



五軸聯動 BC 型木工雕刻機床結構與數控系統設計
2018-8-10 來源:華東理工大學機械與動力工程學院 作者:林礪宗,顧浩煒,韓帥
摘要: 針對現階段木工雕刻機床結構單一的問題,設計一種經濟型五軸聯動 BC 型木工雕刻機床及其數控系統。通過建立機床的運動學模型,研究五軸 BC 型機床的正逆解; 根據運動學求解的結果,采用 NC 系統嵌入 PC 機的開放式數控系統模式,設計了數控系統的硬件。采用 Visual C++6. 0 對數控系統軟件進行編制,運用線程對運動控制進行監管,并對刀軌文件進行仿真加工。通過對維納斯石蠟模型的加工與測量,驗證數控系統加工精度符合加工要求。
關鍵詞: 五軸加工; 木工雕刻機; 開放式數控系統; 運動控制器
隨著當今木工行業朝著自動化、集成化和智能化方向的發展,傳統手工雕刻逐漸被數控雕刻機床所代替。而現階段低端數控雕刻機呈現結構單一、加工雕刻種類有限的弊端; 高端數控雕刻機成本過高。所以,研究一種經濟、高效又符合木工雕刻行業特點的數控雕刻機床,順應市場的需求。文獻[2]中研究了一種五軸龍門 AC 式木工雕刻機,并對關鍵部件與剛度進行了設計分析; 文獻[3]中對五軸平面雕刻軌跡規劃進行了研究; 文獻[4]中提出了基于工業以太網結構的木工雕刻機數控系統的開發思想。而 BC 型五軸雕刻機國內外可查閱的資料較少。文中所研究的經濟型五軸聯動 BC 型木工雕刻機床,采用懸臂梁式-擺動-旋轉的結構,可加工橫向大幅面木工工件,雕刻范圍跨度大、加工效率高、精度高; 能應用于復雜大幅面類木工雕花以及復雜回轉類工藝品的加工; NC 系統嵌入 PC 機的開放式數控模式,具有低成本、高控制性能的優點.
1、 機械結構總體設計
1. 1 主要參數
五軸聯動 BC 型木工雕刻機床既可運用于大幅面類木工雕花、工藝扇面的加工,也能對復雜回轉工藝品進行雕刻。根據機床所要雕刻大幅面類工藝品橫向最大尺寸、回轉類工藝品最大高度以及經濟性等要求,設計機床主要參數如表 1所示。
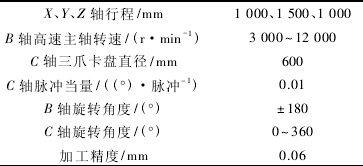
表 1 BC 型木工雕刻機床主要參數
1. 2 機械結構總體設計
根據該機床雕刻工件的種類,合理采用了 BC 型運動軸配置方案,與傳統 AC 型五軸雕刻機相比,該結構下機床有效工作空間大,加工行程長,既能對回裝類工藝品進行加工,同時又能滿足大幅面雕花作品雕刻。機床的主體機械結構由 X 軸移動立柱、Y 軸底座、Z 軸垂直移動臂、B 軸高速旋轉主軸、C 軸數控轉臺及軸間移動導軌和滾珠絲杠等部件組成。具體結構如圖 1 所示,實物如圖 2 所示。
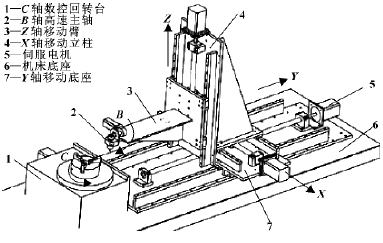
圖 1 機床機械結構示意圖

圖 2 五軸 BC 型雕刻機床實物圖
1. 3 運動學建模分析
根據坐標變換的基本原理,建立了機床坐標系、工件坐標系和刀具坐標系之間的空間幾何關系。基于五軸機床的通用模型,將刀具坐標系下的刀位點坐標命名為 Pt(齊次坐標為 (0,0,0,1)T),將刀軸姿態矢量標記為 Ut(齊次坐標為 (0,0,1,0)T)。通過齊次坐標變換矩陣來表示機床各軸的運動,變換結果使刀具坐標系下的刀位點與工件坐標系下的刀位點坐標重合; 刀具坐標系下刀軸姿態矢量與工件坐標系下的刀軸姿態矢量重合。由此建立等式:
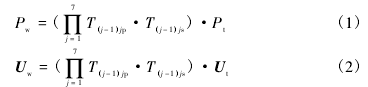
建立如圖 3所示運動學模型拓撲結構圖.
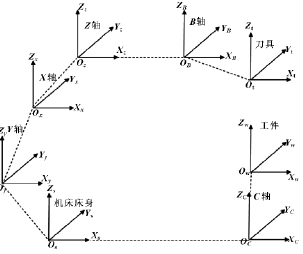
圖 3 運動學模型拓撲結構
根據五軸 BC 型機床運動模式、各軸之間的拓撲結構和各軸運動行程參數,經過 UG/NX 定制此機床的后處理文件,產生用于數控加工的 G 代碼介質。通常 UG 后處理構造器產生的 G 代碼為各刀位點運動軌跡的坐標值,即刀具刀尖點在工件坐標系下各點運動的坐標值。在數控系統加載 G 代碼執行加工前,須完成機床運動學逆解,即將 G 代碼解析成各運動軸在機床坐標系下的運動距離和轉動角度。根據機床各軸坐標系的拓撲關系,列出的各軸齊次變換矩陣如表 2所示.
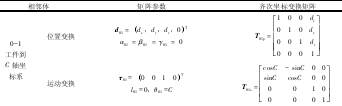
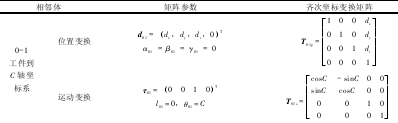
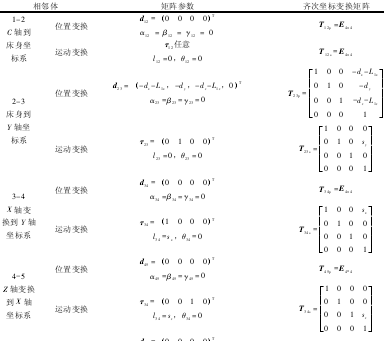

表 2 五軸 BC 型雕刻機床齊次坐標變換矩陣
表 2中:Ts表示運動變換,Tp表示位置變換。將 X、Y、Z 3 個移動軸沿各自坐標系的位移量記為sx、sy、sz; B 為 B 軸在 Z 軸坐標系下 Y 軸轉動的角度; C 為 C 軸繞機床坐標系 Y 軸旋轉的角度。表 2中齊次坐標矩陣代入公式 (1)、 (2)化簡可得如下等式 (3—4):

2、 機床數控系統硬件設計
2. 1 NC 嵌入 PC 數控結構
采用 NC 嵌入 PC 的控制體系優點: (1) 系統開發成本低; (2) 工控機硬件技術發展成熟,可靠性高; (3) 該模式下數控系統開放性好,兼容多種軟件平臺,有利于軟件的二次開發; (4) 軟件學習資料齊全,第三方資源豐富; (5) PC 機具有良好的通信功能[5]。一體式運動控制器是構成 NC 嵌入 PC 結構開放式數控系統的核心部件之一。此數控系統采用固高GUC-800 系列運動控制器,其整體線路規劃如圖 4所示。
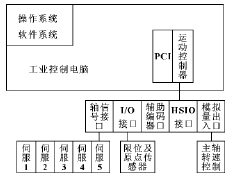
圖 4 運動控制卡整體線路規劃圖
2. 2 伺服電機參數設定
作為工業自動化不可或缺的重要部分,交流伺服系統能夠為負載提供最高水平的動態響應和扭矩密度。此五軸 BC 型數控雕刻機床也采用伺服電機驅動各軸運動,整個系統采用半閉環控制模式,通過編碼器將伺服電機的實時位置反饋給伺服電機驅動器.Y 軸通過布置于機床床身的導軌絲杠相對機床做水平運動; X 軸置于 Y 軸導軌之上,沿水平方向移動; Z 軸電機為帶制動器的伺服電機,在電機斷開伺服使能或機床出現故障時,能防止 Z 軸由 于自重下滑。該機床采用滾珠絲杠機構來傳動,所以驅動器電子齒輪比 Pn202 和 Pn203 參數設定如表 3 所示。將伺服電機脈沖當量設置為 0. 001 mm/脈沖,B、C 兩軸的脈沖當量設定為 0. 01 (°) /脈沖。
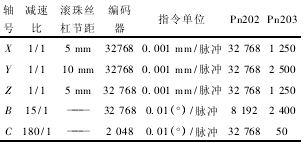
表 3 各軸伺服電機 ( 安川伺服電機) 電子齒輪設置
3、 五 軸聯動 BC 型木工雕刻機床數控系統軟件設計
3. 1 數控軟件整體功能分析
數控系統軟件人機互動界面是操作者與控制機床之間的窗口,此數控軟件具有一系列人機交互基本操作,如機床點動操作按鈕、啟停急停按鈕、加工代碼分析與顯示框、調試功能區等,并加入 G代碼仿真功能,能仿真刀具加工刀軌路徑,及時發現異常加工。具體功能模塊如圖 5 所示。
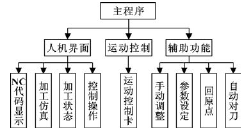
圖 5 軟件功能模塊圖
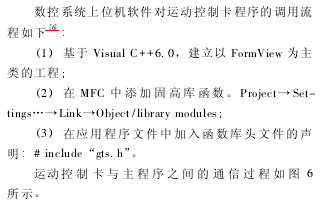
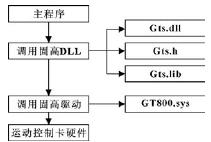
圖 6 軟件與運動控制卡通信
3. 2 基于 VC6. 0 運動線程管控
在應用運動控制器來規劃各軸運動時,此系統采用位置-時間模式,該模式下能實現任意速度規劃,將實際運動分割成固定段數,有利于數控機床運動的連續性,并減輕運動控制卡與主機的通信壓力。為實現對運動控制器的狀態、各軸加工運動位置、各軸加工速度以及運動控制器內存中運動指令條數的監控,采用運動線程管控。通過為運動控制開辟單獨線程,解決了控制器指令填充時間過長的問題。開辟獨立線程步驟如下:
(1) 開辟一個線程函數,為線程定義一個句柄,具體代碼如下:
void Thread Func1(); / / 線程 1 子函數
HANDLE h Thread1; / / 用于線程
DWORD Thread ID1;// 用于線程
(2) 編輯線程函數,確定線程的優先級別并開啟線程。線程函數及其線程開機代碼如下:
h Thread1 = Create Thread ( NULL,0,( LPTHREAD _START_ROUTINE)Thread Func1,
NULL,0,&Thread ID1); / / 開啟線程
1Set Thread Priority( h Thread1,THREAD _ PRIORITY _TIME_CRITICAL); // 設定線程的優先級別。
線程的優先級可以分為 6 個等級,優先級別越高,線程相應速度就越快,可以調用 Get Thread Priori-ty ( h Thread1)
來獲得線程的優先級,其級別由高到低依次為:
THREAD_PRIORITY_TIME_CRITICAL = 15;
THREAD_PRIORITY_HIGHEST = 2;
THREAD_PRIORITY_ABOVE_NORMAL = 1;
THREAD_PRIORITY_BELOW_NORMAL = -1;
THREAD_PRIORITY_LOWEST = -2;
THREAD_PRIORITY_IDLE = -15;
線程開啟后一直掃描直到有運動需要處理。
3. 3 數控加工代碼仿真
NI Measurement Studio 是 NI 公司為 Visual Studio .NET 和 Visual Studio 6. 0 環境編制的一個集成式套件,其中集合了各種常用的測量和自動化控件、工具以及編 程 類 庫。NI Measurement Studio 帶 有 的 ActiveX和 .NET控件、面向對象的測量硬件接口、高級分析庫、科學的用戶界面控件、測量數據網絡化、向導、交互式代碼設計器和高擴展性類庫等功能,極大地減少了 Windows 應用程序的開發時間.
j9-j11
m_Graph3D. Plot3DCurve (xD,y D,z D); / / 繪制三維圖
圖 7 為五軸聯動精加工維納斯仿真模型及小葉輪仿真模型。
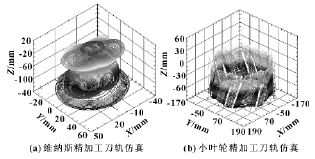
圖 7維納斯與小葉輪模型精加工仿真
3. 4 數控軟件界面及功能簡介
軟件界面 (圖 8) 分為以下幾個模塊: (1) G 代碼顯示窗口。該區域顯示待加工的 G 代碼文本。(2)加工刀位點顯示區。該區域顯示當前加工刀位點在編程坐標系下的坐標值。 (3) 加工刀軌仿真窗口。應用 Lab VIEW 控件 Measurement studio,顯示加工刀軌的 3D 仿真圖,同時具有用戶拖拽及縮放命令功能。(4) 手動調試按鈕。能夠實現單軸獨立運動。 (5)加工刀具顯示區。該區域顯示當前次加工刀具信息。(6) 加工操作區域。該區域為此軟件的主要操作區域,其中包括建立 Access 數據表、查看加工數據表和開始本次加工等功能。 (7) 五軸各模式選擇。此數控軟件能兼容控制五軸其他模式,針對不同模式能調用對應軌跡規劃算法。 (8) 加工進度顯示。開辟獨立線程,對加工過程進行計時。
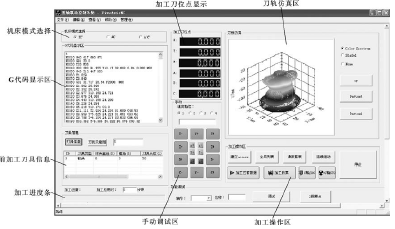
圖 8 數控軟件界面及功能簡介
4 、加工驗證
數控軟件通過對 UG NX 后處理構造器產生的斷臂維納斯 G 代碼進行解析,對石蠟試件進行了實際雕刻 (如圖 9 所示),無過切與撞刀,雕刻過程穩定性良好。最終加工試件誤差在±0. 04 mm,達到設計要求。

圖 9 維納斯模型加工
5、 結束語
介紹了基于運動控制器的經濟型五軸聯動 BC 型木工雕刻機床機械結構的設計與數控系統的研究。根據雕刻工件的特點,完成了 BC 型木工雕刻機的運動學模型分析,并搭建了基于 PC+NC 模式的數控系統硬件,運用 VC++6. 0 對數控系統軟件進行了編制。通過對維納斯 UG 模型尺寸與實際加工模型的測量尺寸進行比對,對雕刻機床加工精度進行了驗證,精度符合設計要求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

