



基于 PMAC 的開放式外圓磨床數控系統研究
2018-8-9 來源: 福州大學 機械工程及自動化學院 作者:謝招龍,聶曉根
摘 要: 針對外圓磨床特有的結構及功能,基于 PMAC 構建了開放式外圓磨床數控系統的硬件結構,對 PMAC 端口進行分配并設計了 PLC 程序流程。在 Visual Studio 2012 VC++開發環境下編寫外圓磨床數控系統軟件,所設計的外圓磨床數控系統具有成本低、針對性強、易擴展等優點。并對軟件主要功能模塊的實現方法進行了說明。
關鍵詞: PMAC; 外圓磨床; 數控系統; 設計
0 、引言
外圓磨削是一種獲取零件精確公差及光潔表面的精加工方法,廣泛應用在紡織、汽車、軍工等領域。隨著用戶需求的升級,外圓磨床的分類趨向模糊,取而代之的是滿足個性化需求,融入應用企業經驗的各類“專、精、特”數控外圓磨床,這就要求數控系統具有較強的開放性,允許用戶對系統功能進行重構與擴充。目前外圓數控系統開放性的研究主要采用 PC 嵌入 NC 結構,如西門子和華中數控系統的二次開發,該結構雖然較為成熟,但系統冗雜且價格昂貴。針對上述情況,本文基于 PMAC運動控制器設計了開放式數控外圓磨床的硬件和軟件系統,該套系統在滿足加工要求的同時,具有結構精簡、性價比高、移植性與開放性強的特點。
1 、外圓磨床數控系統硬件結構
1.1 外圓磨床功能與結構
外圓磨床結構如圖 1 所示,由床身、回轉工作臺、主軸箱、尾架、砂輪架、砂輪修整器和各軸進給系統構成。床身是機床的總支承件,上方裝有沿 z 軸和 x 軸做往復運動的回轉工作臺與砂輪架。回轉工作臺分上、下 2 層,上工作臺通過絲桿螺母機構可繞下工作臺的定位心軸轉動一定角度,用以磨削圓錐面。工作臺上配有頭架和尾座,可夾持工件并帶動其旋轉。主軸箱上安裝有修整器,用以修整砂輪。
1.2 數控系統硬件構成
數控系統采用“IPC+PMAC”的雙 CPU 開放式結構。上位機選用 NORCO-2000H 工控機,負責人機交互與參數配置等非實時性任務,下位機選用 PMAC2A-PC/104,負責各個軸的運動控制與 PLC 程序運行等實時性任務。上、下位機間通過 5151 卡將 PC104 總線轉化為 ISA 總線實現通訊。外圓磨床有 5 個軸,其中 3 個伺服軸( x 軸、z軸和 B 軸) 與 2 個非伺服軸( 主軸和砂輪軸) ,而 PMAC2A-PC / 104 的端口最多只能連接 4 個物理電機,需要 ACC-1P 板進行 5-8 軸端口的拓展。DTC- 8B 與 SS2 作為伺服信號中轉板與 I/O 接口板。系統硬件結構圖如圖 2 所示。
2 、PMAC 端口分配與 PLC 程序設計
PMAC2A-PC / 104 有 4 組控制物理電機的通道端口,使用其中的 1#、2#、3#通道控制外圓磨床的 x 軸電機、z 軸電機、b 軸電機,4#通道不接物理電機。PMAC2A-PC/104可供自定義使用的 I/O 端口有限,通過將 I425 參數的 17位置 1,解除#4 通道的限位和回零功能,使其 MLIM4、PLIM4 和 HOME4 可作為用戶 I / O 端口使用。數控外圓磨床的控制面板上安裝有 2 個三檔旋鈕開關、5 個按鈕開關與 4 個指示燈,其所對應的功能、PMAC 端口地址與 M變量如表 1 所示。
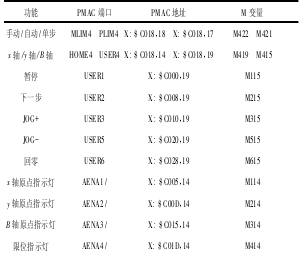
表 1 高氮鋼電子束焊接母材的質量分數
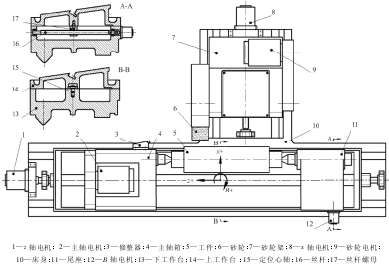
圖 1 外圓磨床結構圖
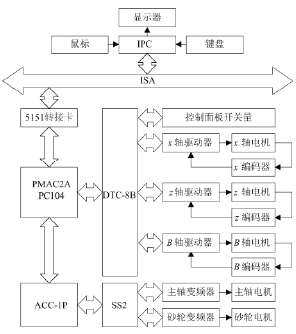
圖 2 系統硬件結構圖
PMAC 內置有軟件化的 PLC 功能,使 PMAC 在執行運動程序的同時也能實現 I/O 接口輸入與輸出信號的邏輯關系。I/O 接口的輸入信號主要有: 控制面板的旋鈕開關和控制按鈕信號,各伺服軸的機械零點信號和行程開關的限位信號等。I/O 接口的輸出信號主要有: 各軸回零指示燈信號和正負行程限位信號等。設置 I5 = 2 可使 PLC在上電就自動執行。數控外圓磨床的 PLC 程序流程圖如圖 3 所示。
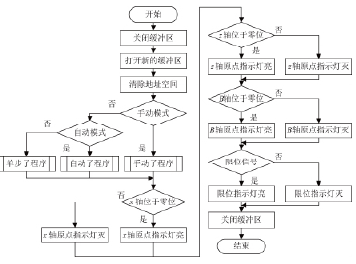
圖 3 PLC 程序流程圖
3 、外圓磨床數控系統軟件開發
3.1 系統軟件結構概述
軟件利用 VC++豐富的 MFC 基礎類庫以面向對象的方法進行開發,以提高程序的模塊化和穩定性,同時利于系統的移植與擴展。根據外圓磨床所需的功能和磨削工藝,將軟件分為初始化模塊、主界面模塊、編程模塊、設置模塊、用戶模塊和退出模塊。系統啟動時調用初始化模塊進行上下位機的通訊,通訊成功后初始化系統并進入主界面模塊,如圖 4 所示,主界面模塊、編程模塊、設置模塊與用戶模塊間可相互切換,退出模塊用以參數存儲與系統退出。系統軟件的結構及功能如圖 5 所示。

圖 4 主界面模塊運行圖
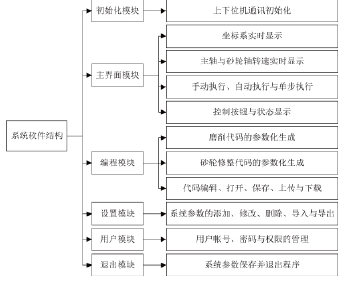
圖 5 系統軟件結構及功能圖
3.2 上下位機通訊的實現
采用顯 示 鏈 接 的 方 法 實 現 上 位 機 軟 件 與 動 態 庫PComm32 的鏈接,以減少內存資源的占用。首先創建與PComm32 函數數據類型相吻合的函數指針,使用 Win32的 API 函數 Load Library( ) 獲取 PComm32 的實例句柄。然后通過 API 函數 Get Proc Address( ) 獲取 PComm32 中函數的地址,并把結果賦值給自定義函數的指針類型。鏈接PComm32 成功后,調用 Open Pmac Device( ) 函數,完成上位機與指定 PMAC 的通訊初始化。
3.3 坐標實時顯示的實現
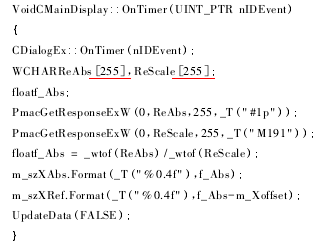
實時顯示功能用以實時更新坐標系,此處以 x 軸進行說明。調用 Set Timer( ) 函數生成 1 個定時器,該定時器每隔 1 個更新周期觸發 1 次 WM_TIMER 消息,由系統回調函數 On Timer( ) 處理消息。在 On Timer( ) 中調用 Pmac Ge-tResponse Ex W( ) 函數,向 PMAC 發送" #1p" 和" M191" 指令,獲取 x 軸電機的絕對位置和比例因子,進行單位轉換后可獲得 x 軸的機床坐標。再將 x 軸機床坐標減去工件原點與機床原點的偏置量就可得出 x 軸的程序坐標,部分代碼如下:
3.4 砂輪自動化修整功能的實現
砂輪在使用一段時間后需要用修整工具對砂輪進行修整,以提高磨削效率與質量。砂輪修整代碼的參數化生成所需參數有: 砂輪直徑 d,砂輪寬度 b,修整長度 H,修整圓角 R,修整傾角 θ,安全距離 ΔS ,x 軸方向修整量Δx,z 軸方向修整量 Δz,修整行程 N。修整模型如圖 6 所示,修改 H,R,θ 三個參數可修整出不同截面形狀的砂輪,點 A、B、C、D 是砂輪的輪廓點,將這 4 點在修整坐標系 xoz中的坐標值構成磨前砂輪輪廓矩陣 P,設第 n 次修整行程的變換矩陣為 Tn,則第 n 次修整行程的砂輪輪廓矩陣 P'n可由以下公式求得:

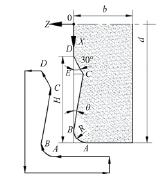
圖 6 砂輪修整示意圖
假設 XMD,ZMD( ) 為修整坐標系原點在機床坐標系中的坐標,則砂輪修整代碼生成流程如圖 7 所示。
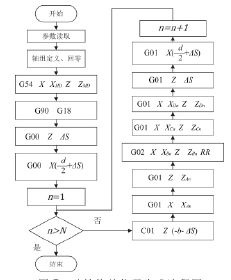
圖 7 砂輪修整代碼生成流程圖
4 、結語
結合外圓磨床的結構特點和功能需求,構建了基于PMAC 的開放式外圓磨床數控系統,對 PMAC 端口進行了合理配置并設計了 PLC 程序流程。基于 VC++的 MFC 基礎類庫,編寫了外圓磨床數控系統的軟件,對其上下位機通訊機理、坐標實時顯示和砂輪自動化修整功能的實現方法進行了論述。所設計的外圓磨床數控系統具有成本低、針對性強、易擴展等優點,通過構建 PMAC 控制系統實驗平臺,對控制系統進行了實驗驗證,程序運行穩定、動作準確,可滿足數控外圓磨床的應用要求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

