控")



摘要: 針對(duì) PowerMILL 軟件后處理模塊 PostProcessor,以標(biāo)準(zhǔn)三軸后處理文件為基礎(chǔ),探討了五軸后處理文件的修改與定制方法。實(shí)踐表明,后處理文件在 UG800 小龍門式五軸加工中心上試驗(yàn)通過(guò),達(dá)到了預(yù)期結(jié)果。該方法對(duì) PowerMILL五軸加工的應(yīng)用有積極的意義。
關(guān)鍵詞: PowerMILL 軟件; PostProcessor 模塊; 五軸后處理; 數(shù)控系統(tǒng)
0 引言
隨著制造業(yè)的競(jìng)爭(zhēng)加劇,加工質(zhì)量與時(shí)間成本已成為企業(yè)縮短產(chǎn)品周期、降低成本、提高競(jìng)爭(zhēng)力的關(guān)鍵因素。越來(lái)越多的企業(yè)選擇五軸機(jī)床來(lái)加工復(fù)雜產(chǎn)品,通過(guò)減少裝夾次數(shù)、降低時(shí)間成本來(lái)提升自己的競(jìng)爭(zhēng)力。而傳統(tǒng)的手工編程越來(lái)越難高效率地編制五軸機(jī)床加工程序,成為發(fā)揮五軸機(jī)床最大性能的瓶頸。選擇使用軟件編程替代手工編程成為普遍現(xiàn)象。
目前,國(guó) 內(nèi) 常 用 的 CAM 軟 件 有: PowerMILL、UGNX、Catia、MasterCAM、Cimatron 等。編程軟件通過(guò)計(jì)算機(jī)計(jì)算產(chǎn)生刀具路徑文件,也就是刀位文件,但刀位文件不是數(shù)控系統(tǒng)可識(shí)別的 NC 程序,需要由相應(yīng)的后處理模塊處理成機(jī)床所需的 NC 程序; 因此,后處理的研究成為了 CAM 軟件研究的核心。在本文中,利用 PowerMILL軟件的后處理模塊來(lái)研究五軸后處理。
1、 PowerMILL 軟件后處理模塊
PowerMILL 軟件提供兩種后處理模塊: DuctPost和 PostProcessor。前者通過(guò)文字處理軟件進(jìn)行后處理的創(chuàng)建與更改,其修改方便,處理刀位文件速率快,短小精悍; 后者是圖形界面的后處理模塊,更加直觀,使用簡(jiǎn)單,功 能 強(qiáng) 大,是未來(lái)的發(fā)展方向。本 文 針 對(duì)PowerMILL 軟 件 PostProcessor 后 處 理 模 塊 定 制 五 軸Fanuc 系統(tǒng)搖籃式機(jī)床所需后處理文件。
1. 1 產(chǎn)生刀位文件
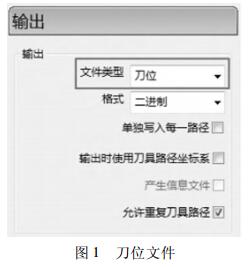
在 PowerMILL 軟件選項(xiàng)中,將 NC 程序輸出文件類型更改為“刀位”,之后寫入 NC 程序,即得到后綴為. cut 的刀位文件,如圖 1 所示。
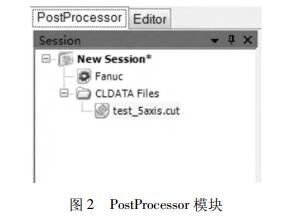
1. 2 導(dǎo)入 PostProcessor 后處理模塊PostProcessor 模塊如圖 2 所示。打開(kāi) PostProcessor后處理模塊,右鍵點(diǎn)擊“CLDATA Files”,選擇“AddCLDATA”選項(xiàng),將本文第 1. 1 節(jié)中得到的刀位文件導(dǎo)入; 之后右鍵點(diǎn)擊“New Session”,選擇“Open”選項(xiàng); 在PostProcessor 安裝目錄文件夾“Generic”中找到標(biāo)準(zhǔn)的Fanuc 三軸后處理文件“Fanuc. pmoptz”。接下來(lái)的工作就是將標(biāo)準(zhǔn)的 Fanuc 三軸后處理文件修改成五軸后處理文件。這需要從 3 個(gè)方面入手: 機(jī)床運(yùn)動(dòng)形式設(shè)置、RTCP 功能設(shè)置和 3 + 2 坐標(biāo)系轉(zhuǎn)換設(shè)置。
2、 PostProcessor 五軸后處理定制
2. 1 機(jī)床運(yùn)動(dòng)形式設(shè)置
嘗試使用第 1. 2 節(jié)中的 Fanuc 后處理文件來(lái)處理test_ 5axis 刀 位 文 件,軟件信息欄中會(huì)出現(xiàn)“errorNCB0260:This machine can’t handle multiaxis programs”錯(cuò)誤提示。這是因?yàn)闃?biāo)準(zhǔn)后處理文件是三軸后處理文件,而目前使用的刀位文件是一條多軸路徑;因此,第一步需要定義機(jī)床運(yùn)動(dòng)形式。
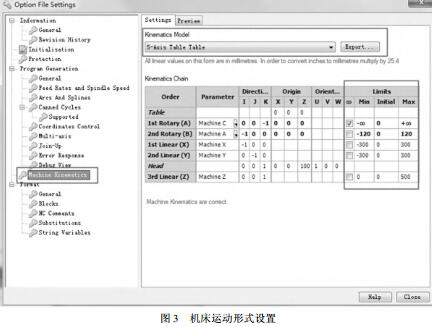
打開(kāi)“Option File Settings”對(duì)話框,選擇“MachineKinematics”節(jié)點(diǎn),將“Kinematics Model”選項(xiàng)內(nèi)容從“3 - Axis”更改為“5 - Axis Table Table”; 根據(jù)機(jī)床實(shí)際參數(shù),定義兩個(gè)相應(yīng)的旋轉(zhuǎn)軸。這里以 A、C 軸為例,將旋轉(zhuǎn)軸定義為“Machine A”和“Machine C”; 根據(jù)機(jī)床的運(yùn)動(dòng)限界定義相關(guān)極限值,機(jī)床運(yùn)動(dòng)形式設(shè)置
如圖 3 所示。
在“Commands”標(biāo)簽中,選擇“Move”列表中的直線插補(bǔ)模塊“Move Linear”,機(jī)床直線運(yùn)動(dòng)設(shè)置如圖 4所示,增加 Machine A 和 Machine C 兩個(gè)參數(shù),用來(lái)定義 A、C 兩旋轉(zhuǎn)軸,修改兩參數(shù)為坐標(biāo)系格式并且分別加上前綴 A、C。

在預(yù)覽框中顯示加工程序代碼如下:N1 G01 X0. 000 Y0. 000 Z0. 000 A0. 000 C0. 000 F1. 0各項(xiàng)參數(shù)以及數(shù)據(jù)格式符合要求,機(jī)床運(yùn)動(dòng)形式設(shè)置完畢。
2. 2 RTCP 功能設(shè)置
五軸加工中,由于旋轉(zhuǎn)運(yùn)動(dòng)的影響,會(huì)產(chǎn)生非線性誤差。RTCP( 繞刀具中心旋轉(zhuǎn)) 功能可使數(shù)控系統(tǒng)自動(dòng)對(duì)旋轉(zhuǎn)軸的運(yùn)動(dòng)進(jìn)行實(shí)時(shí)線性補(bǔ)償,從而保證插補(bǔ)點(diǎn)始終位于編程軌跡上[1]; 但并非所有的五軸機(jī)床都具有 RTCP 功能。對(duì)于沒(méi)有 RTCP 功能的機(jī)床,可在 PostProcessor 模塊中設(shè)置刀具中心到旋轉(zhuǎn)中心的差值,在后處理中對(duì)旋轉(zhuǎn)軸運(yùn)動(dòng)的誤差進(jìn)行補(bǔ)償。
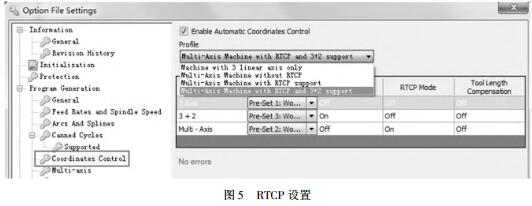
PostProcessor 模塊中 RTCP 功能的設(shè)置是在 CoordinatesControl( 坐標(biāo)控制) 節(jié)點(diǎn)中。根據(jù)機(jī)床是否存在 RTCP 功能,選擇相應(yīng)的選項(xiàng)。RTCP 設(shè)置如圖 5所示。
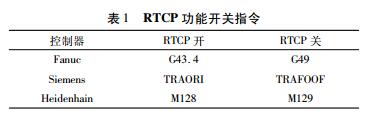
在不同控制器中,RTCP 功能開(kāi)關(guān)指令各有不同。常見(jiàn)的 Fanuc、Siemens、Heidenhain 控制器中 RTCP 功能開(kāi)關(guān)指令如表 1 所示。在第一次換刀移動(dòng)中使用條件語(yǔ)句判斷刀路類型( 三軸、3 + 2 軸、五軸) ; 結(jié)合 Fanuc控制器 RTCP 開(kāi)關(guān)指令,寫出圖 6 所示句式結(jié)構(gòu)。

針對(duì)不同類型刀具軌跡進(jìn)行不同換刀移動(dòng)設(shè)置,不僅是系統(tǒng)的需求,也是加工安全的保證。
2. 3 3 + 2 軸坐標(biāo)系轉(zhuǎn)換設(shè)置
目前,3 + 2 軸刀具路徑的輸出方式有兩種: 一種是以五軸形式輸出,也就是給出刀軸旋轉(zhuǎn)指令; 另一種是通過(guò) 3 + 2 軸坐標(biāo)系轉(zhuǎn)換指令( Fanuc: G68. 2; Siemens:
Cycle800; Heidenhain: Plane Spatial Cycle19) ,將后處理坐標(biāo)系轉(zhuǎn)變成 3 + 2 軸編程坐標(biāo)系。兩者最大的差別是后者可輸出鉆孔循環(huán),并且后者的坐標(biāo)值更加直觀,方便機(jī)床操作者理解。
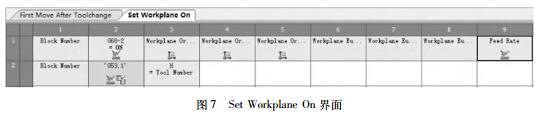
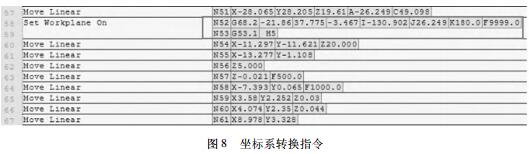
在“Option File Settings”對(duì)話框中的“CoordinatesControl”節(jié)點(diǎn)中,將“Axis Mode”標(biāo)簽下“3 + 2”類型的“Workplane Transformation”選項(xiàng)設(shè)置為“on”,“RTCPMode”選項(xiàng)設(shè)置為“off”,即使用 3 + 2 軸坐標(biāo)系轉(zhuǎn)換輸出方式代替五軸輸出。同樣,在“Option File Settings”對(duì)話框中,選擇“Multi-axis”節(jié)點(diǎn),在“Wrokplane Definition”選項(xiàng)對(duì)話框中,將“WorkplaneSource”選項(xiàng)內(nèi)容更改為“Tool Vector and Orientation”,將“Euler Convention”選項(xiàng) 內(nèi) 容 更 改 為“ZXZ Rotating”。激活“Command”標(biāo)簽下的“SetWorkplane On”命令,在編輯面板中輸入如圖 7 所示參數(shù)。經(jīng)過(guò)以上命令設(shè)置,已經(jīng)完成了 3 + 2 軸坐標(biāo)系轉(zhuǎn)換基本設(shè)置,右擊刀位文件,選擇“Process as Debug”命令,預(yù)覽計(jì)算結(jié)果,得到如圖 8所示的坐標(biāo)系轉(zhuǎn)換指令。
3 、五軸后處理配置實(shí)例
臺(tái)灣崴立 UG800 小龍門式五軸加工中心見(jiàn)圖 9,配備 A、C 搖籃式轉(zhuǎn)臺(tái)。

后處理配置前需詳細(xì)了解機(jī)床相關(guān)參數(shù): X 軸行程( 左右) 為 800mm; Y 軸行程( 前后) 為 950mm; Z 軸行程( 上下) 為 650mm; A 軸、C 軸旋轉(zhuǎn)角度為 - 120° ~30°,- 360° ~ 360°; 控制系統(tǒng)為 Fanuc 31i A5。
3. 1 設(shè)置后處理輔助信息
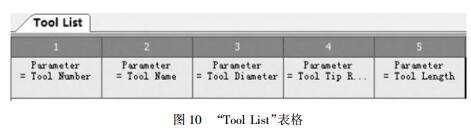
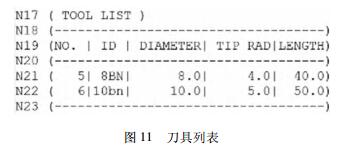
一條高質(zhì)量的 NC 程序,不僅能滿足機(jī)床實(shí)際的加工需求,同時(shí)也能告訴機(jī)床操作者程序中使用的坐標(biāo)系、刀具和切削時(shí)間等參數(shù)。針對(duì)這些信息的獲取,在PostProcessor 模塊中提供了十分便捷的模塊式編輯與調(diào)用功能。在機(jī)械加工之前,操作者首先需要知道程序所使用的刀具,進(jìn)而準(zhǔn)備相關(guān)刀具。傳統(tǒng)的方法是提供紙質(zhì)的配刀表,隨程序一起下發(fā)到車間。而在 PostProcessor 模塊中,可以將配刀表內(nèi)置在程序中,具體做法如下: 在 PostProcessor 模塊中,為后處理文件的定制提供表格模塊。打開(kāi)“Editor”模塊下的“Tables”標(biāo) 簽,該模塊默認(rèn)可定制“Tool Tables”和“ToolPath Tables”兩種表格。在“Tool Tables”模塊中定義名為“Tool List”的表格,在編輯面板中,填寫如圖10 所示參數(shù)。在程序開(kāi)頭合適的位置可調(diào)用“ToolList”參數(shù),測(cè)試處理后,可得到程序中所使用的刀具列表,如圖 11 所示。根據(jù)需求,可增刪相應(yīng)刀具參數(shù)。
3. 2 設(shè)置五軸結(jié)構(gòu)關(guān)系
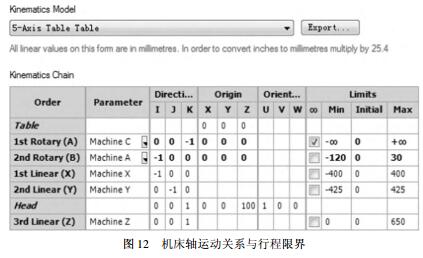
UG800 為 A、C 搖籃式五軸機(jī)床,結(jié)合上文中運(yùn)動(dòng)關(guān)系設(shè)置說(shuō)明和機(jī)床實(shí)際的參數(shù),可定義機(jī)床的軸運(yùn)動(dòng)關(guān)系與行程限界,如圖 12 所示。在直線插補(bǔ)運(yùn)動(dòng)中,增加旋轉(zhuǎn)軸的坐標(biāo)參數(shù) Machine A 和 Machine C。
3. 3 坐標(biāo)控制和 RTCP 的設(shè)置
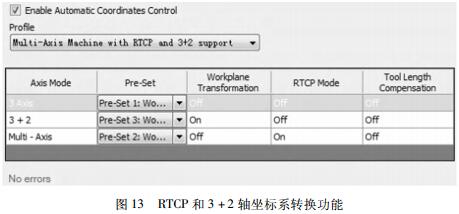
坐標(biāo)控制是用于配置 X、Y、Z 直線運(yùn)動(dòng)軸坐標(biāo)值的計(jì)算方法。在“Coordinates Control”節(jié)點(diǎn)中需要勾選坐標(biāo)控制選項(xiàng)“Enable Automatic Coordinates Control”
才能設(shè)置 RTCP 功能。在選項(xiàng)“Profile”中選擇“MultiAxisMachine with RTCP and 3 + 2 support”選項(xiàng),表示后處理支持 RTCP 和 3 + 2 軸坐標(biāo)系轉(zhuǎn)換功能,如圖 13所示。使用條件語(yǔ)句判斷刀軸模式,進(jìn)而設(shè)置“FirstMove After Toolchange”選項(xiàng)中不同選項(xiàng)模式的軸運(yùn)動(dòng)方式。將 Fanuc 刀尖旋轉(zhuǎn) RTCP 指令 G43. 4 增加在五軸刀軸旋轉(zhuǎn)中。按本文第 2. 2、第 2. 3 節(jié)中的說(shuō)明,設(shè)置 RTCP 和 3 + 2 軸坐標(biāo)系轉(zhuǎn)換模塊。完成后,將配置的后處理文件進(jìn)行命名保存。
3. 4 后處理的應(yīng)用
使用后處理文件處理得到的 NC 程序如下:
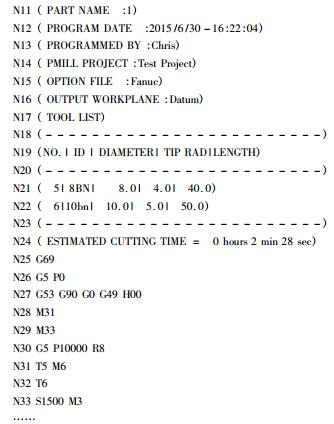
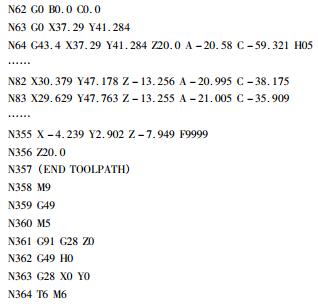

此程序包含詳細(xì)的刀具路徑說(shuō)明,如后處理坐標(biāo)系、切削時(shí)間統(tǒng)計(jì)和配刀表等。程序中同樣包含RTCP 指令 G43. 4 及 A、C 軸旋轉(zhuǎn)軸坐標(biāo)值等,可滿足UG800 五軸機(jī)床的實(shí)際使用。
4、 結(jié)語(yǔ)
PostProcessor 是 Delcam 公司針對(duì)銑削加工開(kāi)發(fā)的專業(yè)后處理器,其結(jié)構(gòu)嚴(yán)謹(jǐn),靈活方便,功能強(qiáng)大。在軟件安裝目錄中,提供各種系統(tǒng)的標(biāo)準(zhǔn)三軸后處理文件,直接或者少量修改之后即可滿足使用。它不僅適用于 PowerMILL 軟件,對(duì)于 FeatureCAM 和 ArtCAM軟件的銑削操作同樣適用。基于五軸機(jī)床運(yùn)動(dòng)的復(fù)雜性,建議詳細(xì)閱讀 PostProcessor 軟件說(shuō)明文檔,充分了解軟件功能后再做定制修改。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別