



矩形型腔數控銑削的宏程序編程方法
2018-5-21 來源: 貴州工程應用技術學院 機械工程學院 作者: 籍永剛, 黃國冬
摘要:在矩形型腔加工數控銑削過程中,若加工程序采用手工編程或 C A M 軟件生成,則工作量大、易出錯且 C A M 程序容量大。為了簡化操作,針對 FA N U C 數控系統采用宏程序開發出矩形型腔數控銑削功能指令,通過設定機床參數可使該指令如數控系統的固有指令一樣使用方便。結果表明,該方法操作方便,有很好的實用價值。
關鍵詞:宏程序;指令開發;數控系統;FA N U C
0、引 言
矩形型腔的加工程序常用的主要有計算機自動編程生成的 CAM 程序、子程序、宏程序,其中 CAM 程序生成的程序容量大,子程序不能適應加工參數的改變,而采用宏程序則具備許多優點。宏程序對加工參數化的適應性強,具備通用性。另外,手工編程是基礎,是數控機床操作程人員必須掌握的一項基本功。手工編程是計算機編程的基礎,是刀具軌跡設計、軌跡優化,以及進行后置處理的依據。實踐證明,手工編程能力強的人在計算機編程中、速度更快,程序質量更高。
1、宏程序編程
宏程序是數控系統廠家提供給我們的一種二次開發工具。在一些典型的使用場所它的作用非常大,如可以把一些重復性強、編程有規律的工作編制成宏程序,使用時如調用數控系統中的固定循環一樣。在編寫宏程序時需要注意以下幾點:運動軌跡盡可能多地受參數驅動,才能方便靈活;主要功能應針對性強,才能實用;要注意非加工運動軌跡的安全性、通用性;控制參數不要太多,一般固定參數可放在宏程序體內修改。
FANUC 0i 系統的宏程序變量用變量符號“#”和后面的變量號指定,如 #13。根據變量的功能,宏變量可分為系統變量、用戶變量。系統變量用于系統內部運算時各種
3 、注意事項
1)本文運用了跳轉命令 G31,該命令在一定程度上與直線命令 G01 相同,不同之處是 G31 定義的坐標終點需要探針進入被測物體的內部,以確保能夠測量到被測工件。進入的運動量可根據實際情況調整,但不宜過大,當接觸到被測物體時會自動跳出并存儲位置信息。
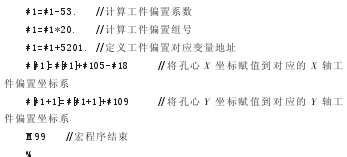
2)由于計算孔心 X 向坐標時用到了孔徑參數,所以被測孔的孔徑必須是已知并且準確的。
3)探針 Y 向運動測量兩點中心,探頭半徑會在計算時抵消掉,不需要再對探頭做半徑補償;而 X 向運動只測量一個點,在進行中心計算時則必須對探頭半徑做補償。
4)#1 的賦值范圍是 54~59,分別對應的是 G54~G59工件偏置。可根據自身情況增加賦值范圍的報警語句。
4 、結 語
三點定心宏程序已在 FANUC16i MA 系統調試成功,它會給此類零件的定心找正提供一種新的思路,操作更加便捷,不再需要人工用百分表找正、讀取和抄寫坐標值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

