



【摘要】在數控加工中心實際操作過程中,對刀的方法是否正確,直接影響到零件的加工質量。主要探討在數控加工中心操作過程中,對于不同的零件采用不同的對刀方法及技巧,提高零件的加工質量。
【關鍵詞】數控加工;坐標原點;對刀
1 、引言
對刀是數控加工中最重要的操作內容,其目的是通過刀具或對刀工具確定工件坐標系原點(程序原點)在機床坐標系中的位置,其準確性將直接影響零件的加工精度。形狀不同的零件、加工精度不同的零件,對刀的方法也有所不同。筆者結合幾年來在教學和生產中的經驗,總結出幾種不同的對刀方法,以適應不同零件的對刀要求。
2 、數控加工中心常用對刀方法探討
數控加工中心的對刀操作分為X、Y向對刀和Z 向對刀,下面分別進行探討。
2.1 X、Y 向對刀
根據使用對刀工具的不同,對刀方法可以分為:試切對刀法,塞尺(或塊規(guī))和剛性靠棒對刀法,尋邊器對刀法,百分表對刀法。
(1)試切對刀法
試切對刀法即直接采用加工刀具進行對刀,這種方法操作簡單方便,但會在零件表面留下切削刀痕,影響零件表面質量且對刀精度較低。
圖1 所示,工件坐標系原點位于零件上表面的中心。刀具利用試切法先后定位到圖中的1、2 點,并分別記錄下此時CRT 顯示器中的“機床坐標系”的X向坐標值X1、X2,則工件坐標系原點在機床坐標系中的X向坐標值為(X1+X2)/2。用同樣的方法使刀具分別定位到3、4 點,并分別記錄下CRT顯示器中的“機床坐標系”的Y向坐標值Y1、Y2,則工件坐標系原點在機床坐標系中的Y向坐標值為(Y1+Y2)/2。
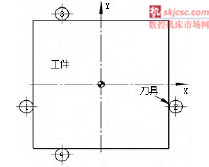
圖1 試切法對刀
(2)剛性靠棒對刀法
剛性靠棒對刀法是利用剛性靠棒配合塞尺(或塊規(guī))的一種對刀方法,其對刀方法與試切對刀法相似。首先將剛性靠棒安裝在刀柄中,移動工作臺使剛性靠棒靠近工件,并將塞尺塞入剛性靠棒與工件之間,再次移動機床使塞尺恰好不能自由抽動為準,如圖2 所示。分別在工件的四個方向上進行對刀,計算出工件坐標系原點在機床坐標系中的位置。這種對刀方法不會在零件表面上留下痕跡,但對刀精度不高且較為費時。
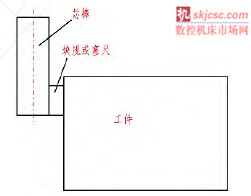
圖2 剛性靠棒配合塞尺(或塊規(guī))對刀
(3)尋邊器對刀法
常用的尋邊器有機械尋邊器和光電尋邊器,尋邊器對刀法與剛性靠棒對刀法相似。如圖3 所示,在使用機械尋邊器時要求主軸轉速設定在500r/min 左右,這種對刀法精度高、無需維護、成本適中;如圖4 所示,在使用光電尋邊器時主軸不轉,這種對刀法精度高, 需維護, 成本較高。在實際加工過程中考慮到成本和加工精度問題一般選用機械尋邊器來進行對刀找正。采用尋邊器對刀要求定位基準面應有較好的表面粗糙度和直線度, 確保對刀精度。

(4)百分表對刀法
該方法一般用在圓形零件的對刀,如圖5 所示,用磁力表座將百分表放置在機床主軸端面上,調整磁力表座上的伸縮桿長度和角度,使百分表的觸頭接觸零件的圓周面(指針轉動約為0.2mm),用手慢慢旋轉主軸,使百分表的觸頭沿零件的圓周面轉動,觀察百分表指針的偏移情況。通過多次反復調整機床X、Y向,待轉動主軸一周時百分表的指針基本停止在同一個位置,其指針的跳動量在允許的對刀誤差范圍內,這時可以認定主軸的中心就是圓形零件的中心。
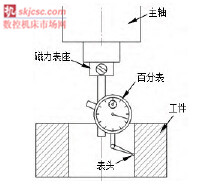
圖5 采用百分表對刀
2.2 Z 向對刀
當對刀工具中心在X、Y方向上的對刀完成后,可以取下對刀工具,換上基準刀具,進行Z向對刀操作。零件的Z向對刀通常采用試切法、Z向對刀儀對刀和機外刀具預調+機內對刀。
(1)試切法對刀
Z向的對刀點通常都是以零件的上下表面為基準。若以零件的上表面為工件零點(Z=0),則在采用試切法對刀時,需移動刀具到工件的上表面進行試切,并記錄CRT顯示器中Z向的“機床坐標值”,即為工件坐標系原點在機床坐標系中的Z 向坐標值。
(2)Z向對刀儀對刀
Z向對刀儀對刀又稱為機內對刀,主要用于確定工件坐標系原點在機床坐標系的Z 軸坐標,或者說是確定刀具在機床坐標系中的高度。Z向對刀儀有光電式和指針式等類型,通過光電指示或指針判斷刀具與對刀器是否接觸,對刀精度一般可達0.005mm。Z向對刀儀帶有磁性表座,可以牢固地附著在工件或夾具上,其高度一般為50mm或100mm。圖6 所示為指針式Z向對刀儀。

圖6 指針式Z 向對刀儀
(3)機外刀具預調+機內對刀
這種方法是先在機床外利用刀具預調儀精確測量每把刀具的軸向尺寸,確定每把刀具的長度補償值,輸入刀具補正表。然后選用一把標準刀(最長或最短)在機床上用Z向對刀儀進行Z向對刀,確定工件坐標系,在程序中由G43 或G44 調用刀具長度補償值,進行刀具的長度補償。
3 、結束語
通過對幾種不同對刀方法的探討,可以讓機床操作者根據現場情況靈活掌握不同零件的對刀方法,保證零件的加工精度,如圓形零件一般采用百分表找圓心、方形零件采用尋邊器對刀;加工精度要求高的采用對刀儀對刀,加工精度要求低的采用試切法對刀等。
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

