



基于 SYNTEC 的大型螺旋錐齒輪專用數控機床人機界面設計
2017-12-5 來源: 沈陽工業大學機械工程學院 作者:田國富,張西棟,任仲偉,宋江波,唐媛媛
摘 要: 利用新代數控系統 - 10B 提供的 e HMI 開發工具,通過建立專案并且在專案上添加畫面檔以及功能鍵( Fenubar) 的方法,對弧齒螺旋錐齒輪數控加工參數輸入進行了開發設計。將齒輪加工所需要的各種參數信息通過不同元件的形式添加在畫面檔上。根據畫面檔內容,相應地客制功能鍵的動作,將畫面檔與功能鍵鏈接在一起。利用 e HMI 的測試仿真模塊進行仿真模擬,實現了利用功能鍵操控畫面檔的切換以及相應參數輸入的功能。對新代數控系統的客制工作為后續相關研究工作奠定了一定的基礎。
關鍵詞: 新代數控系統; 螺旋錐齒輪; 畫面檔; 測試仿真
0 前言
齒輪在整個機械行業中占有舉足輕重的地位,是機械工業的基礎件[1]。在相交軸傳動中,弧齒錐齒輪具有承載能力高、傳動平穩、對安裝誤差的敏感性小以及傳動效率高等優點,因此弧齒錐齒輪的數控加工得到工程技 術人員的重視[2]。
弧齒錐齒輪的數控加工程序編制復雜,而且編程語言抽象; 為了滿足不同規格螺旋錐齒輪的數控加工要求而進行的參數化編程是以友好的參數化輸入 界面———人 機界面 ( Human Ma-chine Interface,HMI) 為基礎的。
人機界面是用戶與機床互相傳遞信息的媒介,用來實現信息的輸入和輸出[3]。數控系統操作界面的友好與否直接影響到數控編程的效率,甚至影響到整個數控系統的戶認可度[4]。
沈陽工業大學為了滿足螺旋錐齒輪數控加工機床的開發需要,引進了臺灣新代科技股份有限公司研發的 SYNTEC-10B數控系統,該系統具有良好的開放性,可以利用系統自帶軟件開發包,對螺旋錐齒輪數控加工所需的各級參數輸入界面進行相關客制,形成一個完備的界面系統,為后期參數化編程工作打下良好基礎。
1 、軟件工具
對新代數控系統的二次開發需要登錄新代科技的官方網站,下載 win32 相關軟件: ( 1) Win-dows Update; ( 2 ) Lad Edit _ 2. 13. 0. msi; ( 3 )Macro Dev 軟件; ( 4) 銑床 Win32 軟件。
特別注意四個軟件需要按照編碼順序依次安裝,否則會出現兼容性問題[5]。安裝完之后,相關的開發客制軟件即可在通用 PC 上運行,操作環境為 win-dows2000 / XP /7。SYNTEC 系統內部的 e HMI 是一款更直覺、更簡易編輯控制面板人機接口的開發工具,通過直接點選和表格輸入的方式,使用戶免除繁雜的程序編寫過程,取而代之的是更簡易、更有效、更人性化的操作接口[6 - 7]。
將 e HMI 開發軟件用于參數化編程中所需相關界面的客制工作,可以提高數控系統二次開發的效率,優化數控編程加工過程中的人機交互性。
2 、系統的整體設計
機床的加工對象是弧齒錐齒輪,所以根據項目開發要求,采用面向對象的設計方法[8],對弧齒錐齒輪加工的人機界面作開發。圖 1 是弧齒錐齒輪加工機床人機界面工作流程,首先是選擇齒制,進入弧齒錐齒輪的參數輸入界面,然后通過底部相應的功能鍵進入齒輪參數輸入界面、工藝參數輸入界面以及刀具參數輸入界面的各級子菜單,進行相應數據參數的輸入。
通過參數檢查模塊的自檢,如果有錯誤參數,返回參數輸入界面進行參數的修改; 如果無誤,則進入仿真加工模塊。在仿真過程中如果出現刀具與工件的干涉等錯誤,則返回參數輸入界面進行參數的修改,直至錯誤消除,進入數控加工過程,最后退出程序,,完成加工。
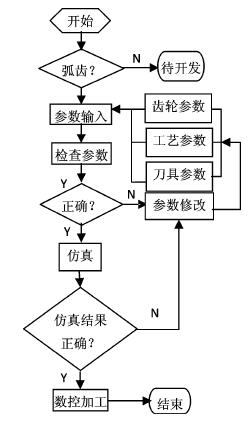
圖 1 弧齒錐齒輪加工機床人機界面工作流程
3 、主要界面的客制
新代數控系統的客制過程包括畫面檔與功能鍵的設計、畫面檔與相應功能鍵的鏈接以及安裝文件的封裝。圖 2 是新代數控系統 SYNTEC -10B 開機運行的的標準人機界面[5],為了保證原系統的完整性以及客制后系統維護的便利性,需要在標準人機界面的基礎上進行相關的操作[9]。相關界面的客制是在 e HMI 中完成的,圖 3 是e HMI
主畫面,由工具列、工作區、畫面檔總管 /功能鍵總管、屬性框、狀態列組成[7]。
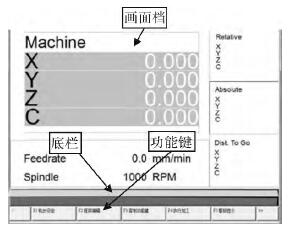
圖 2 新代數控系統 SYNTEC - 10B 標準人機界面
3. 1 專案的建立
人機界面由多個功能鍵( fenubar) 、畫面檔( browser) 、圖片檔、多國語言檔組成,而且 e H-MI 會自動幫助編輯者管理這些檔案。大量的界面客制過程表明,通過新增專案的方式,添加畫面檔和功能鍵來實現界面的客制,更易于一般編輯人員接受[10]。
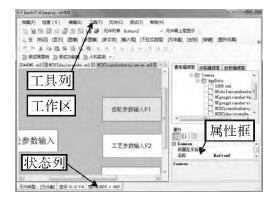
圖 3 e HMI 主畫面
選擇“檔案→新增→專案”,然后在彈出的對話框中指定要使用的專案名稱與存儲位置,點擊確定。此時根據彈出提示,點選要加載標準人機的 OCRes 文件的位置,進入新的專案,e HMI將自動加載 \ OCRes \ Common 下的 Cnc Fenu. xml( 默認功能鍵名稱) 與 Syntec Param. xml( 默認參數檔名稱) ,以及 \ OCRes \ Common \ App Data 下所有畫面檔,該操作的目的是保證原系統的完整性,便于后續畫面檔 和功能 鍵的 客制 文 件管理。
3. 2 畫面檔的客制
人機界面大致分為兩部分,一個是基礎底層畫面,一個是實際在切換的區塊上的畫面,其中“基礎底層畫面”是由 \ OCRes Dir \ Common \App Data \ Backgnd. xml 的檔案所定義的[7]。需要對實際切換的區塊上的畫面進行客制,在畫面檔總管 區右 鍵點選“App Data → 加 入 新 畫 面 檔 N) ”,在彈出的對話框上填寫畫面檔大小值,“名稱”一欄不識別中文字符,然后在這個空畫面檔上面添加自己所需要的元件。
首先為空畫面檔添加一個基底面板,具體操作為: 點選“元件-元件盤( Panel) ”,設置該元件盤為最底層。以“齒制選擇”顯示元件為例,介紹普通顯示元件的添加過程,在元件盤上添加“標記”顯示元件,點選“元件→標記”,在工作區的元件盤上按住左鍵拉出“標記”元件,然后雙擊該元件,通過圖 4 所示的元件設定對話框對其尺寸大小、名稱標題、字體顏色以及字體大小等屬性進行設置,當該畫面檔設置完畢后,可以通過點選“測試→測試畫面檔”來進行畫面檔客制效果的檢驗。其他畫面檔顯示元件的添加過程與此類似,不再贅述。

圖 4 元件設定對話框
3. 3 功能鍵的客制
一個功能鍵由一個以上的按鍵列( fenu) 組合而成。功能鍵的客制是在主功能鍵的基礎上,通過啟用某一個閑置功能鍵按鈕,將該按鈕的動作鏈接至之前客制好的畫面檔。如“齒制選擇”功能鍵的客制及與相應畫面檔的鏈接過程。在功能鍵總管區右鍵單擊點選“Cnc Fenu5.xml→新增按鍵列( F) ”,在彈出的對話框中鍵入新增按鍵列的名稱“chizhixuanze”后點擊確認,然后生成一個按鍵列,雙擊“F1”按鈕,彈出如圖 5 所示的 F1 快捷鍵設置對話框,對該快捷鍵的標題設置為“弧齒”,將“連接”引導至已經客制好的次級功能鍵“huchicanshushuru”。點擊“不受密碼保護的動作”,彈出動作設置對話框,將功能選項總表中的“切換至客制界面”功能添加到 Action List 里面,最后在右下角輸入已經客制好的畫面檔名稱“HCZCLcanshushurujiemian”,點擊“OK”,完成添加。
其他功能鍵的客制以及功能鍵與畫面檔之間的鏈接過程與“齒制選擇”的客制過程相似。
4 、界面系統的測試 與界面的層級關系
4. 1 界面系統的測試
e HMI 開發包具有測試仿真的功能,測試分為測試專案、測試畫面檔、測試功能鍵、人機實測[6]。如選擇“測試→人機實測→利用本專案OCRes 測試”,測試系統就會根據客制好的畫面檔與功能鍵進行模擬仿真。圖 6 是參數輸入總界面,圖 7 是齒輪參數的輸入界面。

圖 5 F1 快捷鍵設置對話框

圖 6 參數輸入總界面
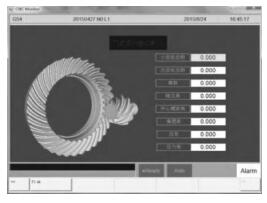
圖 7 齒輪參數輸入界面
4. 2 界面層級關系
客制的整個界面是一個畫面系統,為了便于分析各級界面之間的從屬關系以及直觀的了解畫面檔內容,繪制層級關系框圖,如圖 8 所示。
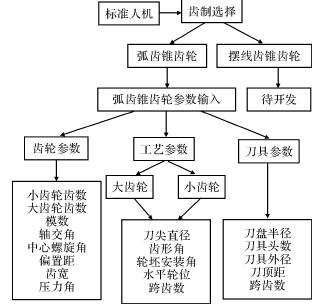
圖 8 界面層級關系框圖
5 、多軸群顯示設計
用于螺旋錐齒輪加工的是多軸系統機床,在多軸系統中通常需要將 $ 1( 第一軸群) 、 $ 2( 第二軸群) 設置為按照軸群設定來顯示坐標內容,如 $ 1 的 XYZC 顯示在 $ 1 的坐標組件中, $ 2的 AB 顯示在 $ 2 的坐標組件中,這樣顯示符合用戶的使用習慣,也容易辨認軸與軸群的關系。圖 9 為主界面軸群分布圖。
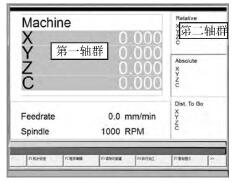
圖 9 主界面軸群分布圖
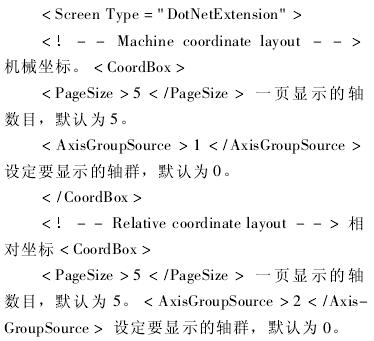
首先對相應的配置文件進行提取: OCRes \Common \ App Data \ Pos Coord. xml,然 后對該文件進行配置。編程語言如下:


6 、專案的封裝
在專案模式下客制完成的畫面檔與功能鍵需要打包封裝,生成安裝包,復制到相應數控系統文件夾下,通過更新系統的方式,將客制部分內嵌到原系統中,方可正常運行[7]。首先點選“工具→檢查記憶體是否重復→檢查檔案 \ 專案”,對專案的建立位置與專案參數進行檢查,在確保無誤的情況下,點選“工具→建立安裝檔→打包專案”,將該專案下的所有檔案資料壓縮成一個 Zip 類型的安裝檔,將此安裝檔復制 到 標 準 人 機 磁 盤 中,然 后 在 標 準 人 機( CNCMon) 中升級即可[7]。
7 、結論
本文在對弧齒螺旋錐齒輪數控加工過程所需工藝參數分析的基礎上,客制出了所需畫面檔以及功能鍵。通過對功能鍵與畫面檔相關參數的設定,將客制的所有畫面檔與功能鍵整合為一個完整的界面系統,然后借助 e HMI 的測試功能,對該界面系統進行仿真測試,測試結果滿足了設計要求。
通過編程,對坐標組件主軸群的坐標顯示進行了設計,滿足了用戶的使用習慣。該界面客制過程為臺灣新代數控系統的相關客制工作提供了參考,為數控系統的后續客制提供了一個平臺和基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

