控")



您現(xiàn)在的位置:數(shù)控系統(tǒng)網(wǎng)>
技術(shù)前沿>基于西門子840 D SL的超前響應(yīng)自動(dòng)調(diào)節(jié)生產(chǎn)系統(tǒng)
基于西門子840 D SL的超前響應(yīng)自動(dòng)調(diào)節(jié)生產(chǎn)系統(tǒng)
2018-3-30 來(lái)源:斯凱孚(濟(jì)南)軸承與精密技術(shù)產(chǎn)品有限公司 作者:王增才 徐安軍 劉路
摘要:系統(tǒng)系基于西門子840D SL數(shù)控系統(tǒng)所提供支持的數(shù)控動(dòng)態(tài)數(shù)據(jù)交換機(jī)制(NC DDE)所開發(fā),應(yīng)用于軸承生產(chǎn)線從前端磨削到后期裝配的整條生產(chǎn)線,實(shí)現(xiàn)程序自動(dòng)開機(jī)后臺(tái)運(yùn)行,實(shí)時(shí)采集監(jiān)控?cái)?shù)據(jù),并與遠(yuǎn)程云端設(shè)定的工單進(jìn)行數(shù)據(jù)交互,在產(chǎn)品數(shù)量達(dá)到既定數(shù)量之后,自動(dòng)控制機(jī)床停止運(yùn)行,經(jīng)確認(rèn)之后,自動(dòng)開啟運(yùn)行下一工單計(jì)劃,解決了由于軸承滾子公差范圍批量差異過(guò)大的裝配問(wèn)題;同時(shí),系統(tǒng)集成數(shù)理統(tǒng)計(jì)過(guò)程控制系統(tǒng),實(shí)現(xiàn)實(shí)時(shí)動(dòng)態(tài)分析生產(chǎn)裝配區(qū)域裝配公差范圍,并自動(dòng)控制機(jī)床,實(shí)現(xiàn)機(jī)床的自動(dòng)磨削參數(shù)補(bǔ)償,實(shí)現(xiàn)生產(chǎn)自動(dòng)化和智能化,較大幅度提高了產(chǎn)品質(zhì)量。
關(guān)鍵詞:動(dòng)態(tài)數(shù)據(jù)交換;自動(dòng)補(bǔ)償;遠(yuǎn)程監(jiān)控;超前響應(yīng);滯后響應(yīng)
斯凱孚作為全球最大的軸承制造商之一,于2011年在濟(jì)南建立斯凱孚(濟(jì)南)軸承與精密技術(shù)產(chǎn)品有限公司,濟(jì)南工廠作為斯凱孚集團(tuán)汽車業(yè)務(wù)單兒的重要組成部分,2012年投產(chǎn)以來(lái),主要為中國(guó)和亞洲的汽車配件市場(chǎng)和工業(yè)市場(chǎng)服務(wù),目前主要生產(chǎn)圓錐滾子軸承TRB和雙列圓柱滾子軸承(THU)兩大類。對(duì)于圓錐輥?zhàn)虞S承外觀如圖1所示,圓錐滾子軸承拆分結(jié)構(gòu)如圖2所示。

圖1 圓錐滾子軸承外觀
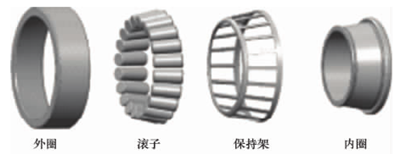
圖2 圓錐滾子軸承拆分結(jié)構(gòu)
以產(chǎn)品高質(zhì)量而聞名的的斯凱孚軸承,在生產(chǎn)制造過(guò)程中,一直以高質(zhì)量、高標(biāo)準(zhǔn)的要求進(jìn)行生產(chǎn)控制,但在初期,因?yàn)樯a(chǎn)線過(guò)長(zhǎng)、員工響應(yīng)時(shí)間滯后等因素,難免會(huì)出現(xiàn)整條產(chǎn)品裝配合格率偏低的問(wèn)題,基于此背景,筆者一對(duì)以西門子840 D為數(shù)控系統(tǒng)的關(guān)鍵設(shè)備進(jìn)行相關(guān)的改造,結(jié)合現(xiàn)場(chǎng)實(shí)際的情況開發(fā)了本系統(tǒng),解決了相關(guān)問(wèn)題帶來(lái)的反應(yīng)滯后,提高了產(chǎn)品合格率,增加的生產(chǎn)效益十分可觀。
1、項(xiàng)目(系統(tǒng))問(wèn)題分析
1.1 生產(chǎn)土藝流程簡(jiǎn)介
軸承的基本加土流程見圖3:軸承內(nèi)圈和外圈按照生產(chǎn)線布局,自動(dòng)在對(duì)應(yīng)磨削土位進(jìn)行磨削流程,分別經(jīng)過(guò)外圓磨削、端面磨削、滾道磨削、內(nèi)孔磨削、擋邊磨削之后進(jìn)入檢測(cè)裝配區(qū)域,進(jìn)行檢測(cè)和裝配組合。
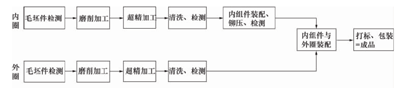
圖3 軸承加工流程示意圖
1.2 生產(chǎn)線設(shè)備簡(jiǎn)介
公司于2012年開始,先后引進(jìn)國(guó)外精密磨削加工設(shè)備和國(guó)內(nèi)軸承檢測(cè)及裝配設(shè)備。
磨削設(shè)備全部采用西門子840D SL控制系統(tǒng),并采用汽車行業(yè)的動(dòng)力總成標(biāo)準(zhǔn),其中數(shù)控系統(tǒng)主要配置主如下:NCU 710.2,PCU50. 3(裝載HMI Advanced基于Windows XP,雙網(wǎng)卡), MPP483 IE操作面板以及伺服驅(qū)動(dòng)控制器與伺服電機(jī)等。設(shè)備從電氣控制和機(jī)械精度上滿足自動(dòng)化的要求,主要實(shí)現(xiàn)軸承內(nèi)、外圈毛坯件的精密磨削加土:外圓磨削、滾道磨削、內(nèi)孔磨削等土藝流程。
裝配設(shè)備主要采用西門子S7一200 PLC作為控制器,配置相應(yīng)的機(jī)械、電氣以及氣動(dòng)結(jié)構(gòu),主要實(shí)現(xiàn)軸承內(nèi)圈、滾子、保持架以及軸承外圈的清洗、檢測(cè)、裝配、鉚壓、注脂等后期工序。
1.3 問(wèn)題描述
在生產(chǎn)過(guò)程中,產(chǎn)線前端的磨削過(guò)程偏差、滾子的公差、內(nèi)組件高度、外圈高度等會(huì)直接影響最終的裝配合格率。故當(dāng)前存在以下問(wèn)題:
問(wèn)題1:滾子批次公差不同。不同批次的滾子,滾子公差差異存在,按照理論應(yīng)該同批次數(shù)量的滾子,產(chǎn)生對(duì)應(yīng)的軸承,比如BTH一0801型號(hào)軸承20個(gè)滾子,批量滾子為T,故理論產(chǎn)生軸承數(shù)量為N=Tl20,即內(nèi)外圈,分別需要理論生產(chǎn)N個(gè)。但是實(shí)際過(guò)程中由于生產(chǎn)線過(guò)長(zhǎng),在傳送帶上滯留的和由于報(bào)廢、返工等產(chǎn)生的數(shù)量無(wú)法有效地準(zhǔn)確衡量,因而造成較大的偏差,對(duì)生產(chǎn)質(zhì)量產(chǎn)生較大影響。
問(wèn)題2:磨削補(bǔ)償響應(yīng)延遲。由于磨削穩(wěn)定性、滾子公差等影響,會(huì)產(chǎn)生相應(yīng)的偏差趨勢(shì),如過(guò)程偏差偏大或者一偏小,相應(yīng)的內(nèi)外圈磨削滾道磨削土序需要進(jìn)行手動(dòng)補(bǔ)償控制,以提高裝配合格率,但是由于生產(chǎn)線操作人員反應(yīng)延遲、測(cè)量檢測(cè)反饋不及時(shí)等,補(bǔ)償生效時(shí)間往往處十滯后狀態(tài)。造成裝配合格率偏低。
1.4 項(xiàng)目需求描述及規(guī)劃
針對(duì)以上問(wèn)題,經(jīng)過(guò)跨部門小組綜合整體分析決議,提出以下改進(jìn)方案,項(xiàng)目方案由兩部分構(gòu)成:
(1) 匹配滾子批次工單。針對(duì)不同批次的滾子可以設(shè)定軸承生產(chǎn)工單,根據(jù)產(chǎn)出自動(dòng)控制機(jī)床,該過(guò)程中需要實(shí)時(shí)自動(dòng)或者一手動(dòng)獲取裝配區(qū)報(bào)廢、返工等信息,并實(shí)時(shí)更新工單狀態(tài)至磨削機(jī)床,當(dāng)工單數(shù)量達(dá)到后,自動(dòng)停機(jī),并提示更換下一批次滾子,經(jīng)過(guò)確認(rèn)后,自動(dòng)開始下一工單。
(2) 機(jī)床自適應(yīng)磨削補(bǔ)償。針對(duì)裝配區(qū)所測(cè)得裝配數(shù)據(jù),實(shí)時(shí)傳輸至磨削區(qū)域,同時(shí),機(jī)床可以根據(jù)裝配檢測(cè)數(shù)據(jù)的趨勢(shì)或者一實(shí)際情況,進(jìn)行自動(dòng)調(diào)整磨削補(bǔ)償,實(shí)現(xiàn)自動(dòng)超差補(bǔ)償響應(yīng)。
2、項(xiàng)目方案系統(tǒng)構(gòu)成
由以上分析可知,根據(jù)項(xiàng)目需求,系統(tǒng)需要對(duì)機(jī)床實(shí)現(xiàn)遠(yuǎn)程自動(dòng)控制,同時(shí)對(duì)裝配設(shè)備數(shù)據(jù)進(jìn)行實(shí)時(shí)遠(yuǎn)程讀取,并上傳至服務(wù)器進(jìn)行數(shù)據(jù)庫(kù)存取。磨削機(jī)床端需要實(shí)時(shí)根據(jù)機(jī)床內(nèi)部硬件狀態(tài),判斷加工過(guò)程,并遠(yuǎn)程讀寫服務(wù)器端數(shù)據(jù),更新工單狀態(tài)。根據(jù)設(shè)計(jì)思路,整體項(xiàng)目組成結(jié)構(gòu)如下:
系統(tǒng)功能整體結(jié)構(gòu)如圖4所示,是由機(jī)床、遠(yuǎn)程服務(wù)器、工廠網(wǎng)絡(luò)、SPC系統(tǒng)構(gòu)成的網(wǎng)絡(luò)化系統(tǒng)結(jié)構(gòu)。工作流程如下:遠(yuǎn)程設(shè)定工單,并將數(shù)據(jù)存儲(chǔ)于服務(wù)器端;機(jī)床運(yùn)行時(shí),讀取工單,根據(jù)工單狀態(tài)進(jìn)行加工數(shù)量控制,達(dá)到設(shè)定預(yù)警數(shù)量后進(jìn)行機(jī)床預(yù)定義報(bào)警,對(duì)機(jī)床進(jìn)行人為反饋后,機(jī)床完成工單數(shù)量,自動(dòng)停止加工;同時(shí)裝配區(qū)域設(shè)備檢測(cè)數(shù)據(jù)通過(guò)SPC軟件上傳至服務(wù)器,自動(dòng)實(shí)時(shí)傳輸當(dāng)前生產(chǎn)偏差數(shù)據(jù),機(jī)床客戶端根據(jù)裝配區(qū)實(shí)時(shí)數(shù)據(jù)趨勢(shì),自動(dòng)超前調(diào)整磨削補(bǔ)償數(shù)據(jù),實(shí)現(xiàn)對(duì)生產(chǎn)磨削的超前響應(yīng)控制。
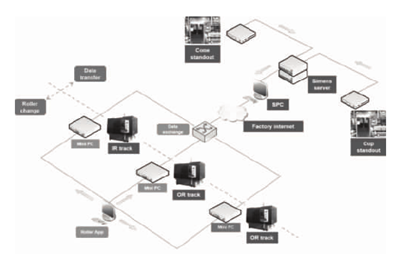
圖4 系統(tǒng)功能整體框圖
3、項(xiàng)目系統(tǒng)開發(fā)設(shè)計(jì)
3. 1基于不同批次滾子設(shè)定工單的系統(tǒng)模塊設(shè)計(jì)
該模塊功能主要實(shí)現(xiàn)工單設(shè)定、基于云端服務(wù)器存儲(chǔ)、機(jī)床實(shí)時(shí)一讀取與反饋控制3個(gè)主要部分,如圖5所示。
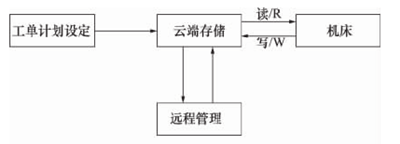
圖5 系統(tǒng)結(jié)構(gòu)簡(jiǎn)圖
同時(shí)可以自定義設(shè)定預(yù)報(bào)警數(shù)量,軟件會(huì)自動(dòng)計(jì)算相應(yīng)的結(jié)果,點(diǎn)擊提交后會(huì)提交至系統(tǒng),存儲(chǔ)于云端服務(wù)器。創(chuàng)建和存儲(chǔ)后的工單計(jì)劃管理列表界面如圖7所示。

圖6 工單創(chuàng)建畫面

圖7 工單計(jì)劃管理列表
對(duì)于工單設(shè)定以及遠(yuǎn)程管理及數(shù)據(jù)存儲(chǔ)部分,采用C#編程的軟件客戶端如圖6所示,具有型號(hào)預(yù)置下拉選擇、數(shù)據(jù)輸入、自動(dòng)計(jì)算與存儲(chǔ)的功能。理論生產(chǎn)數(shù)量計(jì)算公式如下:
本項(xiàng)目系統(tǒng)中,在遠(yuǎn)程服務(wù)器端架設(shè)開源的Mysql數(shù)據(jù)庫(kù)作為云端數(shù)據(jù)服務(wù),機(jī)床客戶端軟件會(huì)遠(yuǎn)程對(duì)數(shù)據(jù)庫(kù)進(jìn)行讀寫控制。
其中難點(diǎn)為數(shù)據(jù)庫(kù)數(shù)據(jù)與840D SL系統(tǒng)機(jī)床的連接交互控制。動(dòng)態(tài)數(shù)據(jù)交換(dynamic data exchangeDDE)是微軟公司提出的一種數(shù)據(jù)通訊形式,即動(dòng)態(tài)數(shù)據(jù)交換機(jī)制,它使用共享的內(nèi)存在應(yīng)用程序之間進(jìn)行數(shù)據(jù)交換。DDE不同于剪切板方法,它能夠及時(shí)更新數(shù)據(jù),在兩個(gè)應(yīng)用程序之間自動(dòng)更新信息,無(wú)須用戶參與。使用DDE通訊需要兩個(gè)Windows應(yīng)用程序(該應(yīng)用基于VB或者一VC ++編寫),其中一個(gè)作為服務(wù)器處理信息,另外一個(gè)作為客戶機(jī)從服務(wù)器獲得信息。客戶機(jī)應(yīng)用程序向當(dāng)前所激活的服務(wù)器應(yīng)用程序發(fā)送一條消息請(qǐng)求信息,服務(wù)器應(yīng)用程序根據(jù)該信息作出應(yīng)答,從而實(shí)現(xiàn)兩個(gè)程序之間的數(shù)據(jù)交換。
西門子具有高度的靈活性和開放性,在工業(yè)控制市場(chǎng)中占據(jù)主導(dǎo)地位,其產(chǎn)品大多基于Windows系統(tǒng)框架。本項(xiàng)目正是基于以上特點(diǎn)而高效展開。
在項(xiàng)目現(xiàn)場(chǎng)中所采用的數(shù)控設(shè)備客戶機(jī)為PCU50. 3,基十Windows XP系統(tǒng),安裝有HMI Ad-vanced,由于該HMI Advanced本質(zhì)上是采用VB ( visu-al basic)作為基礎(chǔ)語(yǔ)言編寫開發(fā)的操作界面應(yīng)用,故從核心原理上支持微軟標(biāo)準(zhǔn)的動(dòng)態(tài)數(shù)據(jù)交換機(jī)制(DDE),同時(shí),如圖8所示,西門子專門為用戶開發(fā)者-開放了相關(guān)DDE的API接口,提供了較為令業(yè)的數(shù)據(jù)傳輸與系統(tǒng)控制途徑方案。(最新版的SINUMERIKOperator采用.net編程架構(gòu),故無(wú)法使用該技術(shù),但可以采用西門子的Operator ProgrammingPackage編程擴(kuò)展包方案,進(jìn)而支持更為高效的.net應(yīng)用框架接口,筆者一在此不進(jìn)行詳細(xì)描述)。
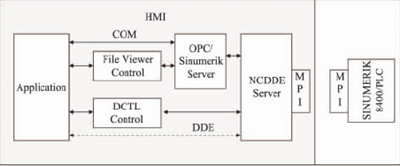
圖8 西門子840D DDE數(shù)據(jù)通訊架構(gòu)
故本質(zhì)上,所編寫的客戶端應(yīng)用實(shí)際上并不直接與PLC和NC通訊,而是,通過(guò)DDE技術(shù),將HMI Ad-vanced作為應(yīng)用服務(wù)器(NCDDE),與之交互通訊,進(jìn)而與NC和PLC通訊。傳統(tǒng)的界面二次開發(fā)擴(kuò)展也是基于該原理所進(jìn)行。機(jī)床客戶端應(yīng)用部分程序如下:

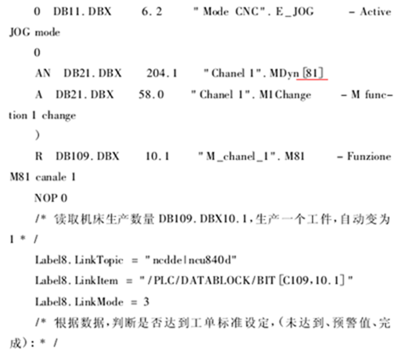
如下列程序所示,DB109. DBX10. 1表示加工完畢,換料完成,故可以以此為系統(tǒng)加土循環(huán)標(biāo)識(shí),統(tǒng)計(jì)該位數(shù)據(jù)的變化次數(shù)(數(shù)據(jù)上升沿),即可統(tǒng)計(jì)機(jī)床自動(dòng)生產(chǎn)過(guò)程中的數(shù)據(jù),西門子提供了NCDDE Server可以直接通過(guò)HMI訪問(wèn)和控制相關(guān)的NC,PLC數(shù)據(jù)。
通過(guò)對(duì)換料完成標(biāo)識(shí)位DB109. DBX10. 1的讀取,判斷如果生產(chǎn)完成一個(gè)循環(huán),則對(duì)當(dāng)前數(shù)據(jù)進(jìn)行判斷,根據(jù)所設(shè)定工單數(shù)據(jù)輸出相應(yīng)的狀態(tài),如果工單完成,則通過(guò)DDE方式,將DB10. DB129. DBX6置位,完成加工過(guò)程。
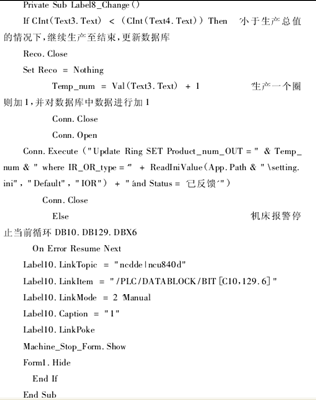
由于工作時(shí)磨床砂輪高速旋轉(zhuǎn),所以工單達(dá)到預(yù)警值或者工單完成時(shí),機(jī)床停止采用的模式不同于設(shè)備故障報(bào)警產(chǎn)生的緊急停止或者外部的完全設(shè)備停止,采用單循環(huán)停止模式,使機(jī)床工作仍舊處于工作就緒狀態(tài)(NC程序該循環(huán)結(jié)束后,停止讀取,砂輪速度、軸位置等保持加土狀態(tài)不變),所以,當(dāng)機(jī)床預(yù)警后完成反饋以及土單完成確認(rèn)之后,機(jī)床會(huì)自動(dòng)反饋至服務(wù)器,更新土單狀態(tài)、或者潤(rùn)動(dòng)啟動(dòng)下一條工單。從最大程度上減少了生產(chǎn)循環(huán)節(jié)拍的浪費(fèi),最大程度減小對(duì)生產(chǎn)效率的影響。
由于傳統(tǒng)的NC DDE運(yùn)用僅僅是界面的二次開發(fā),故擴(kuò)展界面應(yīng)用的啟動(dòng),肯定在HMI Advanced啟動(dòng)之后,故此時(shí)NC DDE Sever已經(jīng)開啟,所以能夠正常通訊,但是本項(xiàng)目案例中,開發(fā)的客戶端軟件需要,開機(jī)自動(dòng)后臺(tái)運(yùn)行,在HMI界面并無(wú)人為啟動(dòng)選項(xiàng),故在實(shí)際部署過(guò)程中,需要對(duì)開發(fā)的應(yīng)用進(jìn)行后臺(tái)自動(dòng)啟動(dòng),同時(shí)需要進(jìn)行延時(shí)啟動(dòng),即確保HMI Ad-vanced完全啟動(dòng),相應(yīng)的NCDDE Server能夠完全啟動(dòng)。否則客戶端軟件相關(guān)功能無(wú)法正常運(yùn)行。
如圖9所示,作為系統(tǒng)關(guān)鍵的內(nèi)外圈生產(chǎn)數(shù)量的監(jiān)控功能,該模塊基于DDE的數(shù)據(jù)采集,將當(dāng)前生產(chǎn)數(shù)據(jù)實(shí)時(shí)保存于服務(wù)器,遠(yuǎn)程狀態(tài)下,可以實(shí)時(shí)監(jiān)控生產(chǎn)狀態(tài),并能根據(jù)生產(chǎn)狀態(tài)作出相應(yīng)的生產(chǎn)計(jì)劃安排。
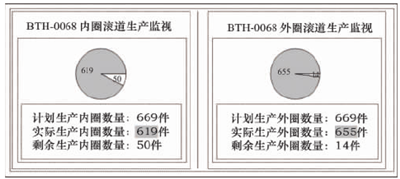
圖9 工單遠(yuǎn)程狀態(tài)監(jiān)控
設(shè)備工單完成提示功能如圖10所示,當(dāng)自動(dòng)完全達(dá)到設(shè)定工單數(shù)量之后,系統(tǒng)會(huì)自動(dòng)全屏彈出提示頁(yè)面,同時(shí)設(shè)備會(huì)自動(dòng)循環(huán)停止,直到操作人員點(diǎn)擊確認(rèn)后,設(shè)備會(huì)自動(dòng)啟動(dòng)下一條預(yù)設(shè)生產(chǎn)的工單。
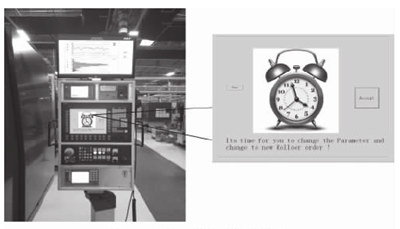
圖10 設(shè)備工單完成提示畫面
3 .2 機(jī)床自適應(yīng)磨削補(bǔ)償功能系統(tǒng)模塊設(shè)計(jì)
該模塊功能主要由裝配設(shè)備檢測(cè)數(shù)據(jù)讀取、數(shù)據(jù)傳輸與顯示、機(jī)床自動(dòng)根據(jù)數(shù)據(jù)趨勢(shì)自動(dòng)補(bǔ)償三個(gè)主要部分。裝配區(qū)設(shè)備為S7一200 PLC o筆者一采用SPC站的土控機(jī)作為數(shù)據(jù)采集站點(diǎn),采集數(shù)據(jù)存儲(chǔ)到服務(wù)器,并通過(guò)網(wǎng)絡(luò)實(shí)時(shí)傳輸?shù)侥ハ鲄^(qū)域,分別通過(guò)屏幕顯示實(shí)時(shí)柱狀圖和趨勢(shì)圖,同時(shí)反饋給機(jī)床,機(jī)床端軟件根據(jù)當(dāng)前實(shí)時(shí)狀態(tài)和趨勢(shì)進(jìn)行自動(dòng)磨削補(bǔ)償。
3. 2. 1 裝配設(shè)備檢測(cè)數(shù)據(jù)讀取
采用某品牌工控機(jī),采用C#編寫的SPC數(shù)據(jù)讀取軟件,通過(guò)OPC讀取S7一200的實(shí)時(shí)檢測(cè)數(shù)據(jù),實(shí)時(shí)將數(shù)據(jù)存儲(chǔ)到服務(wù)器,執(zhí)行效率和準(zhǔn)確率完全符合。具體內(nèi)容在此不子冗余陳述。
3.2.2 數(shù)據(jù)傳輸與顯示
基于現(xiàn)場(chǎng)生產(chǎn)線距離過(guò)長(zhǎng),生產(chǎn)操作人員相對(duì)精簡(jiǎn)的情況,裝配區(qū)域與磨削區(qū)域生產(chǎn)人員無(wú)法有效及時(shí)溝通,會(huì)產(chǎn)生生產(chǎn)偏差響應(yīng)周期長(zhǎng),無(wú)法及時(shí)地反饋到磨削前端的問(wèn)題,導(dǎo)致無(wú)法及時(shí)地人為去控制偏差及趨勢(shì),故在磨床操作站增加屏幕,實(shí)時(shí)顯示趨勢(shì)圖和分布圖,以此來(lái)實(shí)現(xiàn)操作人員直觀、快速地進(jìn)行反饋?lái)憫?yīng)。該部分軟件運(yùn)行于基于Windows系統(tǒng)的Mini PC(迷你型電腦),實(shí)時(shí)傳輸并顯示到機(jī)床操作站的外接屏幕。
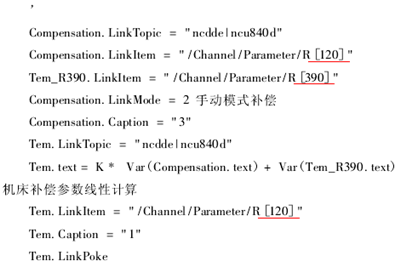
3.2.3 機(jī)床自適應(yīng)超前磨削補(bǔ)償
本單元中“數(shù)據(jù)傳輸與顯示”模塊已經(jīng)實(shí)現(xiàn)將裝配區(qū)域?qū)崟r(shí)傳輸?shù)綄?duì)應(yīng)的磨削前端,在一定程度上解決了人為產(chǎn)生的響應(yīng)延時(shí),但是在高效率、快節(jié)奏的生產(chǎn)節(jié)拍中如何實(shí)時(shí)、快速地動(dòng)態(tài)響應(yīng)磨削補(bǔ)償,需要設(shè)備具有自我調(diào)整能力。本項(xiàng)目中對(duì)于NC系統(tǒng)的控制依舊采用前面提到的NC一DDE動(dòng)態(tài)數(shù)據(jù)鏈接技術(shù),通過(guò)對(duì)數(shù)據(jù)趨勢(shì)的整體分析,采用一定的算法,相應(yīng)地動(dòng)態(tài)調(diào)整磨削補(bǔ)償量,使整體趨勢(shì)保持在中值線兩側(cè)、上下參考值線之內(nèi),在一定程度上解決相應(yīng)的數(shù)據(jù)結(jié)構(gòu)。部分代碼如下:
經(jīng)過(guò)程序化控制之后,實(shí)現(xiàn)了界面手動(dòng)補(bǔ)償和系統(tǒng)趨勢(shì)自動(dòng)補(bǔ)償?shù)慕y(tǒng)一,最大程度地控制偏差在質(zhì)量要求之內(nèi)。
如圖11所示,經(jīng)過(guò)超前自動(dòng)趨勢(shì)補(bǔ)償之后,整體生產(chǎn)趨于穩(wěn)定,系統(tǒng)作用效果明顯。
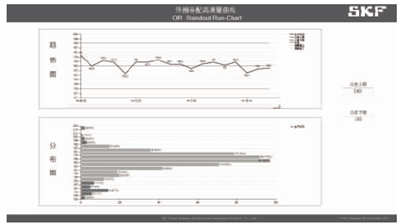
圖11 自動(dòng)補(bǔ)償數(shù)據(jù)控制趨勢(shì)圖
4、系統(tǒng)整體項(xiàng)目運(yùn)行及反饋
在項(xiàng)目組整體配合下,如圖12所示,項(xiàng)目進(jìn)展順利,經(jīng)過(guò)穩(wěn)定測(cè)試之后,已經(jīng)應(yīng)用于從前端磨削到后期裝配的整條生產(chǎn)線,系統(tǒng)實(shí)時(shí)采集監(jiān)控?cái)?shù)據(jù),并與云端設(shè)定的工單進(jìn)行數(shù)據(jù)交互,自動(dòng)按照設(shè)定工單數(shù)量運(yùn)行加工,較大程度地解決了由于軸承滾子公差范圍批量差異過(guò)大的裝配問(wèn)題;同時(shí),自動(dòng)磨削補(bǔ)償模塊,實(shí)時(shí)動(dòng)態(tài)分析生產(chǎn)裝配區(qū)域裝配反饋的偏差趨勢(shì),并自動(dòng)調(diào)控機(jī)床,實(shí)現(xiàn)機(jī)床的自動(dòng)磨削參數(shù)補(bǔ)償,實(shí)現(xiàn)生產(chǎn)自動(dòng)化邁向智能化,較大幅度提高了產(chǎn)品質(zhì)量。直接生產(chǎn)效益估計(jì)在100萬(wàn)元人民幣以上。

圖12 項(xiàng)目設(shè)備展示圖
5、應(yīng)用總結(jié)
整個(gè)項(xiàng)目在最大程度節(jié)省成本上,采用西門子840 D系統(tǒng)提供的開放DDE數(shù)據(jù)接口,高效地完成設(shè)定目標(biāo),主要?dú)w結(jié)于以下兩點(diǎn):
(1)西門子數(shù)控產(chǎn)品開放性
作為土業(yè)控制與數(shù)控領(lǐng)域的集大成者一,西門子840 D系統(tǒng)具有高度的開放、靈活而又統(tǒng)一的結(jié)構(gòu),基于Windows系統(tǒng)的PCU50. 3,高度開放相關(guān)API,極大的方便了項(xiàng)目所需要的系統(tǒng)二次開發(fā)。
(2)西門子數(shù)控產(chǎn)品網(wǎng)絡(luò)化便捷性
在原有840 D基礎(chǔ)上升級(jí)的新一代840D SL采用網(wǎng)絡(luò)一體化結(jié)構(gòu),在驅(qū)動(dòng)模塊網(wǎng)絡(luò)化、局域網(wǎng)絡(luò)化以及外部公共網(wǎng)絡(luò)化上具有獨(dú)立而又統(tǒng)一的組態(tài)結(jié)構(gòu),具有較高的網(wǎng)絡(luò)便捷性,使得項(xiàng)目能夠在不采用其他工業(yè)網(wǎng)卡的情況下,能夠快速地實(shí)現(xiàn)網(wǎng)絡(luò)化拓?fù)洌瑢?duì)項(xiàng)目的高效穩(wěn)定實(shí)現(xiàn)具有重要意義。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別