



一種五軸加工中心角度頭固定裝置設計
2018-2-18 來源:成都工貿(mào)職業(yè)技術(shù)學院 成都恒信創(chuàng)智科技 作者:陳本鋒 李燦軍
摘要:五軸加工中心在加工存在側(cè)向軸頸的復雜零件時,刀具和零件的過切干涉和碰撞干涉經(jīng)常發(fā)生,影響了加工質(zhì)量。要充分發(fā)揮五軸數(shù)控加工的優(yōu)勢,必須設法解決這一難題。以往的經(jīng)驗是從編程和算法方面進行優(yōu)化,該方法路徑復雜、效率不高、精度較低、普適性較差。而采用新設計的角度頭固定裝置加工類似零件,經(jīng)實證可以從結(jié)構(gòu)上避免軸頸側(cè)銑加工時產(chǎn)生的干涉現(xiàn)象,提高夾具的定位精度。該固定裝置結(jié)構(gòu)簡單、成本低廉、滿足功能需要,給企業(yè)實際加工提供了一種解決方案。
關鍵詞:加工中心;附件;角度頭;固定裝置
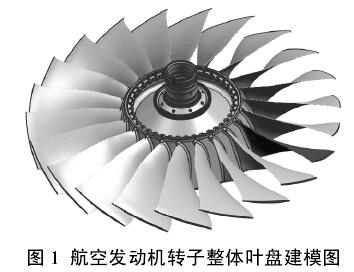
整體葉盤具有結(jié)構(gòu)復雜、通道窄、彎曲幅度大、葉片薄、易變形等特點,但其精度要求高、加工難度大。如圖 1 所示,由于葉盤的軸頸處于零件的中心位置,且葉片尺寸較大,利用五軸加工中心加工軸頸外圓的槽孔等特征結(jié)構(gòu)時,刀具和葉盤的葉片會產(chǎn)生碰撞干涉,影響加工質(zhì)量。基于此,機械加工中常見的做法是安裝角度頭。角度頭是一種機床附件,可以讓刀具旋轉(zhuǎn)中心線與主軸旋轉(zhuǎn)中心線成一定角度,從而滿足徑向加工要求。傳統(tǒng)的角度頭固定方式間隙較大,當被加工材料較硬、刀具切削力過大時,刀具會因為受力而彎曲變形并產(chǎn)生振動,導致加工效率和加工精度不高。
設計一種能連接角度頭與機床主軸的固定裝置,提高了角度頭的定向精度和剛性,能很好地解決加工軸頸時刀具與機件發(fā)生干涉時的工藝難題。下面以航空發(fā)動機轉(zhuǎn)子整體葉盤的軸頸加工為例,介紹該角度頭固定裝置的設計理論、使用方法和應用效果。
1 、側(cè)銑加工中存在的問題
以整體葉盤的軸頸特征槽加工為例,其加工軸頸時的裝夾方式應該是大端在下、軸頸在上。因為葉盤的軸頸較短,軸頸端離葉片較近,且軸頸的特征槽在側(cè)面,加工時刀具應該從水平方向進給。接角度頭后,使用功能滿足了,但加工過程中振動大、不容易控制,加工表面質(zhì)量和加工精度差,且刀桿過長容易發(fā)生干涉。如果將刀桿加粗,則旋轉(zhuǎn)過程中刀具的離心率過大,加工過程抖動嚴重,容易超出公差范圍。
2 、角度頭固定裝置的功能設計
五軸數(shù)控機床的功能強大,標準化的機床并沒有預留安裝附件接口。鑒于以上分析中存在的問題,實際加工中試圖設計一種角度頭的固定裝置,這個固定裝置可以將角度頭和機床主軸連接起來,角度頭上再接刀具。除了滿足功能要求,在使用方面,角度頭固定裝置結(jié)構(gòu)應簡單可變,固定方便快捷,工藝性好,便于設計和制造,并可以通過鎖緊螺釘消除固定塊和角度頭定向銷的間隙,提高定向精度和剛性.
3 、角度頭固定裝置的結(jié)構(gòu)設計
該固定裝置需要根據(jù)機床的尺寸來設計,不具有通用性。附件總體設計可以按照以下步驟進行:設計理論分析、零件的組成、外形尺寸及性能參數(shù)的確定、強度設計和材料的選擇。
本例中選擇瑞士米克朗 UCP800 五軸聯(lián)動加工中心作為設計依據(jù),其錐柄規(guī)格為 HSK63,搖擺式工作臺為 630 mm,夾緊面為 600×600 mm,承重 500 kg。設計時,結(jié)合主軸直徑、工件尺寸和刀具規(guī)格,選擇機床所能容納的裝置最大尺寸。
3.1 設計理論分析
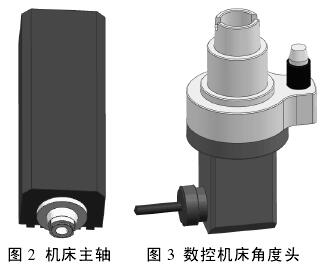
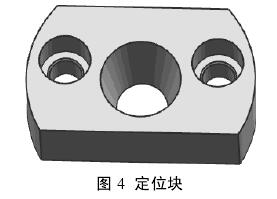
按照功能要求,需要滿足該裝置分別與機床主軸(圖 2)、機床角度頭(圖 3)的固定兩部分功能。其中,機床角度頭上端連接主軸、下端連接刀具。
對照功能要求,還要考慮材料的穩(wěn)定性、聯(lián)接的精度、安裝的便捷性、固定裝置的重量(考慮機床的承載能力)、尺寸(為防止固定裝置與零件或者機床部件發(fā)生干涉,固定裝置尺寸應盡量小)。
接下來以此為依據(jù)完成設計任務。
3.2 組件設計
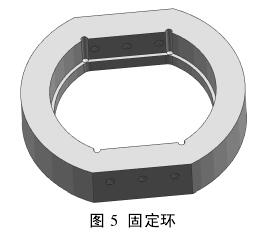
根據(jù)上述理論分析,該角度頭固定裝置設計出固定元件、定位元件、夾緊元件和鎖緊元件四個部分,分別命名為定位塊(圖 4)、固定環(huán)(圖 5)、鎖緊螺釘(圖6 )、定位螺釘。因為每種數(shù)控機床的規(guī)格不同,組件中各零件的尺寸也不盡相同,本例僅作為滿足該機床功能要求的較佳實施方案而已。固定環(huán)的內(nèi)槽尺寸根據(jù)機床主軸尺寸設計,外輪廓尺寸無太大要求。定位塊尺寸的工作面要求較高,兩工作面分別與固定環(huán)和角度頭緊密連接。為了縮短加工周期,螺釘可以選用標準化元件。
3.3 強度設計
附件設計的質(zhì)量對生產(chǎn)效率、產(chǎn)品質(zhì)量、廢品率等有著直接的影響,為此,設計時要綜合考慮其實用性、經(jīng)濟性和可靠性。角度頭在夾緊力作用下,應確保其定位基面在固定裝置的固定環(huán)工作表面,該功能要求固定環(huán)有一定的抗變形能力,要求固定環(huán)在承受外力時,有一定的剛性,避免產(chǎn)生不必要的變形和振動。
本例中,五軸加工中心比普通機床的剛性差,待加工零件屬于薄壁件,加工過程中刀具的扭矩較小,對固定裝置的強度要求不高。
3.4 、材料選用
常用的機床夾具材料包括 Q235 鋼、45 鋼、T8 鋼、Cr12 鋼、HT20 等各種鋼質(zhì)、銅質(zhì)材料。根據(jù)機床主軸的剛性、夾持力大小,本著滿足使用條件的前提下盡量減少成本的原則,選擇碳素結(jié)構(gòu)鋼或合金鋼 42Cr Mo 作為角度頭定位裝置的材料,其硬度為 36~42 HRC。該材料購買方便、熱處理性能較好。
3.5 固定裝置組合圖
如圖 7 所示的角度頭固定裝置。該裝置中,共 4 類 10 個零件,包括固定塊 1 個、固定環(huán) 1個、鎖緊螺釘 6 個、定位螺釘 2 個。由于定位基準面與定位塊工作表面接觸面積較小,因此定位塊和固定環(huán)之間的位置精度要求較高。

4 、角度頭固定裝置的使用說明
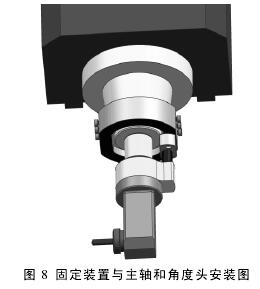
圖 8 為固定裝置在機床主軸上的裝夾示意圖。為了限制固定環(huán)與主軸之間的自由度,應該用鎖緊螺釘對主軸進行擰緊。為了便于鎖緊,固定環(huán)與主軸之間應該添加銅墊片。
4.1 固定裝置安裝在主軸上
將固定環(huán)固定在機床的主軸上,預先移動到主軸的上端。用螺釘連接主軸和固定環(huán),在主軸和螺釘?shù)慕佑|面上各加一個薄銅片,防止螺釘壓傷主軸。螺釘擰緊的程度要適當,以固定環(huán)不鎖緊、不下滑為準。
4.2 角度頭安裝在固定裝置上
將定位塊套在角度頭的定位柱上,將主軸定向到與角度頭刀柄槽對齊。將角度頭向上靠近主軸,將預先移動到高處的固定環(huán)與固定塊的安裝孔對齊,將固定環(huán)的螺釘松開,將固定環(huán)從主軸高處向下移動一定的距離。將固定環(huán)鎖緊,在此過程中保持其安裝孔與固定塊的安裝孔對齊。擰緊角度頭的緊定銷,消除角度頭與定位塊之間的間隙。安裝完成,在角度頭的夾緊裝置上接上刀具即可工作。
4.3 確定工藝設置參數(shù)
確定加工工序后選擇刀具,并設置刀具參數(shù)。選擇的編程原點應方便編程、測量和操作,同時考慮引起的加工誤差較小。將刀具的刀位點放到與編程坐標系原點一致的位置。編寫數(shù)控加工程序,修改后處理程序。檢查裝夾、刀具和程序,無誤后開始加工。
5 、應用實例分析
5.1 加工對象分析
為了測試該裝置的使用性能,選擇某航空發(fā)動機轉(zhuǎn)子第一級整體葉盤為例進行加工。該葉盤的設計重量達 35.9 kg,最大回轉(zhuǎn)直徑約Φ800 mm,材料為鈦合金,葉片最大長度為 200 mm,單個葉片的厚度為不均勻的 2.5~4 mm。該葉盤軸頸 Φ20 mm、壁厚 3 mm,加工難度大。
5.2 加工步驟分析
因為機床無法使用 RTCP 功能,所以必須將零件放在旋轉(zhuǎn)工作臺的中心,夾緊零件。設定工件坐標系,特別注意工件的角向位置,使工件軸向待加工結(jié)構(gòu)與角度頭和刀具安裝方向一致。將固定裝置與機床主軸連接固定,并將角度頭安裝在固定裝置上,裝夾刀具。
5.3 加工效果比較
通過實踐加工表明,使用本設計的固定裝置加工與未使用該裝置加工相比,可使用的刀具長度明顯縮短,加工過程中讓刀量減小,更容易控制被加工零件的尺寸精度和表面質(zhì)量。加工效率顯著提高,達到了預期的設計要求。
6 、小結(jié)
五軸加工中心的功能非常強大,因此,設計者沒有預留更多的機床附件供企業(yè)選擇。通過對五軸加工中心角度頭使用的分析,設計種能夠連接角度頭和加工零件的附件,擴展了五軸加工中心的加工范圍和功能。實踐證明,采用角度頭固定裝置,增加了刀具剛性,解決了干涉問題,對指導企業(yè)生產(chǎn)有實用價值。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況