



【摘 要】本文通過對一個典型數控加工中心零件的分析,系統地介紹了解數控加工中心零件的工藝規程的制訂,通過分析零件圖結構、合理選擇加工設備,確定加工順序及進給路線、制訂出切實可行的加工方案,通過CAXA 自動編程軟件中編制出加工程序并實現仿真加工。
【關鍵詞】加工中心 仿真加工 自動編程
現代企業改革的不斷深化和不斷發展促使企業不斷提高對于人才質量的要求。在數控加工企業中擁有一支由高級技術工人群體組成的生產核心隊伍關系著企業的興衰成敗,擁有更高技能的數控高級技工憑借技術的領先及綜合素質備受企業青睞,成為“萬金難求”的稀缺人才。我國的數控高級工的認定工作主要由各省市勞動和社會保障部門承擔,認定形式主要是通過理論考試及機床實操,對于加工中心高級工典型零件的加工分析,有利于具備此項技能的人才參與認定,提高我國高素質技能人才的比例,壯大高技能人才的隊伍,從而為社會的發展做出貢獻。
1、 零件選取及工藝分析
數控加工中心高級工考工零件一般為雙面零件,體素一般取材于模型加工,具備加工中心加工零件中型腔,凸臺等典型體素,且結合定位孔等模具常見結構。
根據如上要求,本文選取如圖零件作為典型零件進行加工仿真。
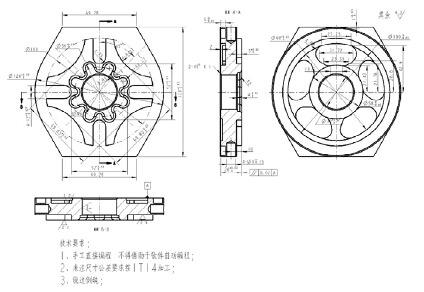
圖1 高級工典型零件圖
1.1 工、量、刀具的選擇
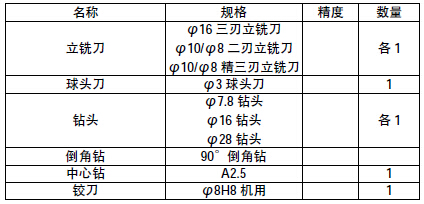
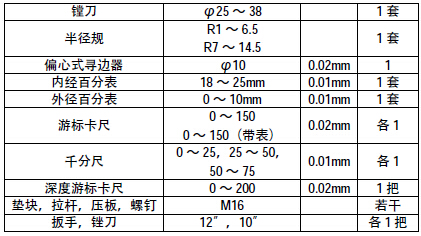
加工中心高級工考工實操考試一般會根據加工的需要配備必須的刀具及工量具,本零件加工刀具及工量具的選取依據考工常用工具清單配備。清單如下:
表1.1 工、量、刀具清單
1.2 零件加工工藝分析
分析時,主要從兩個方面考慮:理論上的加工工藝必須達到圖樣的要求,同時又能充分發揮出機床的功能。從圖1.1 中可以看出尺寸上要求比較高的有φ30+00.02 一個通孔和4×φ8 四個沉頭孔。為了滿足尺寸要求,在制訂工藝過程中需特別注意。零件加工工藝過程如下。
(1)加工準備
認真閱讀零件圖,檢查一坯料尺寸。編制加工程序,輸入程序并選擇該程序。用平口鉗裝夾工件,伸出鉗口5mm 左右,用百分表找正。安裝尋邊器,確定工件零點為坯料上表面的中心,設定零點偏置。
根據編程時刀具的使用情況需編制刀具及切削參數表(見圖1-3),對刀具表依次裝入刀庫中,并設定各長度補償。
(2)銑正方形外輪廓
使用T1 號刀具粗銑外輪廓,留0.3mm 單邊余量,粗銑時可采用增大刀補值來區分粗精加工(即刀具半徑16+ 精加工余量+0.3)。
換T2φ10mm精三刃立銑刀,設定刀具參數,半精銑外輪廓,留0.1mm 單邊余量。
實測工件尺寸,調整刀具參數,精銑外輪廓至要求尺寸。
(3)加工4×φ8 四個沉頭孔
側面裝夾,調用T3 號刀具A2.5 中心鉆,由于鉆頭具有較長的橫刃,定位性不好,因此采用中心鉆先鉆出φ8 中心孔。切削用量:n=1500r/min,F=60mm/min(在打中心孔時因整個加工目的就是為后面的鉆頭打引導孔,所以轉速必須選擇較高,否則可能會失去定心的作用)。
調用T4 號φ7.8mm 鉆頭,分別鉆4×φ8 孔(鉆孔必須加注充分的冷卻液,否則鉆頭易燒壞,冷卻液必須在加工前澆注,避免刀具過熱突然冷卻)。
換T5 號刀具φ8H8 鉸刀并對刀,設定刀具參數,鉸至要求尺寸。
(4)加工φ30+00.02 孔和倒角
調用T6 號φ16 的鉆頭并對刀,設定刀具參數,選擇程序,打到自動擋運行程序鉆通孔(因為鉆頭越大,橫刃越厚,則鉆削的阻力將增大,從而鉆削時對于機床的功率會要求更高,加工時產生的振動也會比較大。所以對于較大孔徑的鉆削可以采用大鉆頭套小鉆頭的方法來有效避免這個問題)。
換T7 刀具φ28 的鉆頭并對刀,設定刀具參數,鉆通孔。調用T8 鏜刀,粗鏜孔,留0.4mm 單邊余量。調整鏜刀,半精鏜孔,留0.1mm 單邊余量。使用已經調整好的內徑百分表測量孔的尺寸,根據余量調整鏜刀,精鏜孔至要求尺寸。
換T9 號90°倒角鉆,倒角1×45°至尺寸要求。
(5)銑腰形槽
換T10 號φ10 粗立銑刀,粗銑腰形槽,留0.3mm 單邊余量。換T11號φ10 精立銑刀,半精銑腰形槽,留0.1mm單邊余量。測量腰形尺寸,調整刀具參數,精銑腰形槽至要求尺寸。
(6)檢驗
去毛刺,按圖紙尺寸檢驗加工的零件。
2 、自動編程與仿真加工
編程時,本零件的加工程序只做粗加工部分,精加工的程序通過機床上的復制或者粗加工后修改刀補完成,此法在既需打中心孔,又需鉆孔、鏜孔的零件上也可使用,因孔的位置間關系不變,精加工程序可通過修改固定循環方式、Z 向深度、切削用量等得到。具體加工時,測量過程采用M01 選擇性停止,加工穩定后再關閉“可選停”控制按鈕,加工此處時即可跳過暫停指令。程序編制時使用增量旋轉銑腰形槽,這種方可通過有效的減少程序的長度,進一步提高編程速度。
2.1 識圖、繪制實體零件

圖2 實體生成
2.2 零件加工軌跡生成
表1.2 刀具及切削參數表
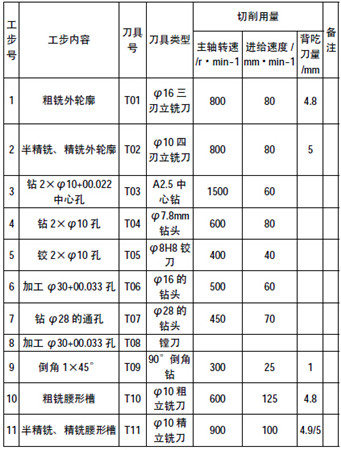
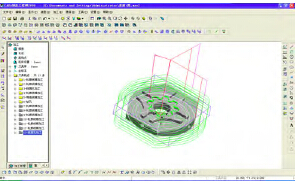
圖3 實體加工軌跡
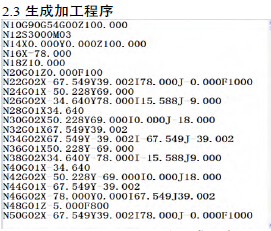
圖4 軌跡生成程序
3、 零件仿真加工
本文使用CAXA 制造工程師軟件實現零件實體設計和數控仿真加工,可使加工人員避免煩瑣的數值計算,直觀獲取編程結果,減少編程人員工作量。加工時可通過真切削和刀具干涉檢查,確保所編程序的正確性,有效縮短零件生產時間,并確保零件表面質量和加工精度,在考工中,有利于參考人員節約實操時間,在生產中也可提高生產效率,從而獲得良好的經濟效益。本零件仿真加工過程如下圖所示:

圖5 正面仿真加工
4 、結語
在現代企業制度改革逐步深入的今天,企業對人才的要求日益提高,勞動者本身必須適應改革發展, 迎合企業對高質量人才的需求。數控高級工隊伍的壯大發展對于提高我國勞動人口素質具有十分重大的意義,應該成為院校及企業人才培養、培訓的重要目標,并不斷推進。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

