究
2020-5-16 來源:廣西科技大學 江蘇海德威激光發展 作者:丁 偉 張宏獻 吳德林
摘要:基于 3-PUU 并聯機構,利用運動學反解原理推導出一種簡單的運動控制算法。 采用PC+SMC6490 運動控制器的開放式數控系統結構, 并用 Visual B6.0 作為上位機軟件開發工具,研究并開發出平面激光切割機數控系統。 經過實際應用,證明算法正確可行,控制系統滿足激光切割對效率及精度的要求。
關鍵詞: 并聯機構; 激光切割機; 運動學反解; 開放式; 數控系統
0 引言
近年來,不銹鋼板材由于耐腐蝕性好,且具有較高的強度、韌性和加工塑性,在航空航天、醫療器械、核工業、 機械儀表, 以及煤礦機械設備中得到越來越廣泛的應用。激光切割由于具有熱影響區面積小,切口窄等優點,是不銹鋼板材切割的首選方法。 但是傳統激光平面切割機床從結構上看,屬于龍門式串聯型直角坐標機床,結構相對復雜、剛度較低、運動慣量大、有運動累積誤差,無法滿足高速、高精度的要求。 并聯機構的結構相對簡單,同時具有高剛性、高速度、高加速度、高精度、高柔性、高靈活性、無累積誤差的優點,非常適合激光切割的要求。 本文提出將并聯機構應用于激光切割,并設計一種更經濟、更開放的控制系統有著積極的意義。
1、 機械結構
并聯機構的種類很多, 但是相對于多自由度而言,少自由度并聯機構具有結構簡單、造價低、靈活性高等特點,因此,少自由度并聯機構具有更實際的應用價值,出現了各種不同的三自由并聯機構。 如3-PRPU 三平動并聯機構 、3-SPS-S 空間三轉動并聯機構、3-PUU 平動并聯機構等。 其中 3-PUU 并聯機構結構相對簡單,可以滿足激光平面切割的要求。采用圖 1 的 3-PUU 并聯機構,每一個傳動鏈由1 個移動副(P),2 個轉動副(U)組成,3 條導軌成等邊三角形垂直布置,電機帶動 3 個滑塊上下運動,通過 12 個虎克鉸鏈和 3 個平行四邊形機構,帶動動平臺實現三維平動,激光切割頭安裝在動平臺上,從而完成平面切割加工。
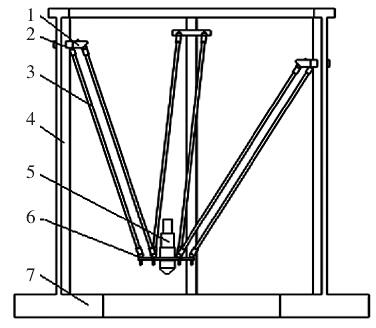
圖 1 3-PUU 并聯機構示意圖
1. 滑塊 2. 虎克鉸鏈 3. 連桿 4. 導軌 5. 激光切割頭 6. 動平臺 7. 定平臺
2、 數控系統的硬件結構及控制原理
由于 3-PUU 并聯機構動平臺的運動是通過 3個滑塊的移動來實現的,需要同時控制 3 個驅動電機。因此, 采用 SMC6490 運動控制器+工業 PC 機為硬件基礎開發數控系統,SMC6490 運動控制器是基于10/100M 以太網的通用型獨立式四軸運動控制器 ,結合 PC 機豐富的軟硬件資源,人機界面美觀,開放性好。
平面激光切割機,除了要求高效、高可靠性、高精度外,還應具有較高的性價比,采用半閉環伺服數控系統,硬件構成如圖 2 所示。 用 3 個交流伺服電機作為驅動電機, 控制動平臺運動;SMC6490 運動控制器通過網線接收 PC 機發出的控制指令, 并承擔加工控制所需的實時任務,如多軸插補、發送電機驅動器的脈沖和方向信號、激光開啟關閉信號、處理跟隨信號以及其他 I/O 開關量信號等, 同時將工作狀態反饋給 PC 機; PC 機則處理非實時部分, 如人機對話、界面管理、復雜的算法、參數設置等,同時通過調用運動控制器函數庫里的函數向運動控制器發送指令。 該數控系統的優點是結構簡單、開放性好,可以滿足高精度、高速度的激光切割加工的要求。
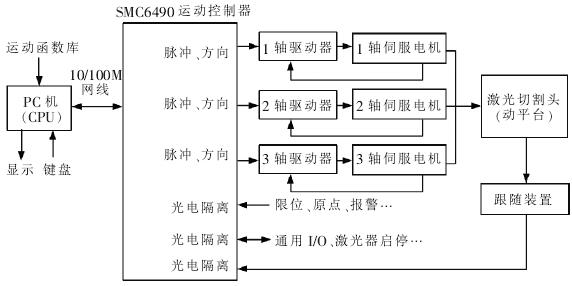
圖 2 數控系統的硬件結構
3、 算法及軟件設計
3-PUU 并聯機構不同于傳統機床的直角坐標結構,不能像傳統機床那樣直接控制 X、Y、Z 軸的運動,也不能直接使用通用的 ISO 代碼進行控制,因此3-PUU 并聯機構的運動控制算法及軟件設計成了該數控系統的關鍵。
(1)運動控制算法
3-PUU 并聯機構的最終控制對象為動平臺,其運動可以看成是在 XYZ 直角坐標系內的三維平動,而電機所驅動滑塊是在垂直于底面的 3 個導軌上滑動,如何建立二者之間的聯系是該算法的主要任務。如圖 3 所示, 將 3-PUU 并聯機構進行了簡化,1、2、3 軸分別為 3 根導軌的橫截面中心線, 以 O 為原點建立機床(定平臺)坐標系,以 O1為原點建立動平臺坐標系,3 個滑塊分別看成 3 個點,雙連桿簡化為單連桿。
平面激光切割機要能加工高質量的產品, 其切割頭在切割運動中必須始終與工件保持一定的法向距離,也就是隨動裝置。那么在加工過程中動平臺則需要能延 Z 軸做直線運動和平行于 XY 平面做插補運動。 延 Z 軸做直線運動只需將隨動信號控制 3 個滑塊同步運動就可以了, 因此重點要研究動平臺上做平行于 XY 平面插補運動時,3 個滑塊的運動狀態。 采用運動學反解的原理,假設動平臺在某一高度做平動時,其平面與 1、2、3 軸分別有交點 A、B、C 為定點,此時滑塊的位置分別為 A2、B2、C2,為動點,求出其在每個插補點坐標變化量則可反映滑塊的運動。
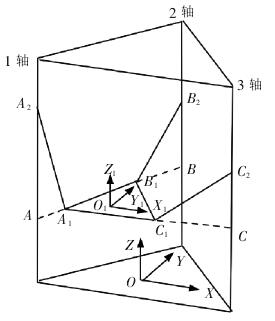
圖3 3-PUU 并聯機構運動簡圖
下面以 1 軸為例,分析其滑塊的運動:設定平臺三角形邊長為 L,動平臺三角形邊長為 L1,連桿長度為 L2,動平臺坐標系原點 O1在機床坐標系的坐標值為 XO、YO、ZO,可以求出 A、A1 兩點在動平臺坐標系中坐標
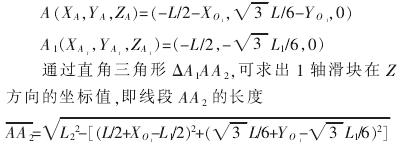
同樣的方法可以求出 2、3 軸滑塊在 Z 方向的坐標值,假設動平臺的運動軌跡經粗插補后得到若干插補數據點,進而得到相鄰兩插補點間的 A2、B2、C2三點在 Z 方向的變化量。 再將隨動信號疊加,從而確定了動平臺在在某一高度進行平面輪廓切割運動時,3 個滑塊直線運動。
(2)軟件設計
數控系統上位機軟件采用 Visual B6.0 作為軟件開發工具,利用 SMC6480 運動控制器內容豐富的函數庫,只需要調用庫內相應的函數,即可對復雜的運動與 I/O 開關量的進行控制。 使人機聯系變得簡單、直觀。 由于系統工作的實時任務由SMC6480 運動控制器承擔,因此上位機軟件結構采用較為簡單的前后臺結構。
如圖 4 所示,后臺程序為主程序,由初始化、回參考點、讀入并顯示圖形、數據處理、激光器啟停、循環加工等幾個部分組成;前臺程序是一個定時中斷服務程序,在初始化后啟動該程序,定時掃描運動控制器的各 I/O 端口, 發現有超程、 故障報警等信號時,暫停或退出主程序,并提示報警信息。
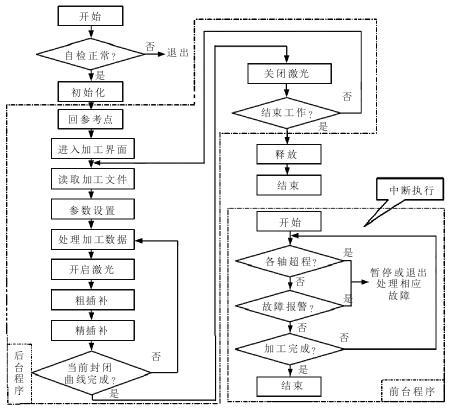
圖 4 上位機軟件結構
由于并聯機構動平臺的插補控制不能由步進電機直接控制,必須先對動平臺的運動曲線進行粗插補,經過前述反解的算法得到各運動滑塊的插補增量,再通過 SMC6480 運動控制器的多軸連續插補函數控制伺服電機運動。 因此,系統軟件必須將原始圖形數據經粗插補并轉換成各運動滑塊的插補增量,形成最終的加工數據。
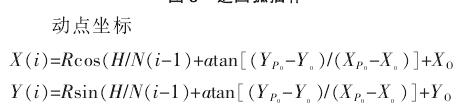
以逆圓弧插補為例, 如圖 5 所示: R 為圓弧半徑,H 為圓弧弧度,XO、YO為圓心坐標, XP、YP為起點坐標;X(i)、Y(i)為動平臺坐標原點, ΔABC 為定平臺,N 為插補次數。

圖 5 逆圓弧插補
其插補子程序流程圖如圖 6 所示。
每一段曲線必須先完成所有插補點的計算,并轉換為運動軸的增量值,用二維數組 P(i,j)記錄,才能調用多直線連續插補函數 SMCVectMoveMultiLineN控制激光切割頭從起點運動到終點,下位機(運動控制器)對機床進行位置控制的同時,上位機又在進行下一段曲線的粗插補和增量計算了。
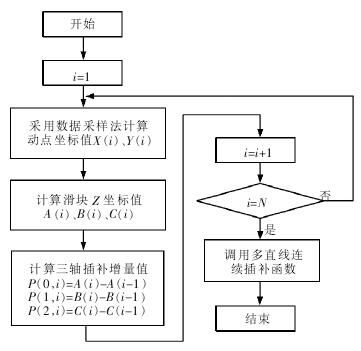
圖 6 圓弧插補子程序流程圖
4、 結語
采用 3-PUU 并聯機構通過運動學反解的算法,并配合 PC+運動控制器的開放式控制系統對算法的實現,應用在平面激光切割機上完全可行,滿足效率及精度的要求。以此為基礎,還可以將該研究成果應用在類似有三維平動、輕載荷要求的設備上、具有廣闊的實用前景。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

