



基于數字化編碼-播放體系結構的電火花線切割加工數控系統
2017-2-7 來源:上海交通大學機械與動力工程學院 作者:鄭君民,陶旭牧野,陳默,陳昊,奚學程
摘要:借鑒網絡音視頻制作與播放模式,提出了一種基于“數字化編碼-播放”的新概念靈巧數控系統的體系架構及系統實現方法。該系統采用客戶端/服務器模式,將復雜軌跡運動數字化,即插補過程與機床運動控制分離,以異步運行模式取代傳統的同步運行模式。編碼器負責將復雜運動軌跡通過插補算法進行數字化,生成運動比特流文件,而直接控制機床運動的數控終端則從服務器端下載運動比特流直接進行播放,實現機床的運動。該架構在大大簡化控制系統終端的同時,顯著提高了系統的實時性。此外,一個服務器還可連接多個數控系統終端,同時加工不同的零件。利用該架構構建的線切割數控系統證明了基于數字化編碼-播放架構的數控系統原理的可行性。
關鍵詞:電火花線切割加工;數控系統;編碼器-播放器架構;客戶端/服務器;運動比特流
電火花線切割加工廣泛應用于難切削材料、模具、精密器件等加工領域。數控系統是電火花線切割機床的核心部件,也是決定線切割系統加工性能及未來自動化、智能化、網絡化的最重要的核心技術的載體。
由于計算機技術的飛速發展,電火花線切割數控系統正向著智能化、網絡化、集成化及高柔性化的方向發展[2]。純軟件型(PC+實時通訊接口卡)的開放式數控系統因其繼承了現代計算機技術的特點,擁有高計算性能、高靈活性與低硬件成本等優勢,獲得了越來越廣泛的應用。國內外研究機構也對基于PC 的數控系統及其相關技術開展了深入的研究開發,并給出了不同的系統原型,如:基于實時以太網的開放式電火花線切割加工數控系統[3]、基于FPGA NiosⅡ的單向走絲線切割數控系統[4]、基于PCI 總線的往復走絲線切割數控系統[5]、基于Linux的微細電火花加工數控系統[6]、基于EPL 傳輸技術的Linux 開放式實時數控系統[7]、基于組件技術的開放式數控系統[8]等。
目前國產的單向走絲和往復走絲電火花線切割機床普遍采用了國產數控系統。其體系架構的核心部分———插補原理與運動控制機制發源于早期的數控系統。在此機制下,插補與運動控制同步進行,即在每個進給周期,首先完成插補運算,獲得各運動軸的進給增量,然后將各運動軸的增量送給對應的步進電機, 從而驅動工作臺做出相應的運動。每套數控系統須配備針對G 代碼的解釋器,還需做大量的語法語義解析和處理功能。隨著數控系統功能的不斷擴充, 線切割數控系統變得越來越復雜。此外,在生產線上,由多臺機床組成的柔性制造單元或自動化生產線需多臺設備協調同步工作,然而現有的生產方式是由多個單獨運行的數控系統控制加工,很難實現相互配合。
從數控系統發展的大趨勢來看,通用數控系統越來越復雜。然而,線切割的加工模式是相對固定的,功能也較單一。傳統體系架構的通用數控系統相對于線切割的加工工藝而言有著過多的冗余,使數控電火花線切割機床成本偏高,不適合線切割機床的實際需求。
基于以上問題,本文提出了一種與傳統數控系統發展趨勢完全相反的發展思路,并試圖將線切割數控系統做得更加簡單,甚至是簡單到極致。有鑒于網絡音頻的制作與播放方法,本文提出了一種基于“編碼器-播放器”體系架構的數控系統思路,并基于該體系架構實現了線切割數控系統的原型。
1.系統架構及其工作原理
1.1 與傳統體系架構的區別
圖1 是傳統線切割數控架構的示意圖,插補計算與運動控制同步運行,兩者間存在嚴格的時間周期關系。圖2 是編碼器-播放器架構的示意圖,借鑒了數字音頻技術,利用現有計算機網絡,編碼器端負責遠程云計算,播放器端成為加工現場的數控終端,使插補計算與運動控制異步運行,并實現“一對多”的網絡節點工作模式。上述2 種數控系統的運行方式分別是同步與異步兩種方式。傳統的線切割數控系統中,功能模塊間主要通過各數據緩沖區實現數據的傳遞,屬于同步的工作方式。為保證加工過程的連續性,譯碼、速度處理、插補計算模塊同步進行,插補計算又與運動控制模塊同步運行,各模塊間存在著嚴格的時間周期的限定關系,以保證數據流暢地傳遞[9]。而實際上,只有運動控制模塊需嚴格按時間周期執行,因為這直接影響到工件的加工質量。若能提供一種工作機制,提前完成插補,將插補計算與運動控制模塊之間的緊密聯系斷開,加工時只需該結果以特定編碼格式,源源不斷地為運動控制模塊提供控制運動的數據流,即可得到異步的工作方式。
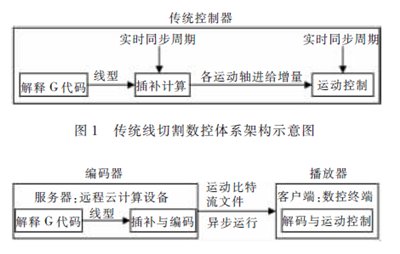
圖2 編碼器-播放器體系架構示意圖
異步運行的數控系統具有其獨特的優勢。首先, 插補不受運動控制周期的影響且無實時性要求,運動控制也不受插補計算時間的約束,既可高效完成更為復雜的插補算法,又可更靈活實時地進行運動控制。而在同步方式下,由于要考慮插補計算的耗時以及該耗時的不均勻性,導致運動控制周期的延長,最終降低了整個系統的實時性能。第二,傳統的同步架構中,插補與運動控制這兩個任務的同步執行是通過對CPU 的分時占用來實現的,因此在異步架構中,將插補任務隔離出去后,運動控制任務的實時性能將會發生顯著提高,大大降低了對復雜實時操作系統的性能依賴。第三,由于已得到了經過編碼的插補結果文件,對于一個重復性的加工任務,每次運行時再也不用重新解釋代碼和插補計算,直接運行結果文件中的數據即可,不僅節約時間, 也提高了整個線切割數控系統的運行效率,簡化了在線運行的數控系統的設計復雜性,降低了其成本。
1.2 “編碼器-播放器”型異步架構的提出
自300 年前的自動演奏樂器誕生以來,作為承載音樂的記錄與播放處理方式經歷了模擬、數字及網絡多媒體時代的重大變革,適應了互聯網時代的發展潮流,并取得了巨大成功。現代的數字音頻技術中,首先,編碼器端完成數字化處理,包括采樣、量化與壓縮編碼;第二步,網絡傳輸,即文件以特定的格式在網絡上流式傳輸;第三步,播放器在線解碼播放。
在上述3 步中,編碼器是一個服務器,而播放器則是一個客戶端,“服務器-客戶端” 的工作模式見圖3。若借鑒這種制作與播放分離的方法,則會極大地簡化傳統插補與位控的同步工作方式,從而為用戶帶來便捷;同時,由于一個服務器可連接多個輕量級的客戶端,方便用戶的同時也節約了大量資源。本文的目的就是將這些網絡音頻技術帶來的便捷與優勢借鑒到線切割數控系統當中。
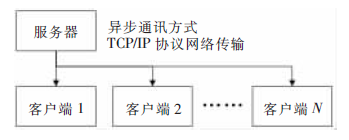
圖3 服務器-客戶端模式
1.3 系統的工作原理
借鑒上述數字音頻技術,可將原控制器執行的復雜計算放在編碼器端離線完成,編碼器端在計算得到一系列插補結果數據,將其編碼壓縮制作成可播放的比特流文件。其示意圖如圖2 左側所示。然后,在編碼器端與播放器端兩者間,應用流式傳輸技術與服務器-客戶端模式, 通過TCP/IP 協議族的網絡傳輸機制將兩者隨時相連。這兩端的工作是一個異步的通訊過程,播放器是客戶端,編碼器是服務器。編碼器可隨時支持多臺播放器的連接與在線播放,其工作模式如圖3 所示。其中,可播放的比特流文件在傳輸過程中會被按順序分割成一系列大小固定的數據包按順序進行傳送。最后,線切割機床控制器被精簡為“播放器”,它負責一邊緩沖接收可播放文件的一系列數據包,一邊按控制的實時節拍解碼播放,最終使得可播放的比特流文件經由播放器在機床各軸上按插補軌跡“播放”。其示意圖如圖2 右側所示。
1.4 “編碼器-播放器”架構的優勢
在編碼器-播放器體系架構中, 編碼器端離線計算得到各個已被編碼的插補結果文件,然后保持對各個相應端口的監聽;各個播放器端在需要加工相應軌跡時,便在線選中所需的結果文件,通過網絡通訊方法,找到相應IP 地址和端口后,在線“播放”。即一個服務器可連接多個數控系統終端,同時進行不同零件的加工。該架構具有以下優勢:首先,在這種體系下,相當于多個傳統線切割數控系統的負責譯碼、速度控制、插補計算的部分,被集成到一個編碼器端中被離線完成,節省了大量的設備資源, 體現了系統在整體規劃上的高效性。第二, 機床的直接控制器簡化成了一個播放器,將系統的簡潔性發揮到極致, 使該控制器功能更專一,運動控制的性能得到提升。第三,在傳統架構中,所有功能模塊運行在同一環境下,一個模塊的差錯會影響到下一個模塊的工作,甚至發生錯誤的累積。而在新體系下,系統相關的穩定性與可靠性得到了大幅提升,原因是插補及其前面的功能模塊被完全從傳統系統中提取出來,待形成準確無誤的插補結果(即運動比特流文件)后,才會供給各個播放器使用,達到了完全的異步工作狀態。第四,由于借鑒了網絡在線點播的技術,可實現一邊緩沖下載一邊播放文件,因此,播放器在任意時刻選中相應可播放的運動比特流文件(即編碼器端所計算得到的結果文件)后,即可立刻進入加工狀態,系統運行得既靈活又高效,充分體現了時間上的快捷性。
2.系統功能的實現
2.1 本系統的組成
本項目的總體架構就是“編碼器-播放器”體系(圖4),區別于傳統的控制器,該系統分為編碼器端和播放器端兩部分。編碼器端包括參數設置界面、插補器、仿真器、編碼器、文件輸出、服務器6 個主要模塊。播放器端包括客戶端、文件讀取、解碼器、播放器4 個主要模塊。
2.2 各模塊功能及相互關系
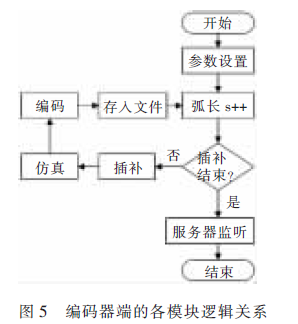
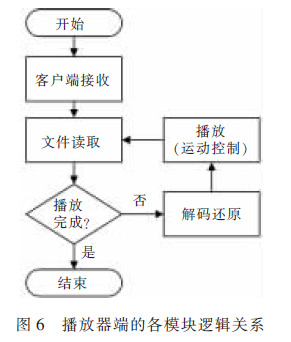
編碼器端的6 個功能模塊間的相互關系見圖5。參數設置界面主要用來輸入被插補曲線的參數。插補器用于將設置好參數的理想曲線進行離散化插補計算。所用的插補算法為單位弧長增量法,這是一種以曲線弧長為參數的插補方法,在每個插補周期內, 根據理想曲線的單位弧長增量投影到XY(或UV)坐標軸的增量大小,決定兩坐標軸各自是否進給[10]。仿真器擁有繪圖功能,用于將插補軌跡顯現在編碼器端的界面上,起到仿真的作用,還可將插補軌跡與理想光滑軌跡作對比,以便檢查插補軌跡的理想程度。編碼器將插補結果中各軸的每一步脈沖增量與方向進行比特流編碼。文件輸出模塊會將每一步的編碼結果全部寫入文件,并保存。服務器模塊會為各目標文件開啟相應的Socket 接口,時刻監聽直至獲取各客戶端的連接,然后發送一系列大小固定的數據包直至將目標文件全部發送完成。播放器端的4 個功能模塊間的相互關系見圖6。客戶端用于從服務器按順序依次下載組成目標文件的一系列數據包。文件讀取模塊按順序讀取已下載的數據包中的編碼, 供解碼器及播放器使用。解碼器將被編碼的脈沖增量解碼還原,得到帶有方向的脈沖增量。播放器則將脈沖增量同時在虛擬界面上和機床上播放出來,從而完成加工過程。
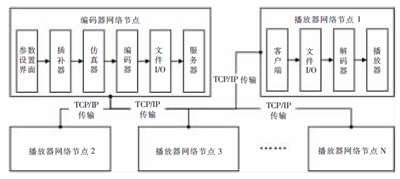
圖4 本系統宏觀組成與邏輯架構
3.實驗驗證
3.1 實驗系統
圖7 是實驗現場的設備組成,箭頭方向指示了設備的連接順序和數據與信號傳輸順序。首先,PC機是播放器,即負責運動控制的數控終端。其次,PC機與Arduino 開發板通過工業實時以太網線連接,由Arduino 開發板負責將播放器播放的每一組脈沖數據轉化為電信號。Arduino 通過4 個針腳與XY 兩主軸的步進電機驅動器相連,并將每組電信號發送給機床步進電機驅動器。最后,步進電機驅動器控制機床主軸進給,從而完成加工。
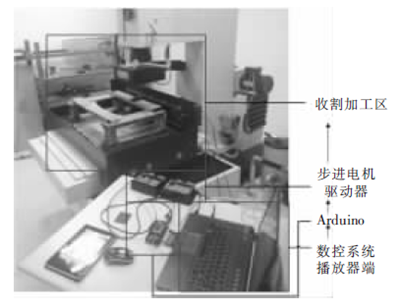
圖7 實驗系統實物圖
3.2 實驗一:小型圓形樣件加工實驗
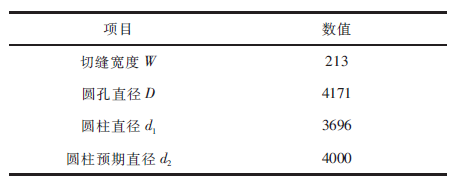
該實驗中,在一塊厚度為1888 μm 的鋼板上切割了一個小型圓柱工件。機床各軸進給速度用每秒鐘進給的脈沖當量(basic length unit,BLU)表示,本實驗進給速度為20 BLU/s。機床的單位脈沖當量為0.8 μm,本實驗切割圓柱體直徑為5000 BLU,因此,切割出的工件理想預期直徑為4000 μm。實驗前,編碼器端已完成所有計算任務, 得到了可播放文件。實驗過程中,播放器流暢而毫無差錯地緩沖接收了來自編碼器端的可播放文件的一系列數據包。為檢驗實驗效果,分別測量了切縫寬度、圓孔直徑及圓柱工件直徑(表1)。
表1 加工結果的測量值μm
在整個加工過程中, 數控系統穩定性優良,電極絲未發生短路,電火花均勻且強度適中,表現出了較高的加工效率。同時,加工出的圓柱工件側面無明顯棱線,具有良好的表面質量,且切縫寬度穩定而均勻,切割圓度良好,具有較高的尺寸精度。加工樣件見圖8。
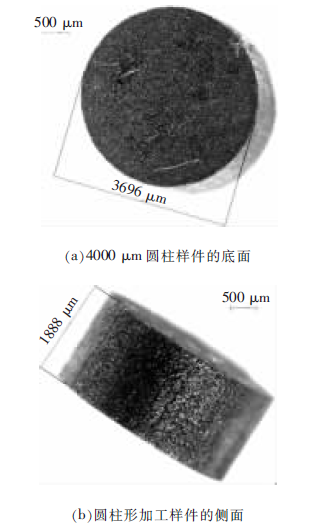
圖8 圓柱樣件
3.3 實驗二:組合線型樣件加工實驗
該實驗中,金屬板材厚度為6725 μm,加工參數與實驗一相同。該工件的周長遠大于實驗一的圓形工件,編碼器端生成的可播放文件總大小為510 kb,整個試驗由播放器控制,令機床主軸進給65 000 余組脈沖增量。該工件的外形比實驗一更復雜,CAD設計圖紙見圖9a,加工軌跡由8 個曲線段和2 個直線段組成,通過相切或相交關系組成封閉的葫蘆圖形。在整個加工過程中,數控終端穩定性良好,脈沖數據傳送與運動控制的實時性能優良,樣件邊緣兩曲線相切處過渡平滑,展現出良好的加工效果(圖9b)。
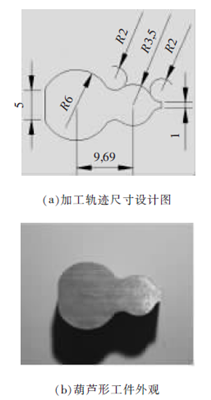
圖9 組合線型樣件
4.結語
本文在以Linux 為操作系統的PC 上, 利用Qt構建了一個基于編碼器-播放器體系的線切割數控系統原型,包括編碼器端和播放器端兩部分。編碼器端包括人機交互界面的開發、“插補-編碼-存儲-輸出”循環的構建、實時仿真畫面的建立、編碼存儲方式的構建與實時體現、異步傳輸服務器的建立等。播放器端包括客戶端的建立、“讀取-解碼還原-播放”循環的構建、電機的實時控制等。主要研究成果為實現了精煉高效的異步運行方式及服務器-客戶端控制模式的線切割數控系統原型。
(1)編碼器端遠程計算并輸出文件,同時執行插補仿真, 以檢驗計算插補結果是否有不正常偏差。
(2)以客戶端/服務器結構,采用TCP/IP 協議族,借鑒網絡流媒體的流式傳輸技術,播放器端以緩存的方式,實時地按順序接收編碼器端的比特流傳輸。其中,服務器與客戶端是異步的工作方式。
(3)播放器端實時解碼并播放(執行)插補文件。
最后,通過樣件的切割實驗,驗證了基于編碼器-播放器架構的線切割數控系統原理的可行性。系統結構在簡潔性與靈活性、運行的可靠性、時間上的快捷性等方面擁有顯著優勢,同時具備很好的控制與加工精度。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

