



VSC—視覺裝夾控制—TNC 640完整呈現當前裝夾及加工情況
加工區內情況一切正常嗎?06版或更高版軟件的TNC 640能進行這類核查。攝像頭安裝在加工區內后,全新VSC選裝項全自動地監測裝夾及加工情況。VSC檢查裝夾情況可以避免由于損壞刀具、工件及機床而付出高昂的代價。對被加工件的檢查使操作人員可以掌握加工操作是否正常等。而且,操作人員還能通過拍照記錄復雜的裝夾情況,方便復制重復任務的裝夾操作。
直接安裝在主軸處的海德漢攝像頭先對批量生產的首件拍攝參考圖像;例如加工前的正確裝夾圖以及加工完成后的工件圖。批量生產期間,TNC 640根據參考圖像自動監測后續零件。操作人員可在用戶友好的NC數控程序中分別定義何時以及多長時間檢查一次。這樣,VS C能在加工前判斷工件是否正確夾持。例如,加工后VSC顯示缺少一個孔,表示未執行該項加工。
操作人員可以在參考圖像中定義特殊監測區,例如裝夾特別重要工件上的部位或加工步驟。然后,VSC可以集中監測這些部位。優點是,選擇性檢查的結果可靠。不難看出,以上檢查可以發現加工后的工件是否還有切屑和冷卻液。定義的檢測區越小,VSC生成的檢測結果越好。VSC還能學習。該選裝項還能從多個參考圖像中學習典型結構和污染情況,因此在異常情況的認定時切屑和冷卻液的影響很小。
操作人員還能為特殊裝夾情況用VSC手動拍攝及保存圖像,記錄裝夾情況。操作人員手動操作主軸,將攝像頭移到所需位置和所需觀察視角,以顯示重要細節。其投影圖實時顯示在TNC 640顯示器中。
為避免切屑和冷卻液污染,甚至加工期間損壞攝像頭以及其鏡頭,在防護罩內使用了傳感技術。鏡頭前端的鏡頭蓋僅在拍照時才打開。由于VSC能用程序控制,有兩個獨立的用海德漢對話格式語言編寫的循環,操作人員能快速學會該系統的使用,提高工作可靠性和安全性。
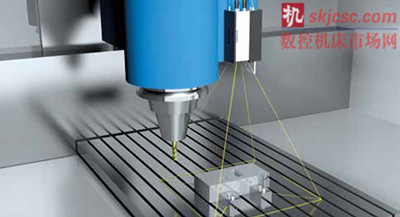
自動監測工件裝夾及加工:海德漢攝像頭拍攝參考圖像,TNC 640用參考圖像自動比較后續零件。
規則多邊形凸臺的完整銑削
除圓柱形及方形凸臺完整加工循環外,06版及更高版本軟件的TNC 640新增多邊形凸臺加工循環258(多邊形凸臺)。只需設置幾個參數,就能自動銑削規則多邊形凸臺。
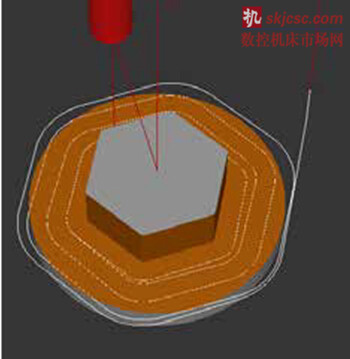
多邊形凸臺銑削:平行的刀具路徑確保均勻切除材料。刀具磨損小,而且支持較高進給速率。
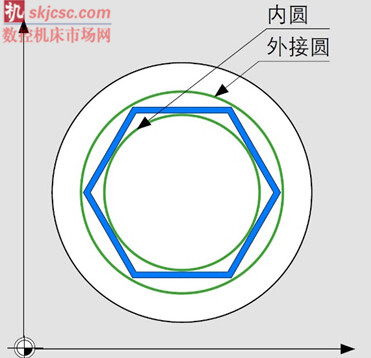
操作人員先用參考圓在圓周上或內圓上定義多邊形凸臺,也就是平口間寬度。然后定義毛坯直徑,邊數及旋轉方向。TNC均勻分配凸臺的各邊。倒圓/倒角參數決定對多邊形凸臺的各邊進行倒圓還是倒角。
數控系統沿螺旋線路徑全自動地加工多邊形凸臺。循環起點取決于毛坯直徑及凸臺旋轉方向。刀具路徑沿多邊形輪廓方向,實際上加工時相互平行。均勻分布的刀具路徑意味著銑刀在整個加工過程中始終保持與工件接觸。這就是說切削深度大致相同,這對刀具壽命十分有意義。
如果用擺線銑削循環,這類運動控制方式在加工平面時進給可以較大,橫向進給小,進給速率可以很高。
自動車刀補償
有些工件自動檢查循環中,TNC 640自動執行刀具監測程序。最新06版軟件將以前僅適用于銑刀的功能現在也適用于車刀。循環421、循環422和循環472中可用Q330參數將刀具指定為車刀。
工件自動監測的探測循環檢查加工期間是否達到預定的公差尺寸。例如孔變大前,或凸臺變小前,循環42 1(測量孔)、循環42 2 (測量外圓)以及循環472(測量坐標)生成出錯信息并自動提示機床操作人員名義值與實際值不符的情況。復雜的手工檢查和修正以及停機問題都成為過去。
刀具自動監測的前提是激活刀具表。操作人員用參數Q330決定TNC 640對銑刀和車刀執行刀具監測。DZL和DX L列的值用于修正車刀。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

