



基于 UG 自動編程的實際數控 加工問題研究
2016-12-28 來源: 九江職業大學機電工程學院? 作者:尹智龍
一、UG自動編程簡介
市場上有關自動編程的軟件有很多,比如UG、PRO/E、Mastercam 等等,其中 UG 的解決實際加工能力最強,本文就以 UG NX7.5 為研究對象。另外 UG 還包括了建模、NX 鈑金、外觀造型設計、制圖、仿真和加工等諸多模塊(如圖 1 所示),其中本文實例中需要用到了建模和編程兩個模塊。
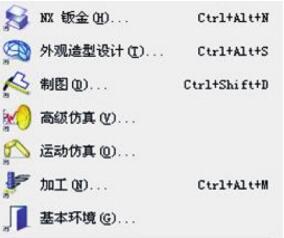
圖1 UG NX7.5 的應用模塊
二、實際加工步驟
1、根據圖紙準備毛坯仔細查看圖紙(如右圖 2 所示),發現本校車間已有毛坯中能與之對應的就是尺寸約在70×70×20mm長方體鑄鐵塊。毛坯上多有銹跡,故需要在牛頭刨床上手動刨削上下表面和至少兩個側面以方便裝夾。
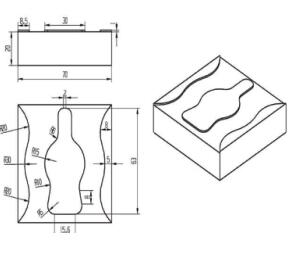
圖 2 自行設計的建模

表 1 加工參數
2、UG自動編程
首先,根據圖紙觀察可知此建模在 UG 可經過粗、精加工兩步完成,具體參數如表 1 所示。
其次,設置好參數后編程完畢,生成粗、精加工刀路如下圖 3、4 所示 :
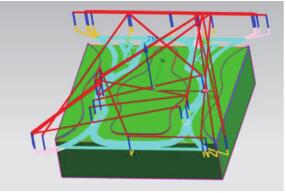
圖3 粗加工刀路
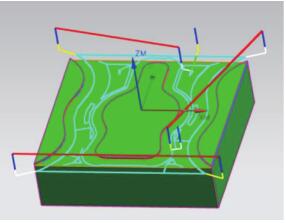
圖 4 精加工刀路
3、后處理
用本機床特定的后處理器
對自動編程的刀路進行后處理,得到的 NC程序(部分)如圖 5 所示 :
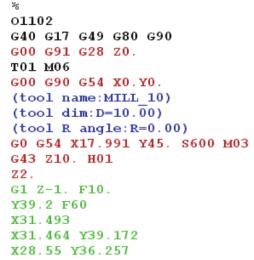
圖 5 后處理的 NC 程序
4、安裝工件
正確將工件安裝于平口鉗上,并用水平儀檢驗其 X、Y 兩方面的水平度。另外,起初不要太用力夾緊平口鉗,等工件的水平度和高度等各方面都校驗好了再用力夾緊,如圖 6 所示。
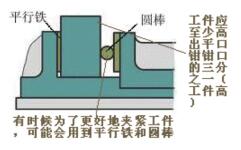
圖 6 工件裝夾
5、對刀和長度補償
①為 UG 編程中用到的粗、精加工各選好一把刀具,將其安裝在銑夾頭上。然后通過自動換刀步驟,將 T1 和 T2 裝入刀庫 ;
②用 T1(φ10)進行 X/Y/Z 三個軸的對刀 ;
③用 T2(φ8)進行長度補償設置,將得到的長度差輸入 “刀偏”,如圖 7 所示 :

圖 7 FANUC_0i_MD 加工中心長度補償設置
④將 FANUC 加工中心設置好,然后將后處理得到的程序放到傳輸軟件 CIMCO 中,針對本機床的實際加工特點將程序修改好后再發送到加工中心中,如圖 8 所示。
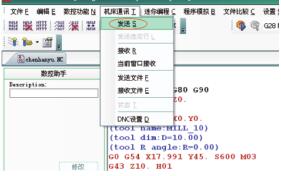
圖 8 CIMCO 發送程序
6、空運行模擬加工
調到 “AUTO”(自動)方式,打開 “MACHINELOCK”(機床鎖定)和 “DRY RUN”(空運行),然后按 “CYCLE START”(循環啟動)。同時打開 “CUSTOM/GRAPH”(用戶與圖形)查看該程序的加工圖形。此步驟一般只能檢查程序是否有語法錯誤。
7、實際加工
如果第 6 步加工出的圖形和建模相同,就可以開始進行第 7 步,即,重回參考點,然后調到AUTO(自動)方式,查看此時液晶顯示屏是否顯示的是你要加工的程序,如果是就按 “CYCLESTART”(循環啟動)開始正式加工。加工完成后如圖 9 所示。

圖 9 實際加工結果
三、結束語
1、設計分析
用游標卡尺等量具測量產品尺寸,根據加工后的產品來分析最初的設計是否合理,比如尺寸、形狀等方面。
2、編程工藝分析
根據產品分析在用 UG 編程時是否存在不合理之處,比如刀具是否選擇合理、主軸轉速和進給率是否合理、刀具直徑百分比是否合理、粗糙度是否合理等方面。
3、加工工藝分析
分析工件安裝、對刀和長度補償等操作方面是否存在可以改進的地方。
4、CIMCO分析
整個加工做完之后,分析在 CIMCO 的使用方面是否存在不足之處,如何改善之。總之,UG 的建模和自動編程功能都很強大,如能熟練掌握 UG 建模和自動編程,那么對于任何復雜的造型基本上都可以進行編程。但想要實際加工出零件,還必須熟悉機床操作,另外還要比較深刻地了解具體機床系統的特點,尤其是利用比較通用的后處理得到的 NC 程序必須仔細進行核查和修改,任何未經修改的 NC 程序貿然進行實際加工,都可能導致意外的事故發生。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

