


X62W 萬能銑床的 PLC 控制
2016-1-6 來源:廣西玉林高級技工學校 作者:馮春楠
摘要:繼電接觸器控制電路雖然應用很廣,但存在觸點使用壽命短、體積大、接線繁雜等缺點,特別是因為它采用固定接線方式,一旦控制要求有所變動,就需重新設計安裝,通用性和靈活性較差。采用 PLC(可編程控制器)控制可克服以上缺點,特別是在復雜的控制,以及控制要求有所變動的控制中,其通用性和靈活性就較為優越。
關鍵詞:可編程控制器;線路控制;萬能銑床
0 引言
PLC 是一種數字運算操作的電子系統,專為在工業環境下應用而設計。它采用可編程的存儲器,用來在其內部存儲程序,執行邏輯運算、順序控制、定時、計數和算術運算等操作指令,并通過數字式或模擬式的輸入和輸出,控制各種類型的機械或生產過程。用 PLC 實現電路的控制,主要包括對電路的控制要求進行分析、確定輸入/輸出點數及其地址分配、進行主電路及 PLC 接線、進行程序設計、對程序進行仿真調試和帶負荷調試運行這幾個步聚。
2 要求
該銑床共用 3 臺異步電機拖動,它們分別是主軸電動機D-Z、進給電動機 D-G 和冷卻泵電動機 D-L。
2.1 主要特點
(1) 銑削加工有順銑和逆銑兩種加工方式, 所以要求主軸電動機能正反轉。 對主軸電動機 D-Z 的控制是通過換相 5H與接觸器 C-Z; C-D 進行正反轉和反接制動及沖動控制, 并通過機械機構進行變速。
(2) 銑床的工作臺要求有前后、左右、上下 6 個方向的進給運動、快速移動和限位控制,并能過機械機構使工作臺能上下、左右、前后方向的改變,對 D-G 要正反轉控制;以T-K 工作臺快速牽引電磁閥實現工作臺快慢移動。
(3) D-L 只要求能進行正轉控制。
2.2 電氣控制要求與聯鎖措施
(1) 為防止刀具和銑床的損壞,要求只有主軸旋轉后才允許有進給運動和進給方向的快速移動。
(2) 6 個方向的進給運動中同時只能有一種方向運動,該銑床采用了機械操縱插槽和位置形狀相配合的方式來實現 6個方向的聯鎖及接觸器聯鎖。
(3) 主軸運動和進給運動采用變速盤來進行速度選擇,為保證變速齒輪進入良好嚙合狀態,兩種運動都要求變速后作瞬時點動。
(4) 當主軸電動機或冷卻電動機過載時,進行運動必須立即停止,以免損壞刀具和銑床。
(5) 要求有冷卻系統、照明設備及各種保護措施。
(6) 停止、快進和啟動要求實現兩地控制。
3 確定輸入/輸出(I/O)點數及其地址分配
3.1 確定輸入點數及其地址分配
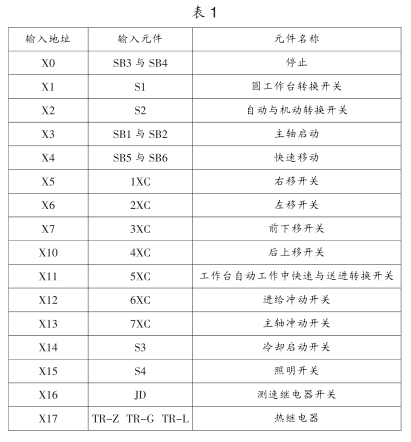
確定輸入點數及其地址分配即為確定輸入信號的個數及其對應的輸入繼電器的地址分配。根據上述對銑床的控制求及分析,PLC 控制系統的輸入包括:停止、過載保護、圓工作臺轉換開關、自動與機動轉換開關、快速移動、主軸啟動、進給沖動、主軸沖動、冷卻、啟動、照明、測速繼電器、工作臺自動工作中快速與送進的轉換開關、右移開關、 前下移開關、后上移開關,共計 18 個開關量輸入信號, 即 18 個相對應地址輸入繼電器,其地址分配如表 1 所示。
3.2 確定輸出點數及其地址分配
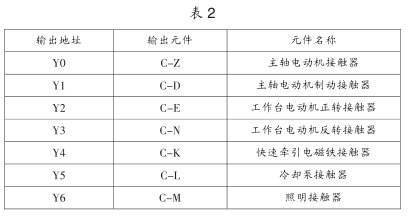
確定輸出點數及其地址分配即為確定輸出信號的個數及其對應的輸出繼電器的地址分配。PLC 控制系統的輸出包括:主軸電動機接觸器、主軸電動機制動接觸器、工作臺正轉接觸器、工作臺反轉接觸器、工作臺快速進給接觸器、冷卻泵、照明接觸器,共計 7 個輸出執行信號,即 7 個相對應地址輸出繼電器,其地址分配如表 2 所示。
4 主電路及 PLC 接線
進行主電路及 PLC 接線就是進行硬件上的線路連接。進行PLC 接線就是根據控制要求對PLC 的輸入、輸出端及電源進行線路上的連接,接線圖如圖 1 所示。
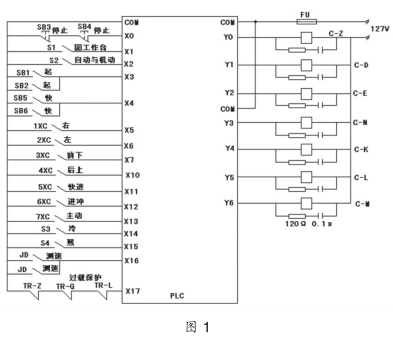
連接時要注意元件安裝要符合安裝工藝要求,線路布局合理,避免交錯,導線與接線柱的連接要注意安全可靠,符合布線及導線連接工藝標準。
5 程序設計
進行程序設計可通過三菱 PLC 編程軟件 “GX Developer”進行。在 PLC 中常用的編程方法有梯形圖法和指令表法兩種。應用梯形圖進行編程時,只要按梯形圖邏輯行順序輸入到計算機中去,計算機就可自動將梯形圖轉換成指令表及 PLC 能接受的機器語言,存入并執行。
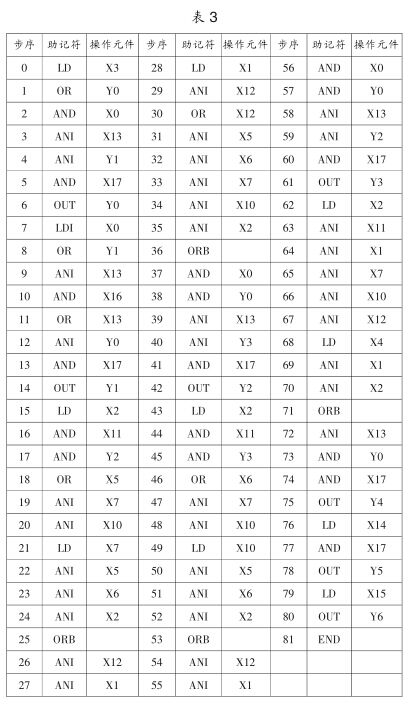
指令表類似于計算機匯編語言的形式,用指令的助記符來進行編程。所以,采用指令表法進行編程時首先要根據電路控制要求通過編程軟件 GX Developer 編寫出由多個指令語句組成的相對應電路控制功能的程序列表。根據控制要求,X62W 萬能銑床的 PLC 控制的程序列表如表 3 所示。
6 軟件仿真調試
程序編寫好后,先轉換成梯形圖,然后利用 PLC 編程軟件 “GX Developer” 中的軟元件測試功能分別對 X62W 萬能銑床各動作控制要求進行仿真測試。在仿真測試中執行各動作要求時各軟元件能按預定目標進行動作,說明程序編寫成功,可進行下一個步聚的操作;如果執行各動作指令時各軟元件不能按預定目標進行動作,無法實現預定目標動作,說明編寫好的程序存在一定的問題,必須重新修改程序,再進行仿真測試,測試成功后才能進行下一步的操作。
7 帶負荷調試運行
PLC 程序進行仿真調試沒問題后,要把程序從電腦寫入到 PLC 中,才能進行帶負荷調試。帶負荷調試也就是對硬件進行通電調試。通電調試前,必須先檢查電路連接是否正確才能進行。
調試時,要分別對主軸電動機 D-Z、進給電動機 D-G 和冷卻泵電動機 D-L 進行調試。如果均能按預定目標運行,則說明硬件接線正確,調試成功;如出現調試不成功時,必須要根據故障現象對硬件接線相應部分進行反復檢查,排查出故障原因,然后重新進行接線,直到主軸電動機 D-Z、進給電動機 D-G 和冷卻泵電動機 D-L 均能成功按預期目標運行為止。
8 結語
X62W 萬能銑床的控制電路較為復雜,當控制以及控制要求有所變動,采用 PLC 控制,只需重新編寫程序,再進行調試即可,其通用性和靈活性就較高。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

