


IMS 系列伺服控制器和TSM 系列交流異步伺服電機在齒輪機床上的應(yīng)用
2015-4-5 來源: 天津第一機床總廠 作者:杜鴻起
摘 要 本文介紹將IMS系列伺服控制器和TSM系列交流異步伺服電機的新技術(shù)應(yīng)用到齒輪機床,做為刀具主軸驅(qū)動的新方法。由此使數(shù)控銑齒機和數(shù)控插齒機刀具主軸的控制技術(shù)升級。1.實現(xiàn)了數(shù)控銑齒機用手輪脈沖發(fā)生器(簡稱“手脈”)控制刀具主軸調(diào)整找正刀具的功能,解決了銑齒機長期以來機械手動找刀的問題,提高了機床自動化程度和工作效率,降低了工人勞動強度。2.利用強勁轉(zhuǎn)矩特性、過載能力強的優(yōu)點,取消銑齒機原有的刀具主軸驅(qū)動掛輪箱,縮短機械傳動鏈,解決了機床噪音大、加工精度偏低的問題,降低了機床成本。3.利用低速大轉(zhuǎn)矩輸出、零速力矩鎖定、電機準停功能實現(xiàn)數(shù)控插齒機刀具主軸上停功能和工件的準確對刀,解決了插齒機機械抱閘裝置上停不可靠、機床維修不方便、工件對刀不準確的問題。
一、引言
設(shè)計數(shù)控銑齒機、數(shù)控插齒機時考慮到機床成本,刀具主軸驅(qū)動一般不采用NC伺服模塊主軸驅(qū)動,而采用交流變頻器和變頻電機驅(qū)動。由于變頻電機的特性軟,需要靠機械傳動的升降速來滿足刀具主軸的轉(zhuǎn)速和帶載能力,造成機床的傳動鏈長,噪音大,累計誤差大,加工精度偏低。交流變頻器沒有”手脈”輸入接口,實現(xiàn)不了刀具主軸的“手脈”控制功能。變頻電機沒有零態(tài)轉(zhuǎn)矩和準停功能,數(shù)控插齒機只能靠機械抱閘實現(xiàn)刀具主軸上停動作。現(xiàn)在急需一種新型低成本的控制元件做齒輪機床的刀具主軸驅(qū)動。
二、交流變頻控制與交流異步伺服控制做刀具主軸驅(qū)動的分析比較
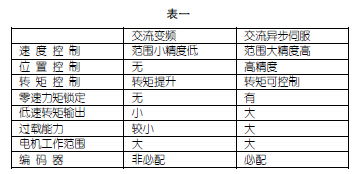
1.控制功能的分析比較
從表一可以看出交流異步伺服電機安裝編碼器,控制器可對其位置、速度、加速度、轉(zhuǎn)矩進行高精度控制,控制系統(tǒng)可實現(xiàn)低速大轉(zhuǎn)矩輸出,零速力矩鎖定功能,這些控制功能都是齒輪加工機床需要的,而交流變頻器無法實現(xiàn)。
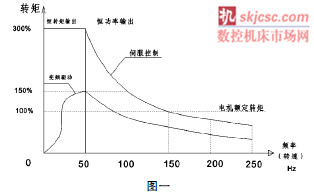
2.交流變頻器與交流異步伺服的轉(zhuǎn)矩特性比較
從圖一可以看出,變頻驅(qū)動電機轉(zhuǎn)矩特性軟,需要靠機械傳動來滿足刀具主軸的運動要求。變頻器在低于5HZ時,電機有轉(zhuǎn)動死區(qū),而交流異步伺服電機轉(zhuǎn)矩特性硬,低速大扭矩輸出,電機沒有轉(zhuǎn)動死區(qū),最大轉(zhuǎn)矩可以達到電機額定轉(zhuǎn)矩的3倍。
3.成本分析比較
通過表二看出使用國產(chǎn)交流異步伺服控制器降低了機床成本。
三、IMS系列伺服控制器與TSM系列交流異步伺服電機在齒輪加工機床上的應(yīng)用實例及效果



1.實現(xiàn)數(shù)控銑齒機“手脈”控制刀具主軸調(diào)整找正刀具的功能數(shù)控銑齒機在精銑齒輪時,為保證齒輪加工精度,必須找正銑齒刀頭的刀高和徑向跳動在0.002以內(nèi)。
使用交流變頻器作刀具主軸驅(qū)動,沒有“手脈”輸入接口,低速轉(zhuǎn)動有死區(qū),只能用機械手動調(diào)刀裝置實現(xiàn)調(diào)刀。以YK2232A機床為例(見圖二),轉(zhuǎn)動機械手輪,經(jīng)過208 — 207 — 32223齒輪傳動使刀具主軸轉(zhuǎn)動。人工手搖機械傳動部件找正銑齒刀,勞動量大,需要多半天時間,費時費力,效率低。再加上齒輪傳動間隙大,手搖有撞擊,運動不平穩(wěn),調(diào)刀精度差,影響零件加工精度。
IMS 系列伺服控制器有“手脈”輸入接口,利用控制器的“脈沖控制”功能,用“手脈”控制刀具主軸的轉(zhuǎn)速及方向,還能準停到位,實現(xiàn)銑齒刀的找正調(diào)整,調(diào)刀只需要1-2小時,效率高,勞動強度低。
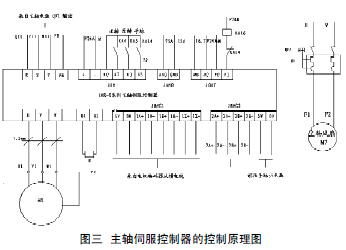
(1)“手脈”功能的控制原理(圖三)、(圖四)
A.使用刀具主軸“手脈”功能進行調(diào)刀時,接通操作面板按鍵,使輸出信號Q4.6=1,這時中間繼電器KA14、KA15同時吸合,KA14接通“手脈”使能X5,同時斷開速度到達信號Y3(為防止“手脈”搖動時,速度到達控制繼電器頻繁通斷損壞),中間繼電器KA15吸合,其開點使手輪脈沖發(fā)生器與主軸伺服控制器的JENC2端子連接。這樣就可以實現(xiàn)手輪脈沖發(fā)生器控制主軸的正反轉(zhuǎn)及轉(zhuǎn)速。
B.不使用刀具主軸“手脈”功能進行調(diào)刀時:斷開操作面板按鍵,輸出點Q4.6=0,KA14、KA15 斷開,KA14 使“手脈”使能X5 復(fù)位,速度到達信號Y3有效,主軸使能由主軸伺服控制器JIN的端子X2、X3控制,主軸速度由系統(tǒng)給出的(0-10V電壓)的模擬量到主軸伺服控制器的JANO端子的AN0 和GND控制。這時KA15的閉點使手輪脈沖發(fā)生器與數(shù)控系統(tǒng)連接,從而控制系統(tǒng)的NC軸的運動。
(2)“手脈”調(diào)刀功能取得的效果
A.結(jié)束了銑齒機靠機械傳動手動調(diào)刀的歷史,實現(xiàn)了機床的自動化,增強了機床功能特性。
B.降低了工人勞動強度,提高工作效率5-6倍。
C.提高了找刀精度,保證了零件加工精度。
D.取消了機床原有的機械手動調(diào)刀裝置,降低成本4000元/臺,實現(xiàn)了機床的降本增效,提高了機床的市場競爭力。
E.刀具主軸“手脈”調(diào)刀功能已推廣到各系列的數(shù)控銑齒機上,為企業(yè)創(chuàng)造了可觀的經(jīng)濟效益。
2. 取消YK2212A數(shù)控銑齒機刀具主軸驅(qū)動掛輪箱機械結(jié)構(gòu),解決機床噪音大、加工精度偏低的問題
(1)原有刀具主軸機械傳動結(jié)構(gòu)
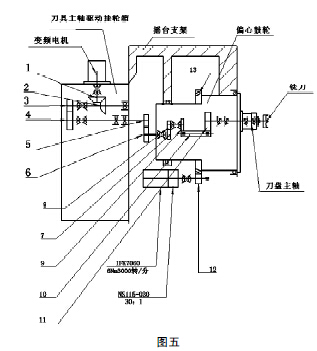
YK2212A機床為滿足1.1吋~3.5吋銑齒刀盤的使用,保證變頻電機有很好的轉(zhuǎn)矩特性,克服變頻電機速度控制范圍小精度低的缺點,設(shè)計了刀具主軸驅(qū)動掛輪箱結(jié)構(gòu)(見圖五)。運動由變頻電機輸出, 經(jīng)弧齒錐齒輪1、2 和圓柱齒輪3-4-5-6-7-8-9-10-11 傳動,使刀具主軸旋轉(zhuǎn)。轉(zhuǎn)速的改變由交換齒輪3和4及變頻電機的調(diào)速來完成。刀具主軸高速旋轉(zhuǎn)時,機床燥音很難控制到83dB以下,用戶意見大。而且傳動鏈長,故障率高,傳動累計誤差大,切齒精度不易保證,機床市場竟爭無優(yōu)勢。
(2)改進后的刀具主軸機械傳動結(jié)構(gòu)
選用TSM-1P5C22伺服電機和IMS-SCT41P5WG-NN伺服控制器做刀具主軸驅(qū)動,利用電機轉(zhuǎn)矩特性硬,低速大轉(zhuǎn)矩輸出,過載能力強,速度控制范圍大精度高的特點,取消刀具主軸驅(qū)動掛輪箱結(jié)構(gòu)(取消弧齒錐齒輪1、2和圓柱齒輪3-4-5-6傳動)。由伺服電機輸出, 經(jīng)圓柱齒輪7-8-9-10-11 降速傳動,使刀具主軸旋轉(zhuǎn),達到轉(zhuǎn)速要求。機床經(jīng)過重切試驗,,電機帶載能力完全滿足機床使用要求。
(3)取得的效果:
A.大大降低了機床噪音(800rpm運行時,由83dB以上降到70dB以下;400-500rpm運行時,機床燥音在65dB以下),改善了機床工作環(huán)境。是機床技術(shù)的重大突破。
B.機床切齒精度容易達到GB/T 11365-1989標準的5-6級,比原來提升1—2級,解決了原有機床切齒不容易合格的問題。
C.每臺機床降低成本2萬元,實現(xiàn)了機床的降本增效,提高了機床的市場競爭力。
D.成功經(jīng)驗正在推廣應(yīng)用到同類產(chǎn)品。
3. 實現(xiàn)數(shù)控插齒機刀具主軸上停動作和準確對刀功能數(shù)控插齒機刀具主軸往復(fù)插削運動中一個特殊動作就是刀軸上停,其作用使插齒刀停在高出加工工件端面的固定位置,保證加工工件安全退出。尤其是插內(nèi)齒工件,上停動作更為必要。
(1)刀具主軸結(jié)構(gòu)的改進
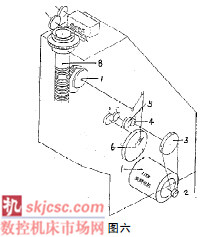
YK58A刀具主軸運動(見圖六),由變頻電動機1輸出, 經(jīng)皮帶輪2、3 —齒輪4、5 —交換齒輪a、b(兩檔,滿足刀具主軸不同沖程要求)—曲柄連桿機構(gòu)6—扇形輪7傳動,使刀具主軸8上下往復(fù)運動。在皮帶輪3處安裝電磁離合器機構(gòu)(機械抱閘)。上停動作通過控制機械抱閘實現(xiàn)。機床傳動皮帶是易損件,定時要更換,更換皮帶必須將電磁離合器機構(gòu)先拆下再裝上。工人工作量很大,需要一天多的時間,不便于機床機械維修。切削工件時由于刀具主軸傳動慣性大,不易使刀具準確停在對刀位置上。使用主軸伺服控制器后,取消了電磁離合器裝置,利用伺服控制器的電機準停和準停到位功能實現(xiàn)了刀具主軸上停動作。并且利用伺服控制器的零速伺服和零速到達的功能,使切削刀具能夠準確停在工
件的對刀位置上。
(2)取得的效果:
A.實現(xiàn)了刀具主軸準確上停動作,解決了機械抱閘上停不可靠的問題。
B.便于工件對刀,解決了因傳動慣性大不易使刀具準確停在對刀位置上的問題。。
C.解決了機床的裝配和機械維修不方便的問題,降低了工人的勞動強度,提高了工作效率。
D.降低了機床制造成本8000元/臺,實現(xiàn)了機床的降本增效,提高了機床的市場競爭力。
四、結(jié)束語
通過以上3個改進實例說明,應(yīng)用IMS系列伺服控制器和TSM系列交流異步伺服電機新技術(shù)做齒輪機床的刀具主軸驅(qū)動,為數(shù)控銑齒機、數(shù)控插齒機的刀具主軸控制帶來了飛躍性的技術(shù)升級。不僅增加了機床功能特性,提高了機床自動化程度和工作效率,解決了機床的噪音大、零件加工精度偏低、機械維修不方便等問題,而且降低了機床制造成本和工人的勞動強度,實現(xiàn)了機床的降本增效,提高了機床的市場競爭力。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況