控")



旋轉(zhuǎn)超聲輔助微細電火花加工系統(tǒng)研究
2018-3-29 來源:北方土業(yè)大學機電土程學院 作者:徐明剛,張振,馬小林,黃文勇
摘要:為研究超硬材料多元智能融合加工策略以及超聲振動對復合刃磨和微坑織構形成及分布的影響規(guī)律,提供了實驗裝置支持,研發(fā)了基于效率和微坑織構驅(qū)動的旋轉(zhuǎn)超聲電火花加上平臺數(shù)控系統(tǒng)。該平臺采用基于上控PC的開放式數(shù)控系統(tǒng),實現(xiàn)了旋轉(zhuǎn)超聲加上的自動化,探討了數(shù)控系統(tǒng)的軟/硬件結構、功能模塊劃分、數(shù)控界而設計及脈沖電源設計等關鍵技術。結果表明:該系統(tǒng)運行安全可靠。
關鍵詞:旋轉(zhuǎn)超聲;數(shù)控系統(tǒng);電火花加工
0、前言
以PCD為代表的超硬材料刀具在高速切削加工領域愈來愈重要,其刃磨技術和刃磨品質(zhì)直接決定著刀具的綜合性能和加工精度。由于超硬材料的極高硬度使得其高效高品質(zhì)刃磨十分困難,不能滿足現(xiàn)代高速切削對高端刀具日益增長的需求。適用于硬脆性材料加工的微細特種加工技術呈現(xiàn)多樣化發(fā)展的趨勢,主要有電火花加工(EDM)、電化學加工(ECM} ,射流加工(AJM / WJM、超聲加工(USM)、激光加工(Laser Machining)等,但上述加工方法均存在各自的局限性。因此尋求一種可靠、高效,并且具備對大多數(shù)脆硬材料適用的微細加工方法是目前先進制造領域的一個迫切需求。
旋轉(zhuǎn)超聲加工技術(Rotary Ultrasonic Machining,RUM)是一種復合特種加工工藝。文中研發(fā)的旋轉(zhuǎn)超聲電火花加工平臺是為超硬材料刀具多元智能融合加工提供新的實驗裝置,特別用于智能化復合加工中對效率和精度要求較高的領域。為高端刀具的高效精密刃磨及刀具的減摩提供實驗裝置支持。專用數(shù)控系統(tǒng)是旋轉(zhuǎn)超聲加工平臺的核心,其集成了加工工藝和全自動化加工過程控制,對機床的穩(wěn)定性、可靠性、加工精度和效率有著至關重要的影響。開放式體系結構己成為現(xiàn)代數(shù)控系統(tǒng)的發(fā)展方向,具有更好的通用性、柔性、適應性和擴展性。文中主要探討該平臺開放式數(shù)控系統(tǒng)的關鍵技術。
1、旋轉(zhuǎn)超聲電火花加工平臺結構設計
該平臺是精細電火花加工試驗裝置,其具有旋轉(zhuǎn)超聲加工特點,相比于其他電火花加工裝置有效率高、精度高的特點,適用于較高要求的特種電火花加工。
平臺本體總體布局見圖1。主體采用X一Y、Z三軸工作臺,三軸分別采用電機帶動導軌絲杠運動,導軌上裝有滑板;X, Y軸呈90°交叉疊放,Z軸豎直立于加工平臺上,工作臺可以在水平面內(nèi)實現(xiàn)X, Y兩軸的直線運動,而Z軸在垂直方向運動。各軸均安裝有滑動板,X軸的活動板上安裝Y軸,Y軸滑動板上安裝工作液槽及工作臺,液體槽用2 mm厚鋼板焊接而成,底部留有圓孔,用于排掉加工液;固定在Y軸滑板的工作臺上.Z軸的主要部分是回轉(zhuǎn)主軸,采用立式結構,內(nèi)嵌超聲發(fā)生換能器和電火花脈沖電源發(fā)生器;回轉(zhuǎn)軸C軸繞Z軸轉(zhuǎn)動,將主軸安裝于Z軸運動部件的滑動板上;回轉(zhuǎn)主軸內(nèi)裝嵌有變幅桿,其整體為階梯型變截面桿結構,端部是與主軸連接的法蘭結構,安裝方式是內(nèi)入式,即部分變幅桿嵌入在主軸里面,剩余部分裸露在主軸外面,供連接加工裝置用。
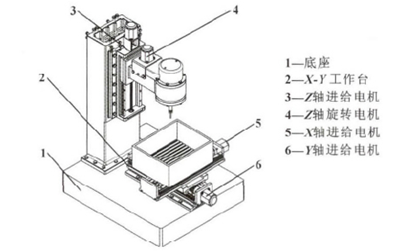
圖1 旋轉(zhuǎn)超聲加共平臺本體總體布局圖
該平臺將超聲振動、電火花、磨削3種加工方式有機智能融合,結構簡單。在各加工階段以不同的目標驅(qū)動,智能化的采取不同的復合方式和加工參數(shù),來達到提高工件加工效率、保證刃磨精度的目的。
2、數(shù)控系統(tǒng)硬件設計
綜合考慮可靠性、實時性、定位精度和機床成本等因素,采用基于運動控制卡和工控機構成的主從開放式體系結構。
數(shù)控系統(tǒng)硬件基本構成和功能模塊分別如圖2和圖3所示。硬件主要包括一塊運動控制卡、三臺伺服電機(帶編碼器)、三臺伺服驅(qū)動器;X一Y及Z軸導軌上限位開關和接近開關等反饋機構;電源和工作液泵等執(zhí)行機構。數(shù)控系統(tǒng)硬件模塊包括控制柜、狀態(tài)監(jiān)測、顯示與開關面板、輸入設備和數(shù)控界面等。運動控制卡為整個數(shù)控系統(tǒng)硬件的核心,采用ART公司的USB1020四軸處理實時反饋和控制算法。上位機由工控機+觸摸屏構成,主要處理數(shù)據(jù)通信、參數(shù)設置和界面顯示。運動控制卡與工控機之間采用USB總線通訊方式,提高了數(shù)據(jù)傳輸速度和抗干擾能力。為了近距離觀察和操作方便性,設計了手控盒控制面板,利用并行IO信號進行通信。
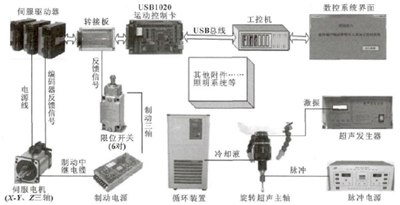
圖2 數(shù)控系統(tǒng)硬件主要構成
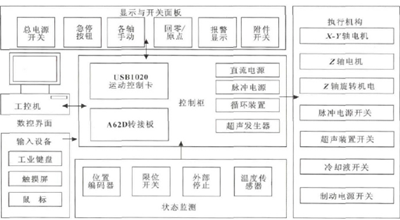
圖3 數(shù)控系統(tǒng)硬件功能模塊
為提高加工平臺的自動化程度,以滿足超硬材料多元智能融合加工需求,旋轉(zhuǎn)超聲電火花加工平臺各軸設計指標見表1. X一Y, Z軸都采用伺服電機驅(qū)動,伺服電機自身的旋轉(zhuǎn)編碼器為反饋系統(tǒng),更好地控制各軸的運動位置。每軸配有兩個限位開關,以確定正限位、負限位和零位。旋轉(zhuǎn)Z軸采用步進電機控制。

表1 旋轉(zhuǎn)超聲電火花加工平臺各軸設計指標
3、數(shù)控系統(tǒng)軟件界面設計
基于力一便性和產(chǎn)品化設計原則,采用C#編寫分屏數(shù)控界面,界面示例如圖4所示。數(shù)控界面擴展了鼠標、工業(yè)鍵盤快捷鍵、觸摸屏等,滿足不同操作者的習慣,獲得更大程度上的操作方便性。
數(shù)控界面主要由機床原點、各軸運動、外部停止、參數(shù)設置、刀具參數(shù)以及開關操作等功能模塊分屏界面組成。在各分屏界面中,具有狀態(tài)顯示和按鈕控制相應功能,實現(xiàn)輔助操作、參數(shù)設置和全自動化加工的所有功能。每個分屏界面都包括當前狀態(tài)、動作時間、實時時間和功能按鈕區(qū)等部分。界面以綠色和藍色作為主背景,減輕操作者長期操作引起的視覺疲勞。
歡迎界面作為初始數(shù)控界面,點擊“進入系統(tǒng)”進入操作界面。機床原點界面(如圖4 (a)所示),用于機床上電后確定各軸的物理原點,以完成3個數(shù)控軸所在小標系的回零操作。各軸運動界面(如圖4 (b)所示),實現(xiàn)各軸的點動微調(diào)。點動過程中分為連續(xù)點動和單步點動。同時,還可以對點動速度進行設計。開關操作界面(如圖4 (c)所示),用于總開關、各軸啟動/停止、暫停等操作。刀具參數(shù)設置界面(如圖4 (d)所示),用于對刀具直徑補償、長度設置、進給率調(diào)整等參數(shù)的設置。
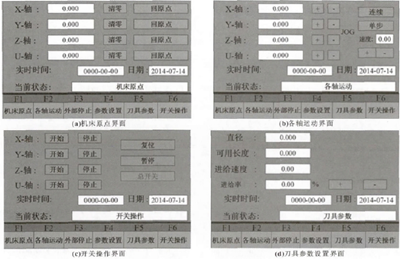
圖4 分屏數(shù)控界而示例
4、加土用脈沖電源設計
微細電火花加工是一種非接觸式的、無宏觀切削力的微細加工方法。微能脈沖電源是微細電火花加工系統(tǒng)的關鍵技術,其性能好壞直接關系到微細電火花加工工藝指標的優(yōu)劣。
為滿足加工精度需要,設計一種可控式RC脈沖電源。利用上位機和CPLD設置脈沖參數(shù)產(chǎn)生脈沖序列控制信號,識別處理實時加工狀態(tài)信息,來達到改善加工環(huán)境的目的。利用兩個功率場效應管響應速度快,能夠滿足加工精度的要求。功率管采用專門集成驅(qū)動芯片TPS2812。同時,利用高精度比較器LM307 N對放電狀態(tài)進行實時監(jiān)測,從而保證加工精度的實現(xiàn)。
電源按7個功能模塊進行設計,如圖5, 6所示。包括:主放電回路模塊、檢測模塊、控制模塊、隔離驅(qū)動模塊、工作電源模塊、極性選擇模塊和串行通信模塊。
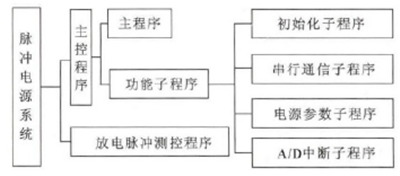
圖5 脈沖電源系統(tǒng)原理框圖
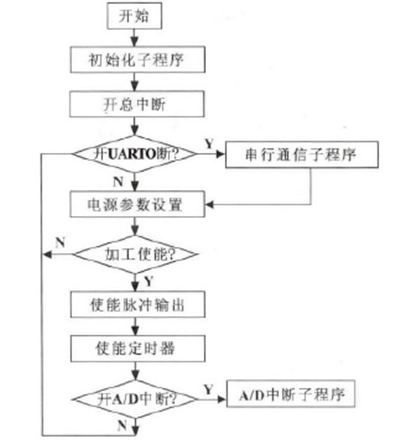
圖6 脈沖電源主程序框架圖
5、電火花加工平臺驅(qū)動策略
以車刀為對象,基于效率和表面微織構驅(qū)動,進行PCD刀具多元智能融合刃磨實驗。而對于非導電的超硬刀具材料,亦可通過輔助電極等方式實現(xiàn)刃磨。其驅(qū)動路線圖見圖7。
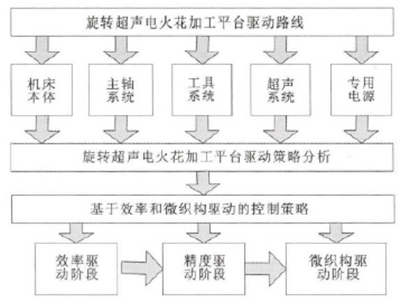
圖7 電火花加工平臺驅(qū)動路線圖
系統(tǒng)根據(jù)具體要求將該過程智能分為動態(tài)的3個階段:
(1) 效率驅(qū)動階段,即加工初始階段。選取大的放電規(guī)準及磨削參數(shù),去除大部分的材料加工余量,提高刃磨效率。
(2) 精度驅(qū)動階段。該階段以磨削為主,去除大規(guī)準電火花粗加工表面產(chǎn)生的變質(zhì)層及顯微裂紋,得到精準的刀具幾何尺寸及光滑的切削刀面。
(3) 微坑織構驅(qū)動階段。精加工階段己經(jīng)獲得了刀具的幾何尺寸及光潔的切削刀面,在該階段主要采取微能脈沖放電與超聲振動結合的方式進行表面改性,形成微織構結構。微能脈沖放電在刀具表面蝕除密布的小四坑,超聲振動起到改善間隙放電狀態(tài)及四坑形貌的作用。
6、結束語
對旋轉(zhuǎn)超聲電火花加工平臺進行設計。其中,主要對平臺的軟硬件和脈沖電源進行了詳細論述,設計了數(shù)控系統(tǒng)的加工界面。為研究超硬材料刀具多元智能融合加工提供了實驗設備,同時也為高端刀具的高效精密刃磨及刀具的減摩提實驗裝備支持。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況