



加工中心加工垂直度工作精度的誤差分析
2021-1-11 來源:1.齊齊哈爾二機床(集團)有限責任公司等 作者:丁巖,李海,郝小忠
摘要:通過對垂直度的誤差分析,垂直度受多項機床幾何精度影響,建立了幾何誤差與特征公差之間的關系,發現需要改進這些誤差來提升垂直度加工精度值。根據系統的機床誤差分析結果,形成了相應的機床精度改進目標。
關鍵詞:垂直度;誤差分析;位置誤差;幾何誤差
0、引言
加工精度是指零件加工后的實際幾何參數(尺寸、形狀和構成要素的相互位置)與理想幾何參數的符合程度。影響零件加工精度的因素眾多,當溫度變化不大時,機床幾何誤差是機床誤差的主要組成部分,是影響零件最終加工精度的關鍵因素。形位誤差是指零件的實際形狀、方向和相互位置與理想幾何體的偏差,影響零件的功能要求、配合性質和自由裝配性,是評估加工精度的重要指標。由于機床是個多體結構,加工精度受到很多因素影響,為了保險起見,在設計時將機床相關零部件的精度盡可能提高,避免在機床裝配完成后,由于多方面因素影響導致機床的加工精度達不到用戶的要求。并且在制造過程中需要反復驗證試驗和調整以保證加工精度,導致機床的制造周期和制造成本大大增加。為了降低制造成本,減小數控機床的機械加工誤差,提高被加工工件精度,必須對整個機械加工工藝系統誤差影響因素進行測量、評定、建模和補償。
誤差預算是機床精度分析、精度改進時的重要方法,但是面向的是機床零部件的改進需求,卻非直接面向用戶的加工需求進行分析。誤差預算(error budget)的方法由美國的勞倫斯·利弗莫爾實驗室 (LLNL) 的學者Donaldson在20世紀80年代第一次提出。勞倫斯·利弗莫爾實驗室后續對機床精度的誤差預算進行了大量研究,并且用于MAG等多個美國機床生產廠家的機床精度提升過程。對于高檔數控銑床,由于加工的零件的復雜性,零件由復雜特征所組成,對基于機床各個坐標軸方向進行誤差的合成分析需要建立零件加工需求之間的關聯性。因此建立準確可靠的數控機床精度誤差預測模型,為后期數控機床誤差實時動態補償提供有效補償參量是極其重要的。
1、垂直度工作精度的誤差分析
垂直度是機床工作精度檢測項目中的一部分,它的定義為:A、C、D面的相互垂直度及對B面的垂直度(共5個:1)A⊥C;2)A⊥D;3)A⊥B;4)C⊥B;5)D⊥B)。檢測示意圖如圖1所示。
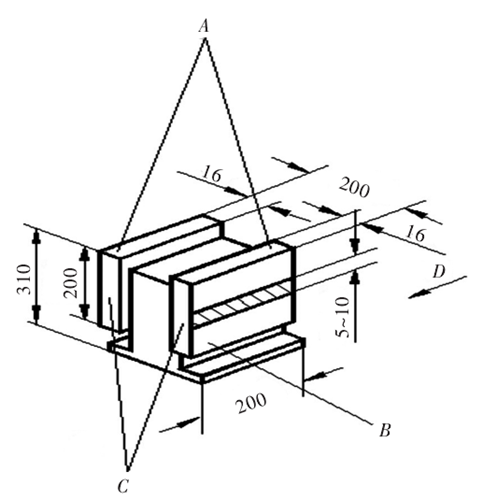
圖1:垂直度7誤差項的示意圖
理論上的A 面是 XZ 平面,它由銑刀沿X軸運動側銑得到。由于刀具位姿的偏差,刀具加工A面時產生了形狀偏差,此形狀偏差影響在A-C垂直度測量的結果。同時,由于X軸和Y軸之間的垂直度誤差,也會影響A-C垂直度測量的結果。C面是XY平面,同理,為銑刀沿Y軸運動側銑得到。誤差分析示意圖如圖2所示。
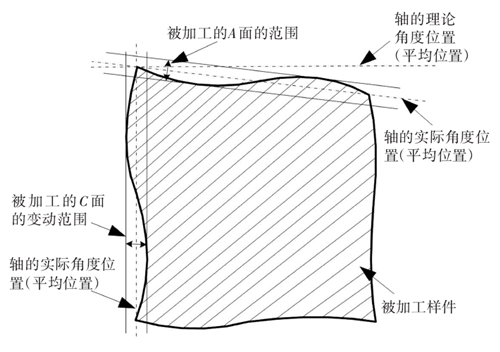
圖 2 A-C之間的垂直度來源分析示意圖
如圖2所示,由于X軸和Y軸之間的垂直度,加工的面A偏離了理想的X軸,所加工的面C偏離理想的Y軸;同時,由于形狀偏差,所加工的面也偏離了理想的矩形區域。
2、建立加工中心的幾何誤差與特征公差之間的關系
垂直度受多項機床幾何精度影響,通過下面的分析,將建立幾何誤差與特征公差之間的關系。
1)參與運動的軸的判斷。由于理想的A面是XZ平面,銑刀沿X軸運動側銑得到,只有X軸移動;由于理想的C面是XY平面,銑刀沿Y軸運動側銑得到,只有Y軸移動。
2)刀軌對參與運動的軸的判斷。無影響。
3)角度誤差對運動誤差的影響。角度誤差屬于按照正弦分布隨機變化的值,因此角度誤差對某些運動位移會產生影響,這需要通過多剛體運動學來計算。同時角度誤差和刀具半徑會合成誤差,正常的切寬的情況下角度誤差與刀具的合成不變。在加工A、C面之時,角度誤差使得刀具姿態發生變化,這會使加工的面的位置發生變化。
4)線性軸的垂直度誤差分析。XY垂直度,最終會影響到兩個平面特征;YZ垂直度,不影響;XZ垂直度,不影響。
5)主軸的兩個垂直度的影響。YS垂直度,不影響;XS垂直度,不影響。
6)對主軸的跳動。銑軸徑向跳動會影響加工表面的質量,影響了所加工的A、C面的位置和形狀。
7)多體運動學計算。
a.側銑平面(X軸移動)時的刀具位姿誤差為(不含垂直度):
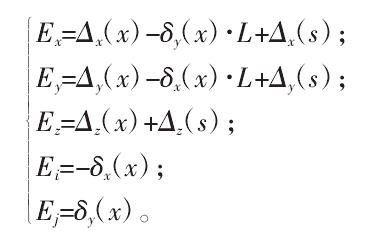
式中:Ex為X軸方向的合成誤差;Ey為Y軸方向的合成誤差;Ez為Z軸方向的合成誤差;Ei為X軸方向的角度誤差;Ej為Y軸方向的角度誤差;Δx(x)為X軸移動時X軸方向的直線度誤差;δy(x)為X軸移動時Y軸方向的角度誤差;Δx(s)為X軸方向的徑向跳動誤差;Δy(x)為X軸移動時Y軸方向的直線度誤差;δx(x)為X軸移動時X軸方向的角度誤差;Δy(s)為Y軸方向的徑向跳動誤差;L為系數;Δz(x)為X軸移動時Z軸方向的直線度誤差;Δz(s)為Z軸方向的徑向跳動誤差。
b.側銑平面(Y軸移動)時的刀具位姿誤差為(不含垂直度):
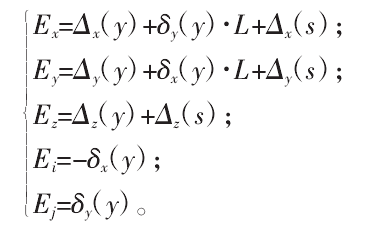
式中:Δx(y)為Y軸移動時X軸方向的直線度誤差; δy(y)為Y軸方向的角度誤差;Δy(y)為Y軸移動時Y軸方向的直線度誤差;δx(y)為Y軸移動時X軸方向的角度誤差;Δz(y)為Y軸移動時Z軸方向的直線度誤差;Δz(s)為Z軸方向的徑向跳動誤差。
8)誤差的合成。誤差主要是由兩個面的誤差、加工時的垂直度誤差共同產生的。
a. A面的形面誤差計算。參考第7)項的分析,刀具側銑(X軸移動)加工的誤差就是Ey+R·(1-cos Ea),由于R·(1-cos Ea)屬于二階誤差,側銑的誤差就是Ey。
基于允差值進行計算如下:由于Δy(x)+δx(x)·L的測量是在合格證書中體現在一起的,立柱移動在垂直平面內的直線度的允差值為0.015/500。500 mm之內測得誤差為0.015,而200 mm的誤差是0.0095。因此,合成側銑的誤差為(0.0092+0.0152)1/2。
b.C面的形面誤差計算。同理刀具側銑(Y軸移動)加工的誤差為:

c.誤差的垂直度影響是:主軸箱垂直移動對立柱移動的垂直度的允差值0.03/1000。1000 mm之內的測得誤差為0.03 mm,而按照平RSS原理200 mm的誤差評估值是0.013 mm。
d. 綜合分析結果。對于A面的角度偏差 (200 mm長度)為:0.021=(0.0092+0.0152+0.0132)1/2;同理,C面的角度偏差(200 mm長度)為:0.017=(0.0092+0.0152)1/2;兩個面A -C 之 間 的 垂 直度 誤差 的 估 計 值 為 :0.027 =(0.0212+0.0172)1/2。
綜合上述分析結果,δy(x)為X軸移動時Y軸方向的直線度誤差與δx(x)為X軸移動時X軸方向的角度誤差合成產生的局部誤差,Δy(s)為Y軸方向的徑向跳動誤差產生的局部誤差,Δx(y)為Y軸移動時X軸方向的直線度誤差與δy(y)為Y軸方向的角度誤差合成產生的局部誤差,Δx(s)為X軸方向的徑向跳動誤差產生的局部誤差,在200 mm計值為輸入)0.027 mm。
3、基于實際值進行計算
3.1、A面的形面誤差計算
由于Δy(x)+δx(x)·L的測量是在合格證書中體現在一起的。直線度的實際值0.015/500。500 mm之內的測得誤差為0.015,而200 mm的誤差可能是0.0095(按照平方根原理)。因此,合成側銑的誤差為(0.0092+0.0102)1/2。
3.2、C面的形面誤差計算
同理,刀具側銑(Y軸移動)加工的誤差是Ex=Δx(y)+δy(y)·L+Δx(s)。由于Δx(y)+δy(y)·L的測量是在合格證書中體現在一起的,即立柱移動在水平面的直線度。因此合成側銑的誤差為(0.0092+0.0102)1/2。
3.3、誤差的垂直度影響
主軸箱垂直移動對立柱移動的垂直度的實際值0.02/1000。1000 mm之內的測得誤差為0.02 mm,而按照RSS原理(平方根原理)200 mm的誤差評估值是0.008 mm。
3.4、綜合分析結果
對于A面的角度偏差 (200 mm長度) 為0.015=(0.0092+0.0102+0.008
2)1/2。同理,C面的角度偏差(200 mm長度)為0.013=(0.0092+0.0102)1/2。兩個面A-C之間的垂直度誤差的估計值為0.020=(0.0152+0.0132)1/2。
綜合上述分析結果,Δy(x)為X軸移動時Y軸方向的直線度誤差與δx(x)為X軸移動時X軸方向的角度誤差合成產生的局部誤差,Δy(s)為Y軸方向的徑向跳動誤差產生的局部誤差,Δx(y)為Y軸移動時X軸方向的直線度誤差與Δy(y)為Y軸方向的角度誤差合成產生的局部誤差,δx(s)為X軸方向的徑向跳動誤差產生的局部誤差,在200 mm長度上形成兩個面A-C的垂直度對應的機床誤差(以測量值為輸入)0.02 mm。
3.5、確定需要改進的誤差項
因此,根據上述分析結果,在兩個面A-C之間的垂直度中,需要改進的誤差項為:X軸移動時Y軸方向的直線度誤差Δy(x),X軸移動時X軸方向的角度誤差δx(x),Y軸方向的徑向跳動誤差Δy(s),Y軸移動時X軸方向的直線度誤差Δx(y),Y軸方向的角度誤差Δy(y),X軸方向的徑向跳動誤差δx(s)。
參考機床的幾何精度項與機床設計標準中的對應關系,即對應于機床設計表中的立柱移動在垂直平面內的直線度、主軸箱垂直移動在橫向平面內的直線度,主軸箱垂直移動對立柱移動的垂直度等項。通過上述分析,可以發現需要改進這些誤差來提升垂直度加工精度值。
4、結語
根據分析結果,可以確定需要改進的誤差項,對相應的零部件精度進行改進提升,為實際生產中的問題提供了解決思路。有效解決了機床制造企業在機床改進過程中依賴經驗或反復試驗導致的周期長、工作量大等問題,同時還可以作為指導機床精度設計,提供精度設計的理論依據,針對機床用戶對機床提出的適用于用戶典型件加工的精度要求,指導機床用戶對已有的機床的進行精度參數分析,為指導機床使用和機床的購置提供依據。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

