



摘要:在進行自選刀時,主要有隨機選刀和順序選刀兩種方式,其中順序選刀是按照事先預定好的工序,在刀庫中插入刀具,然后按照順序轉到取到位置,然后把使用過的刀具再次放入到原來的刀座中。
關鍵詞:加工中心;控制設計;計算機數控裝置;可編程控制器;數據寄存器
1、自動換刀裝置的相關說明
隨著經濟發展的步伐不斷加快,新理念、新思想不斷涌現,現代制造業的發展速度也在呈上升趨勢,當前,加工中心配置自動換刀裝置的作用愈發突出,原因在于它可以最大限度地降低零部件加工所需的時間。 自動換刀裝置通常由三部分組成:一是刀庫;刀庫中刀具的數量在十到一百多把不等,刀庫的主要作用一方面可以儲存刀具;另一方面還可以實時準確地進行定位。 二是控制裝置;三是機械手。 如果刀庫體積太大或是刀庫中的刀具儲存數量較多時,這會影響
刀庫的移動速度,最終使定位出現偏差,此時機械手的有效性就會真正發揮出來, 它可以實現換刀動作。 換刀機械手可以對刀具進行重新裝卸而且還能靈活地進行刀庫與主軸頭之間的傳遞。 對于數控加工中心來說,換刀效率的高低直接關系刀庫的真正作用的發揮。 自動換刀裝置的優點在于能夠集中完成多個程序, 而且還能節省時間,最大限度地提高工作效率。 因此為了滿足現代發展之需,通常情況下加工中心都會配備一定的自動換刀系統。
2、PLC 中心控制系統的主要特征
2.1、穩定性強,抵抗干擾力強
我們都知道先前的繼電器控制系統中都用到了中間繼電器等部件,但因為接觸點不牢固,極容易出現一定的事故。 隨著高科技領域的不斷發展,在制造業中引入PLC中心控制系統有效地解決了這一問題,PLC 中心系統在設計中進行了屏蔽、安全等保護措施,可避免外部環境的干擾,提高設備的使用率。 當前,PLC 的應用范圍非常廣泛,而且效果較為顯著,據統計該系統運行后可在很長的時間內不會出現故障,能夠正常運轉,即便遇到一定的干擾也能很好地抵御。PLC 控制系統經常被用作干擾能力較為嚴重的工業生產現場,并在其中發揮著巨大的作用。
2.2、可操作性強,實用方便
PLC 控制系統可操作性強,實用方便,一臺 PLC 控制系統可以為很多用戶提供一定的編程元件,可在復雜的環境中靈活運用。 與傳統功能的繼電器系統相比較而言,PLC 控制系統有自己獨有的優勢之處:一是能夠通過互聯網實現分散控制,集中管理;二是操作簡單易行。 因此在工業設計中 PLC 控制系統得到了有效的應用,幾乎完全取代了傳統的繼電器控制,大大提高了工作的效率,也在一定程度上提高工作的精準性。
2.3、編程操作易行,維修便捷
當前,在 PLC 編程語言中尤以梯形圖的使用范圍最為廣泛。 原因在于梯形圖編程傳承了傳統繼電器控制線路中的相關優點,可將圖清楚明了地反映到大眾面前。 PLC擁有一定的故障診斷能力以及自我修復能力, 當系統出現故障時,PLC 可以通過二極管等發出警報,這樣可方便操作人員及時對故障進行排除,將損失降至最低,延長使用年限。
2.4、能耗低且重量輕
PLC 控制系統能耗低且重量輕,操作起來方便易行,這主要是因為 PLC 是通過大規模的集成電路組裝而成的。 PLC 是一種實現機電一體化較為理想的控制設備。 尤其是對于一些較為繁雜的控制系統,當使用 PLC 系統后可大大降低繼電器的使用數量。 因為 PLC 的體積較小因而可將開關柜的體積縮小到一定范圍內,節省了一部分空間。 與傳統繼電器開關控制系統相比較 PLC 占用空間小、 能耗低,在現代工業發展中發揮著重要作用。
2.5、安裝簡便,保養方便
盡管 PLC 控制系統體積較小,但其功能卻非常強大,它不僅可以彌補傳統繼電器的不足之處,而且還可以減小電器柜中各種電器元件存儲的容量,防止復雜的接線相互交錯。 PLC 的梯形圖程度可操作性強,即便是編程初學者,也能在很短的時間內將所有的操作技術掌握, 如果系統出現一定的錯誤,也能很容易將其修復。 尤其是對于一些系統較為繁雜的設計, 使用PLC 梯形圖設計出的電路圖更為簡便,可使相關人員在極短時間內掌握電路圖的原理,可為設計人員節約大量的時間。
3、識別刀具和選刀具的方法
3.1、識別刀具方法
通過加工中心的計算機數控裝置(CNC)發出選刀指令,然后把刀庫轉到需要刀具號取刀位置的過程叫做自動選刀。 一般自動選刀主要有隨機選刀和順序選刀兩種。其中順序選刀法指的是按照事先設定好的工序將刀具先后插入到刀庫中,然后在按照先后順序轉動到取到的位置,并將使用過的刀具再次放入到原來的刀座中,這種方式不需要安裝刀具識別裝置,工作穩定性好、 驅動裝置也較為簡單,但是刀庫中的刀具無法在其他工序中進行使用。 假如沒有按照順序安裝在刀庫中,會造成比較嚴重的后果。 隨機選刀法指的是按照指令的要求隨機選擇需要使用的刀具,可以在刀庫中隨意存放刀具,在各個刀座或刀具上設置有相應的代碼,在進行換刀時,刀庫會自動旋轉, 然后選擇經過識別的刀具,當CNC 指令和刀具代碼一致時,此刀具會被選中,刀庫會自動旋轉然后將刀具送到需要換刀的位置。
3.2、利用 PLC(可編程控制器)隨機進行選刀
利用可編程控制器進行隨機選刀可以使主軸上的刀具和刀庫上的刀具進行任意交換,此方式主要使用軟件來實現選刀,可以避免出現因識刀裝置可靠性和穩定性低造成的選刀失誤的情況。
3.2.1、刀座號和刀具號一致
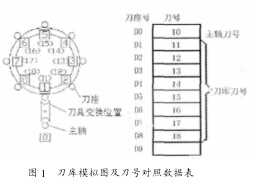
為了可以講述清楚,本文假設刀庫有 8 把刀和 8 個刀座,可以存放 8 把刀具, 在實際使用過程中,要結合刀具的實際情況進行確定,為了可以使用 BCD 碼將其表示出來,以方框中 1~8 號編制刀座固定位置編號,主軸刀位置號為 O(見圖 1)。 通過在 PLC 內部建立模擬刀庫數據表,要將刀座編號和數據表序號 D0~D8 的編號逐一對應,刀具號為各個表序號 (D0~D8) 的內容, 其中 D0 主軸上的刀具號即為D0 的內容。 在刀具旋轉的過程中,各個刀座從換刀位置通過時,會將脈沖輸入到 PLC,并且在刀庫正轉的過程中,會使計數脈沖加 1,刀庫反轉的過程中,會使計數脈沖少 1,使 PLC 內部計數器可以持續在 1~8 之間進行循環,并且當值為刀庫當前刀座號的位置,如圖 1 右邊所示。
3.2.2、選刀具體流程
在 CNC 向 PLC 發送尋找新刀具的相關指令后,會檢索內部數據寄存器的模擬刀庫數據表,在搜索到 CNC 給定的刀具號后,會將刀具號所在位置和當前刀具庫之間的位置進行比較,并對刀庫轉向和相差的距離進行計算,并根據計算結果向刀庫軸發出脈沖頻率和脈沖數,保證需要的刀座號可以轉動到指定位置,為機械手、刀庫和主軸之間的換刀做好準備工作。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

