控")



基于CC—Link總線的FMS物流運(yùn)輸線控制系統(tǒng)設(shè)計(jì)木
2016-8-17 來源:順德職業(yè)技術(shù)學(xué)院 廣東鍛壓機(jī)床廠有限公 作者:王鴻博 羅勇武 阮衛(wèi)平 王寶平
摘要:隨著工廠自動(dòng)化水平的提高,柔性FMs生產(chǎn)線在制造類企業(yè)中應(yīng)用越來越廣泛,基于各類現(xiàn)場(chǎng)總線技術(shù)的工廠網(wǎng)絡(luò)化和自動(dòng)化也逐漸普及。介紹廣東鍛壓機(jī)床廠有限公司大型FMs柔性生產(chǎn)線的數(shù)控化改造及物流系統(tǒng)改造,重點(diǎn)介紹了cc—Link現(xiàn)場(chǎng)總線在FMs中的應(yīng)用,給出了FMs的具體構(gòu)成、工藝特點(diǎn)、控制流程及控制特點(diǎn)。改造后的FMs生產(chǎn)線運(yùn)行效果良好,極大提升了鍛壓箱體加工效率,提高了產(chǎn)能。減少了勞動(dòng)強(qiáng)度。
關(guān)鍵詞:FMs;cC—Link;制造自動(dòng)化;制造業(yè)信息化;數(shù)控化改造
隨著制造業(yè)信息化管理與制造自動(dòng)化技術(shù)的廣泛應(yīng)用,以多臺(tái)數(shù)控機(jī)床組成的柔性自動(dòng)化生產(chǎn)線(FMS)逐漸在裝備制造類行業(yè)普及。廣東鍛壓機(jī)床廠有限公司引進(jìn)一條大型柔性FMS加工生產(chǎn)線,并對(duì)生產(chǎn)線中的5臺(tái)數(shù)控加工中心進(jìn)行數(shù)控化改造,改造后的數(shù)控系統(tǒng)均采用FANUCl8iMB和FANUC0iMC系統(tǒng)。該FMS生產(chǎn)線主要用于大型鍛壓設(shè)備箱體類加工,不同噸位的鍛壓機(jī)床箱體經(jīng)過焊接成形后,需對(duì)箱體表面、導(dǎo)軌面、軸孔、基座平面等進(jìn)行粗、精加工。傳統(tǒng)的加工方法是通過大型吊車對(duì)待加工件通過吊裝安裝至加工工作臺(tái)上,費(fèi)時(shí)費(fèi)力,且不同加工工藝需要更換機(jī)床時(shí),需要二次吊裝定位,造成二次裝夾定位精度不準(zhǔn)確現(xiàn)象,影響箱體整體加工精度。為此,該公司設(shè)計(jì)一條柔性物流輸送系統(tǒng),通過物流輸送車對(duì)被加工箱體進(jìn)行輸送并轉(zhuǎn)運(yùn)到各加工工位工作臺(tái)上,整個(gè)過程一次裝夾定位,有效提升了被加工箱體裝夾定位精度、提高了加工效率。
本文針對(duì)廣鍛柔性FMS物流系統(tǒng)的組成及工藝要求,詳細(xì)介紹了FMS生產(chǎn)線物流系統(tǒng)的控制系統(tǒng)設(shè)計(jì),并給出制造信息化管理與產(chǎn)品加工物流系統(tǒng)設(shè)備層的信息流關(guān)系。
1、FMS物流系統(tǒng)的構(gòu)成
1.1 FMS物流系統(tǒng)的組成
廣鍛鍛壓FMS系統(tǒng)由一條物流輸送線和五個(gè)數(shù)控加工工位組成,系統(tǒng)包含兩臺(tái)物流輸送小車、4臺(tái)大型落地鏜銑加工中心及一臺(tái)三坐標(biāo)測(cè)量機(jī),系統(tǒng)構(gòu)成如圖l所示。該FMS柔性生產(chǎn)線主要用于大型鍛壓設(shè)備箱體加工與測(cè)量,由于鍛壓設(shè)備箱體自重一般在10~40t左右,箱體在加工時(shí)需要在多臺(tái)機(jī)床上進(jìn)行加工,箱體在不同機(jī)床上裝夾定位過去采用吊裝方式進(jìn)行,無論是安全性、定位精度還是裝夾效率等方面都比較低下,因此采用FMS物流輸送系統(tǒng),通過在物流小車上一次定位后,由物流小車將定位托盤分別輸送到各加工工位。為提高加工效率,各加工工位與物流輸送線之間由待交換區(qū)和交換工作區(qū)兩部分構(gòu)成,如圖1所示。
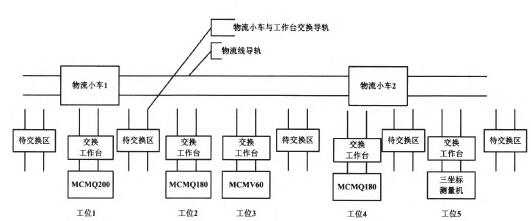
圖l 廣鍛FMs柔性加工生產(chǎn)線系統(tǒng)組成
1.2物流運(yùn)輸小車
整條物流運(yùn)輸線長(zhǎng)達(dá)120余米(如圖2所示),兩臺(tái)物流運(yùn)輸小車運(yùn)行于各工位之間;物流小車自重達(dá)lO t左右,裝載的待加工箱體在10~40 t左右,小車由大功率變頻器和減速裝置驅(qū)動(dòng)運(yùn)行;小車定位由運(yùn)輸線兩側(cè)各設(shè)置的紅外線測(cè)距儀進(jìn)行準(zhǔn)確定位,定位誤差±0.5 mm,運(yùn)行速度為500 mrIl/min。物流小車上有裝備有導(dǎo)軌、兩個(gè)液壓缸和四個(gè)定位銷(液壓缸組成),四個(gè)定位銷用于托盤工作臺(tái)在小車上的鎖緊;兩個(gè)液壓缸用于裝載托盤工作臺(tái),如圖3所示。當(dāng)物流小車在運(yùn)輸線的裝載區(qū)域時(shí),由吊車將待加工箱體進(jìn)行吊裝至托盤工作臺(tái)上,并進(jìn)行定位鎖緊,根據(jù)工藝要求,由物流小車輸送至指定工位,再由裝載液壓缸推送托盤工作臺(tái)至交換區(qū),經(jīng)交換區(qū)轉(zhuǎn)載至機(jī)床工作臺(tái)上。

圖2 物流小車及輸送
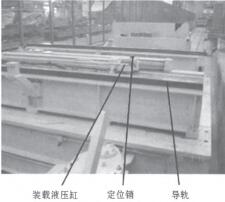
圖3物流小車結(jié)構(gòu)
1.3物流交換工作臺(tái)
物流交換工作臺(tái)的主要作用是連接機(jī)床工作臺(tái)與運(yùn)輸小車的過渡裝置,如圖4所示。當(dāng)物流小車裝載待加工箱體至指定工位后,由物流小車上裝載液壓缸推動(dòng)托盤工作臺(tái)移動(dòng)至物流交換工作臺(tái)區(qū),物流交換工作臺(tái)上裝載液壓缸1將托盤工作臺(tái)移動(dòng)至待交換區(qū),裝載液壓缸2推動(dòng)托盤工作臺(tái)至機(jī)床工作臺(tái)上;當(dāng)托盤工作臺(tái)移至機(jī)床工作臺(tái)后,由機(jī)床工作臺(tái)上四個(gè)液壓定位銷進(jìn)行定位,并由四個(gè)液壓鎖緊銷釘進(jìn)行鎖緊,至此托盤工作臺(tái)及托盤上箱體固定在機(jī)床工作臺(tái)上。交換后的托盤工作臺(tái)如圖5所示。
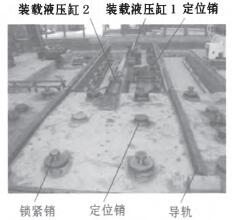
圖4 托盤交換裝置結(jié)構(gòu)實(shí)幽

圖5 裝載箱體父換完成實(shí)幽
2、FMS物流控制系統(tǒng)設(shè)計(jì)
2.1物流系統(tǒng)的控制要求
根據(jù)廣鍛FMS生產(chǎn)線工藝要求,物流管理系統(tǒng)對(duì)五個(gè)托盤工作站,五臺(tái)機(jī)床和兩臺(tái)物流車進(jìn)行設(shè)備層聯(lián)網(wǎng),實(shí)現(xiàn)物流車、托盤工作站、加工機(jī)床之間的合理配合,完成工件的自動(dòng)/手動(dòng)物流。同時(shí)設(shè)置中控室對(duì)物流線狀況進(jìn)行監(jiān)控和管理。系統(tǒng)的主要控制要求如下:
(1)系統(tǒng)具有下達(dá)生產(chǎn)工藝管理文件功能;
(2)系統(tǒng)組成網(wǎng)絡(luò)化且運(yùn)輸線、各工位數(shù)控加工中心之間信息交換準(zhǔn)確;
(3)物流輸送小車運(yùn)行高效、定位準(zhǔn)確;
(4)物流輸送小車與交換工作臺(tái)、各數(shù)控機(jī)床工作臺(tái)之間的上下料交換準(zhǔn)確、效率高;
(5)設(shè)備層網(wǎng)絡(luò)控制簡(jiǎn)單易行,整個(gè)運(yùn)輸線的運(yùn)行可監(jiān)控;
(6)整個(gè)物流系統(tǒng)可進(jìn)行手動(dòng)/自動(dòng)運(yùn)行控制方式。
2.2系統(tǒng)的硬件設(shè)計(jì)
2.2.1 CC—Link總線網(wǎng)絡(luò)組成
系統(tǒng)設(shè)備層網(wǎng)絡(luò)選用三菱Q系列CC—Link總線系統(tǒng),是日本三菱公司主推的開放型現(xiàn)場(chǎng)總線㈣。cc—Link總線最高通信速度可達(dá)10 Mbit/s,該速度可在不影響機(jī)器控制速度的同時(shí)允許大量的數(shù)據(jù)進(jìn)行通信:主站與從站之間的距離最長(zhǎng)可達(dá)112 km。
系統(tǒng)CC—Link網(wǎng)絡(luò)由主站(三菱Q系列PLC)和五個(gè)托盤從站(遠(yuǎn)程數(shù)字I/O站)組成;主站與從站由主從通信模塊完成。由于系統(tǒng)各站點(diǎn)距離較遠(yuǎn),主站與從站均連接在一根雙絞線上,主站靠地點(diǎn)來辨識(shí)從站,每個(gè)從站編寫不同站號(hào)地址,只有主站發(fā)送的信息在相同站號(hào)下方可接受;CC—Link現(xiàn)場(chǎng)總線有自動(dòng)更新參數(shù)功能,即Q系列PLC內(nèi)部原件區(qū)域的數(shù)據(jù)會(huì)被自動(dòng)傳輸?shù)剿羞h(yuǎn)程I/0中,各從站遠(yuǎn)程I,O的數(shù)據(jù)也會(huì)被收入到指定的Q系列PLC中,從而保證了信息傳遞的準(zhǔn)確性和實(shí)時(shí)性。系統(tǒng)的CC—Link網(wǎng)絡(luò)拓?fù)浣Y(jié)構(gòu)如圖6所示。
該FMs物流輸送系統(tǒng)以Q系列PLC作為主站,通過CC—Link現(xiàn)場(chǎng)總線與各遠(yuǎn)程I/O站、運(yùn)輸小車PLC等進(jìn)行數(shù)字通訊,協(xié)調(diào)控制運(yùn)輸小車至各工位,進(jìn)行托盤裝載和卸載,完成設(shè)備層的物流信息交換。
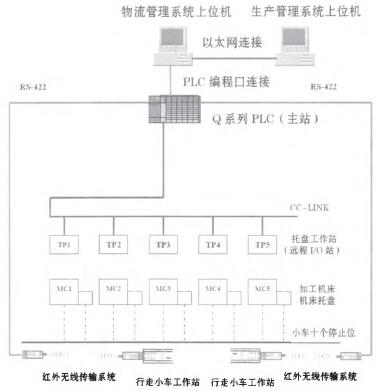
圖6 FMS物流輸送系統(tǒng)硬件拓?fù)鋱D
2.2.2物流系統(tǒng)硬件改造方案
FMs柔性生產(chǎn)線的重點(diǎn)在于設(shè)備層各設(shè)備之間的協(xié)調(diào)控制與物流的準(zhǔn)確定位。物流小車通過輸送線將托盤工作區(qū)(遠(yuǎn)程I/O)上載有工件的托盤輸送至加工工位,并通過托盤交換區(qū)與機(jī)床工作臺(tái)進(jìn)行交換;由于物流運(yùn)輸小車、待加工工件均屬重載,系統(tǒng)要求物流運(yùn)輸小車運(yùn)行平穩(wěn)、定位準(zhǔn)確。因此物流小車由單獨(dú)從站PLC進(jìn)行控制、各托盤工作站由遠(yuǎn)程I/O協(xié)調(diào)控制。生產(chǎn)線距離長(zhǎng)達(dá)120 m,若采用常規(guī)方法,需要增大電纜敷設(shè)費(fèi)用,因此采用現(xiàn)場(chǎng)總線方式與從站PLC和遠(yuǎn)程I/O進(jìn)行連接,提高了系統(tǒng)的可靠性、減少了連接電纜的數(shù)量,同時(shí)采用CC—Link網(wǎng)絡(luò)可方便系統(tǒng)的擴(kuò)展。
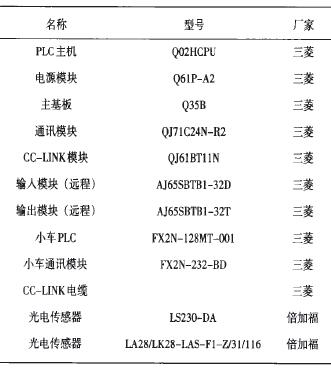
本系統(tǒng)采用三菱Q系列PLC及擴(kuò)展模塊(如表l所示),由三菱Q系列PLC(Q02HCPU)組成主站,通過CC—LINK現(xiàn)場(chǎng)總線模塊QJ61BTllN與五個(gè)托盤工作站通訊。每個(gè)托盤工作站為64點(diǎn)輸入64點(diǎn)輸出,組成遠(yuǎn)程I/0站,分別由兩個(gè)遠(yuǎn)程I/O輸入模塊(AJ65sBTBl—32D)和兩個(gè)遠(yuǎn)程I/O輸出模塊(AJ65sBTBl—32T)組成。每個(gè)物流車上安裝三菱Fx2N一128MT—001 PLC,使用RS232一C通訊接口模塊經(jīng)過紅外無線傳輸設(shè)備與主站PLC通訊。紅外無線傳輸設(shè)備選用上海倍加福的數(shù)據(jù)傳輸光電傳感器DAD30一RT/35。采用Rs一232傳輸方式分別連接主站PLC和小車站PLC,實(shí)現(xiàn)主站和小車站之間的通訊。上位機(jī)與主站通過編程口進(jìn)行通訊。上位機(jī)選用研華工控機(jī)。上位機(jī)通過以太網(wǎng)與生產(chǎn)線控制系統(tǒng)上位機(jī)通訊,可從生產(chǎn)線控制系統(tǒng)數(shù)據(jù)庫中調(diào)出加工流程。上位機(jī)編制用戶使用界面,實(shí)時(shí)監(jiān)控物流線狀態(tài)(小車運(yùn)動(dòng)情況,托盤工作站情況,工件線內(nèi)傳送加工情況)以及生成、下發(fā)、保存、調(diào)出工件加工流程。
QJ61BTllN模塊作為CC—Link主站模塊,專用的AJ65SBTBl—32D和AJ65SBTBl—32T作為遠(yuǎn)程輸入與輸出模塊,物流小車PLc作為從站PLC構(gòu)成CC—Link網(wǎng)絡(luò)。三菱Q系列PLC具有上電自動(dòng)在線和自動(dòng)屏蔽出錯(cuò)站等功能,能很容易實(shí)現(xiàn)總線連接及通信可靠性測(cè)試,為系統(tǒng)的設(shè)計(jì)和調(diào)試帶來極大方便。
如圖6所示,主模塊QJ61BTllN負(fù)責(zé)與現(xiàn)場(chǎng)總線物流小車PLC從站通信,根據(jù)工序要求下達(dá)物流小車運(yùn)輸運(yùn)動(dòng)位置,并發(fā)送裝載或卸載控制信號(hào);AJ65SBTBl—32D和AJ65SBTBl—32T作為遠(yuǎn)程輸人與輸出模塊,實(shí)現(xiàn)五個(gè)托盤工作位、托盤交換工作區(qū)、機(jī)床工作臺(tái)裝載I/O等各種開關(guān)量信號(hào)映射到主控PLc的映像寄存器中。
表1 控制系統(tǒng)硬件類型
2.3 FMS物流輸送控制系統(tǒng)設(shè)計(jì)
2.3.1 FMS物流系統(tǒng)框架結(jié)構(gòu)
FMs柔性鍛壓設(shè)備生產(chǎn)線系統(tǒng)由加工系統(tǒng)、物流系統(tǒng)、管理系統(tǒng)組成。四臺(tái)加工中心與一臺(tái)三坐標(biāo)測(cè)量機(jī)組成加工系統(tǒng);輸送線物流小車與托盤工作站組成物流系統(tǒng);計(jì)算機(jī)及其上運(yùn)行的調(diào)度管理軟件組成管理系統(tǒng)。如圖7所示。在FMS系統(tǒng)中,F(xiàn)MS調(diào)度管理是最困難的問題之一【3。1,F(xiàn)MS系統(tǒng)的物流調(diào)度要求實(shí)時(shí)性、準(zhǔn)確性及高效性,要根據(jù)系統(tǒng)不同加工機(jī)床的特點(diǎn)、待加工零件的工藝要求、待加工零件的數(shù)量等實(shí)時(shí)合理安排,才能提高FMS調(diào)度管理效率。
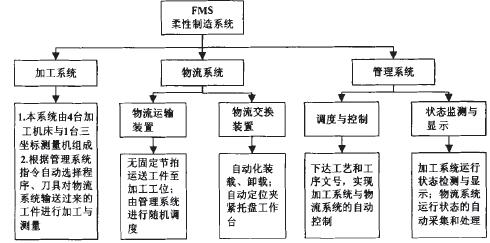
圖7 FMS輸送線物流調(diào)度策略架構(gòu)
2.3.2 FMs物流輸送控制流程設(shè)計(jì)
(1)物流系統(tǒng)上位機(jī)設(shè)計(jì)
物流系統(tǒng)上位機(jī)設(shè)置組態(tài)畫面,動(dòng)態(tài)實(shí)時(shí)顯示物流線的狀態(tài)。包括物流小車的當(dāng)前狀態(tài),托盤工作站和機(jī)床的狀態(tài),上下料機(jī)構(gòu)的動(dòng)作情況,物流線上工件加工的進(jìn)程和位置以及遠(yuǎn)程I/O站和小車站的工作狀況。組態(tài)畫面中設(shè)置物流線急停軟鍵,物流線啟動(dòng)軟鍵,上位機(jī)還應(yīng)通過組態(tài)軟件實(shí)現(xiàn)和生產(chǎn)管理系統(tǒng)上位機(jī)的必要通訊(如從生產(chǎn)管理系統(tǒng)上位機(jī)數(shù)據(jù)庫中調(diào)取加工程序、加工流程等)。
(2)物流系統(tǒng)控制流程設(shè)計(jì)
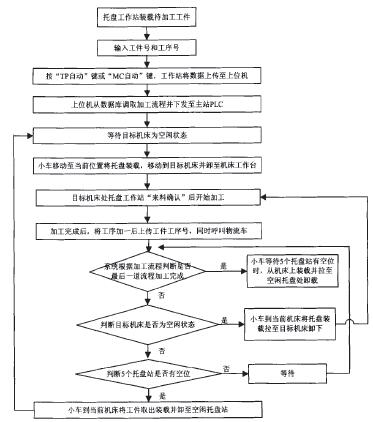
圖8 物流系統(tǒng)控制流程
物流系統(tǒng)控制軟件流程如圖8所示。根據(jù)控制要求,系統(tǒng)具備自動(dòng)和手動(dòng)控制功能,手動(dòng)功能用于系統(tǒng)各工位的調(diào)整與維護(hù),自動(dòng)功能用于全線自動(dòng)運(yùn)行。
3、結(jié)束語
各類現(xiàn)場(chǎng)總線技術(shù)逐漸應(yīng)用到柔性化自動(dòng)生產(chǎn)當(dāng)中,提升了工廠自動(dòng)化生產(chǎn)效率;本文介紹了CC—Link總線在鍛壓箱體FMS生產(chǎn)線中的實(shí)踐應(yīng)用,原有舊的FMS柔性自動(dòng)線經(jīng)過數(shù)控化改造及物流系統(tǒng)改造后,運(yùn)行良好,縮短了箱體加工的周期,減輕了原來吊裝、定位等作業(yè)中工人的勞動(dòng)強(qiáng)度,提高了生產(chǎn)效率。
參考文獻(xiàn):
[1]林桂娟,宋德朝,陳明,等.基于CC—Link現(xiàn)場(chǎng)總線的遠(yuǎn)程智能監(jiān)控系統(tǒng)[J].機(jī)床與液壓.2010(8):84—87.
[2]王俊明,蘇記華,薄昌盛,等.基于PI上和CC—Link總線的工業(yè)機(jī)器人控制的實(shí)現(xiàn)[J].自動(dòng)化技術(shù)應(yīng)用,2013(7):44—47.
[3]陳浩勛,韓崇昭,邵福慶,等.FMS的實(shí)時(shí)調(diào)度與控制方法研究[J].信息與控制,199l (2): 22—27.
[4]饒運(yùn)清,李培根.FMS調(diào)度與控制的統(tǒng)一建模與集成設(shè)計(jì)[J].中國(guó)機(jī)械工程,2012(2):855—860.
[5]李德信,呂延軍,賈杰,等.柔性制造系統(tǒng)(FMS)調(diào)度中的進(jìn)化算法研究[J].組合機(jī)床與自動(dòng)化加工技術(shù)。2002(8):23—28.
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別