


摘要: 大型數(shù)控旋風(fēng)銑床一般加工工件較長,使用頭架頂尖和尾架頂尖裝夾工件后工件會中間下垂。為了提高加工精度,減小工件下垂,需要幾個中心架給工件提供支撐。在銑削工件的過程中,根據(jù)銑削拖板在不同的位置,需要中心架向上移動支撐工件,向下移動讓過拖板。西門子840D SL 數(shù)控系統(tǒng)多通道功能可以很好地解決銑削的拖板和中心架同時移動控制的需求。以數(shù)控旋風(fēng)銑床中的具體應(yīng)用為例,詳細(xì)介紹了西門子系統(tǒng)多通道功能的設(shè)置,以及工件多點支撐控制的設(shè)計和調(diào)試方法。
近年來國內(nèi)大規(guī)格滾珠絲杠需求正迅速增長,普通的磨削技術(shù)已不能滿足高效綠色加工。螺紋旋風(fēng)硬銑削技術(shù)可以對硬度62HRC 的滾珠絲杠和螺母進(jìn)行硬銑削,免去熱處理和磨削工序,滿足精密高效加工,是目前精密螺紋高效制造發(fā)展起來的新工藝、新方法[1 - 4]。螺紋的旋風(fēng)銑削是由安裝在刀盤上的多把刀具,借助于刀盤繞工件高速旋轉(zhuǎn)和工件同向慢速轉(zhuǎn)動來完成工件加工的高速銑削方法。旋風(fēng)銑削切削力小,工件變形小,加工后的零件具有較高的精度和表面粗糙度。加工后的切屑帶走絕大部分熱量,工件溫升低,熱變形小,可以不用切削液實現(xiàn)干切削,使這一新工藝邁入高速綠色制造領(lǐng)域[5 - 6]。
針對長規(guī)格滾珠絲杠裝夾時工件中間下垂會影響工件加工精度的問題,需要使用多個中心架給工件提供支撐。在銑削工件的過程中,拖板移動接近中心架的位置時,需要中心架向下移動,拖板才能通過。拖板移動過了中心架的位置后,需要中心架向上移動支撐工件。西門子840D SL 系統(tǒng)多通道功能可以很好地解決銑削時拖板和中心架同時移動控制的需求[7 - 8]。
1 、數(shù)控旋風(fēng)銑床基本結(jié)構(gòu)及工作原理
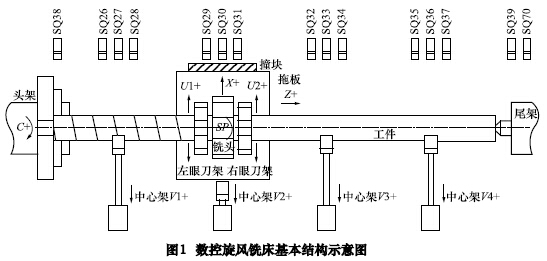
HJ092 ×80 為筆者公司生產(chǎn)的8 m 數(shù)控旋風(fēng)銑床,使用西門子840D SL 系統(tǒng)。此系統(tǒng)可靠性高,開放性好,用戶可根據(jù)自己的要求進(jìn)行二次開發(fā)。系統(tǒng)控制10個數(shù)控軸,軸基本位置及工作原理示意圖如圖1 所示。X 為銑頭橫向進(jìn)給運動; Z 為銑頭縱向運動; C 為頭架主軸旋轉(zhuǎn)運動; U1 為左跟刀架松開夾緊運動; U2為右跟刀架松開夾緊運動; V1、V2、V3、V4 分別為4 個中心架垂直升降運動; SP 為銑頭主軸旋轉(zhuǎn)運動。機(jī)床的螺紋銑削運動是由頭架主軸旋轉(zhuǎn)和旋風(fēng)銑頭拖板的縱向移動聯(lián)動來實現(xiàn)。在銑削過程中,C 軸轉(zhuǎn)360°,Z軸走一個螺距,切削過程中必須保證嚴(yán)格的聯(lián)動關(guān)系。旋風(fēng)銑頭拖板縱向運動配置高精度光柵尺,頭架主軸旋轉(zhuǎn)配置高精度角度編碼器,實現(xiàn)全閉環(huán)位置反饋,用來進(jìn)一步提高工件的銑削加工精度。
4 個中心架通過上、下移動V 型支撐塊實現(xiàn)托起、釋放工件的動作。在工件銑削過程中,在Z、C 聯(lián)動的同時,根據(jù)拖板在不同的位置,需要中心架向上移動支撐工件,向下移動讓過拖板。故需要系統(tǒng)設(shè)置兩個通道,分別控制工件銑削、工件支撐運動。拖板的移動由通道1 中的程序控制,拖板的移動與工件的旋轉(zhuǎn)插補(bǔ),形成螺旋運動。中心架的移動由通道2 的程序控制,4個中心架由安裝在機(jī)床床身上的感應(yīng)開關(guān)發(fā)出信號,由PLC 程序選擇分別調(diào)用與4 個中心架對應(yīng)的向上托起或向下釋放程序。
2 、機(jī)床軸及雙通道的設(shè)置
X、Z 、C、SP 軸分配在通道1,U1、U2、V1、V2、V3、V4分配在通道2,X、Z 、U1、U2、V1、V2、V3、V4 在機(jī)床數(shù)據(jù)中設(shè)為直線軸,X、Z 設(shè)為幾何軸,C 設(shè)為旋轉(zhuǎn)軸,SP 設(shè)為主軸。該機(jī)床設(shè)為雙通道,目的是可以同時運行銑削程序和工件支撐程序。具體系統(tǒng)參數(shù)設(shè)置如下:
( 1) 通用參數(shù)設(shè)定
10000 AXCONF_MACHAX_NAME_TAB[0; 1; 2;
3; 4; 5; 6; 7; 8; 9]: X1; Z1; C1; U1; U2; V1; V2; V3; V4;
SP1 ( 機(jī)床軸名稱)
10010 ASSIGN_CHAN_TO_MODE_GROUP [0]: 1有效通道)
10010 ASSIGN_CHAN_TO_MODE_GROUP [1]: 1
( 有效通道)
19200 ON_NUM_CHANNELS: 2
( 選項數(shù)據(jù),訂貨時選此功能才能激活)
( 2) 通道CH1 參數(shù)設(shè)定
20050 AXCONF_GEOAX_ASSIGN_TAB[0; 1; 2]:
1; 2; 0 ( 定義幾何軸)
20060 AXCONF_GEOAX_NAME_TAB[0; 1]: X; Z
( 幾何軸名稱)
20070 AXCONF_MACHAX_USED[0; 1; 2; 3]: 1;
2; 3; 10 ( 通道顯示軸號)
20080 AXCONF_CHANAX_NAME_TAB[0; 1; 2;
3]: X; Z; C; SP ( 通道軸名稱)
( 3) 通道CH2 參數(shù)設(shè)定
20050 AXCONF_GEOAX_ASSIGN_TAB[0; 1; 2]:
0; 0; 0 ( 定義幾何軸)
20070 AXCONF _MACHAX _USED[0; 1; 2; 3; 4;
5]: 4; 5; 6; 7; 8; 9 ( 通道顯示軸號)
20080 AXCONF_CHANAX_NAME_TAB[0; 1; 2; 3;
4; 5]: U1; U2; V1; V2; V3; V4 ( 通道軸名稱)
3 、工件多點支撐控制方法
3. 1 控制描述
如圖1,由感應(yīng)開關(guān)SQ29、SQ30、SQ31 控制中心架2 托起、釋放工件的動作。拖板由通道1 程序控制從頭架向尾架移動時,撞塊先感應(yīng)開關(guān)SQ29,由PLC選擇控制通道2 程序“LV2_DOWN”啟動,中心架2 向下移動到最低點。當(dāng)撞塊感應(yīng)開關(guān)SQ30 時,系統(tǒng)檢查中心架2 是否到最低位置。如果到達(dá)最低位置,拖板正常移動; 如果沒有到達(dá)最低位置,系統(tǒng)報警并停止拖板移動,保證安全。拖板繼續(xù)移動,當(dāng)撞塊全部脫離開關(guān)SQ29、SQ30、SQ31 時,拖板已經(jīng)移過了中心架2。
由PLC 選擇控制通道2 程序“LV2_UP”啟動,中心架2 向上移動到支撐工件的位置。同理,當(dāng)拖板從尾架向頭架移動時,撞塊先感應(yīng)開關(guān)SQ31,由PLC 選擇控制通道2 程序“LV2_DOWN”啟動,中心架2 向下移動到最低點。當(dāng)撞塊感應(yīng)開關(guān)SQ30 時,系統(tǒng)檢查中心架2 是否到最低位置。當(dāng)撞塊全部脫離開關(guān)SQ29、SQ30、SQ31 時,拖板已經(jīng)移過了中心架2。由PLC 選擇控制通道2 程序“LV2_UP”啟動,中心架2 向上移動到支撐工件的位置。
與中心架2 相似,由感應(yīng)開關(guān)SQ26、SQ27、SQ28控制中心架1 托起、釋放工件的動作; 感應(yīng)開關(guān)SQ32、SQ33、SQ34 控制中心架3 托起、釋放工件的動作。感應(yīng)開關(guān)SQ35、SQ36、SQ37 控制中心架4 托起、釋放工件的動作。
3. 2 部分PLC 程序
Network 1:
A DB11. DBX 6. 0
AN DB22. DBX 35. 0
A " - LZ_V2_DOWN"
A " + LZ_V2_DOWN"
A DB21. DBX 35. 0
A " V2_REF"
S " V2_UP_S1"
Network 2:
O " RESET"
O " V2_UP_S2"
O " V2_UP_S3"
R " V2_UP_S1"
Network 3:
A(
A " V2_UP_S1"
= L 0. 0
BLD 103
A " ALL ON"
JNB _001
CALL " PI_SERV" ," V2_UP_DATA"
Req : = L0. 0
PIService: = " PI" . SELECT
Unit : = 2
Addr1 : = DB130. DBX612. 0
Addr2 : = DB130. DBX646. 0
Error : = " V2_UP_S2"
Done : = " V2_UP_S3"
State : = " V2_UP_S"
_001: A BR
)
A " V2_UP_S3"
S " C2_PROGRAM"
S " V2_UP_S4"
Network 4:
A DB11. DBX 6. 0
AN DB22. DBX 35. 0
AN " V2_N"
AN " C2_PROGRAM"
A(
ON " - LZ_V2_DOWN"
ON " + LZ_V2_DOWN"
)
AN " V2_REF"
A DB21. DBX 35. 0
S " V2_DOWN_S1"
Network 5:
O " RESET"
O " V2_DOWN_S2"
O " V2_DOWN_S3"
R " V2_DOWN_S1"
Network 6:
A(
A " V2_DOWN_S1"
= L 0. 0
BLD 103
A " ALL ON"
JNB _002
CALL " PI_SERV" ," V2_DOWN_DATA"
Req : = L0. 0
PIService: = " PI" . SELECT
Unit : = 2
Addr1 : = DB130. DBX680. 0
Addr2 : = DB130. DBX714. 0
Error : = " V2_DOWN_S2"
Done : = " V2_DOWN_S3"
State : = " V2_DOWN_S"
_002: A BR
)
A " V2_DOWN_S3"
S " C2_PROGRAM"
S " V2_DOWN_S4"
3. 3 中心架支撐時的坐標(biāo)調(diào)整
通過調(diào)整工件外圓直徑,來自動計算中心架支撐時的坐標(biāo)。中心架參數(shù)OEM 界面如圖2 所示。
3. 4 中心架2 向下移動程序“LV2_DOWN”
G91 G53 G01 V2 = 1 F1000
G00 G90 V2 = 0
M30
3. 5 中心架2 向上移動程序“LV2_UP”
G90 G53 G00 V2 = R5 + 2
G01 V2 = R5 F500
M30
其中R5 為中心架2 支撐時V2 的坐標(biāo),根據(jù)工件外圓直徑自動計算。
4、 結(jié)語
本控制方法利用西門子840D SL 系統(tǒng)功能,滿足了HJ092 × 80 數(shù)控旋風(fēng)銑床加工要求。系統(tǒng)雙通道的采用,實現(xiàn)了工件銑削和工件支撐同時進(jìn)行,滿足了拖板在不同的位置,中心架需要向上移動支撐工件和向下移動讓過拖板的要求。該控制方法的采用,提高了銑床加工的尺寸精度和螺距精度,解決了旋風(fēng)銑床的關(guān)鍵性問題。HJ092 × 80 數(shù)控旋風(fēng)銑床經(jīng)過幾年的運行,本文所述功能均安全可靠,滿足了該機(jī)床的設(shè)計要求。數(shù)控旋風(fēng)銑床總體使用效果良好。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別