



加工中心鏜孔加工防振技術
2021-1-6 來源:浙江通力重型齒輪股份有限公司 作者:杜王靜
【摘要】: 根據(jù)減速機箱體幾何結構特點,針對原鏜孔工藝進行分析,結合實際生產(chǎn),設計了一種加工中心鏜孔加工防振技術,解決了長徑比在 5 倍左右徑時鏜孔振刀問題,提升了加工效率與精度,并給出了相應數(shù)據(jù)。
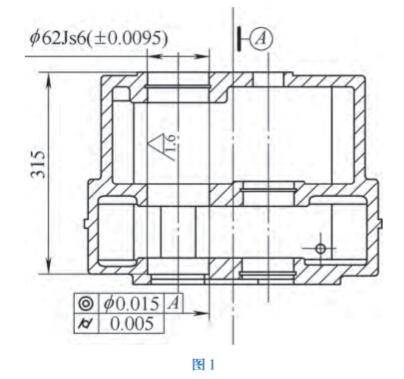
材料牌號為 HT200 的減速機箱體,經(jīng)模型鑄造,去應力退火后,硬度 150~230HB,金相組織主要以珠光體的形式存在。加工部位如圖 1所示。
箱體軸承孔一般采用鏜削的方法加工至圖樣要求。長徑比在 5 倍左右時,極易出現(xiàn)鏜孔振刀現(xiàn)象,從而影響孔的同心度、圓柱度和表面粗糙度。采用防振刀具加工,雖然能解決振刀問題,但刀具成本昂貴,一般中小企業(yè)難以承受。
1.鏜孔加工方法分析
為保證箱體經(jīng)模型鑄造去應力退火后正常加工,在模型鑄造時,軸承孔應適當留余量。如金屬模型鑄造的減速機箱體,為避免鑄造誤差使工件尺寸超差,圖樣要求 φ 62H7、長度 315mm
的軸承孔,一般留直徑余量 2~4mm。鏜削時存在以下困難 :
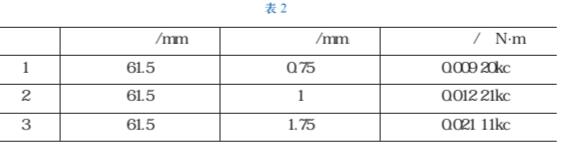
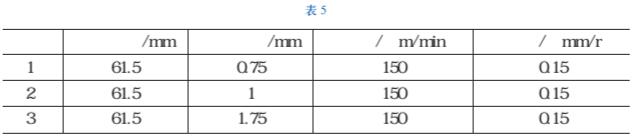
(1)粗鏜時,鑄件類粗鏜可轉(zhuǎn)位硬質(zhì)合金刀片單邊切深 0.75~1.75mm,切削刃寬 0.25mm,切削參數(shù)如表 1 所示。
通過以下公式可以計算切削扭矩 :
Mc=vcapFnkc(1 - ap/Dc)/(2nπ)
(1)式中,Mc 是切削扭矩 ;vc 是線速度 ;ap是切削深度 ;Fn 是每轉(zhuǎn)進給量 ;kc 是特定切削力 ;Dc 是孔徑 ;n 是轉(zhuǎn)速。
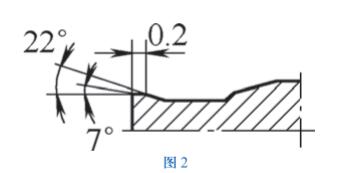
不同切深量,雙刃粗鏜刀所產(chǎn)生的切削扭矩如表 2 所示。
經(jīng)測試,出現(xiàn)振刀,切深越大,雙刃所產(chǎn)生的切削扭矩越大,振動越強烈,勉強加工 3 件,刀片出現(xiàn)崩刃,無法繼續(xù)使用。
(2)為排除粗鏜振刀對精鏜的影響,先用防振刀進行加工,保證表面質(zhì)量,再進行精鏜測試。精鏜時,鑄件類精鏜可轉(zhuǎn)位硬質(zhì)合金刀片單邊切深 0.25mm,切削刃寬 0.12mm,切削參數(shù)如
表 3 所示。

通過公式(1),計算得出單刃切削所產(chǎn)生的切削扭矩如表 4 所示。

經(jīng)測試,出現(xiàn)振刀,刀片磨損很快,軸承孔同心度、圓柱度和表面粗糙度遠遠超出圖樣要求。
鏜孔加工是目前較為普遍的孔加工工藝,能保證零件加工精度,但長徑比在 5 倍徑左右時,非防振鏜刀加工鑄件軸承孔易發(fā)生振刀。采用防振刀,則面臨高昂的刀具成本,以山特維克可樂滿防振刀為例,鏜直徑 62mm 的防振鏜刀,單件價格一般在 4~6 萬元。
2.改進后的鏜孔加工技術
鏜孔發(fā)生振刀,主要的原因是鏜削加工所產(chǎn)生的切削扭矩大于或等于機床、工件裝夾系統(tǒng)的固有預緊扭矩,從而產(chǎn)生振動。因此當減小切削扭矩時,則遠離了機床、工件裝夾系統(tǒng)的固有預
緊扭矩,避免了振動的產(chǎn)生。減小切削扭矩的措施如下 :
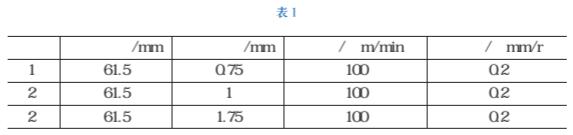
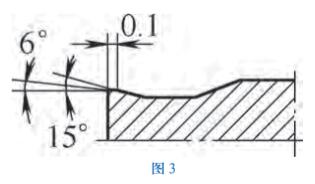
(1)選用小刃寬,帶前角刀片。小刃寬,帶前角刀片具有更加鋒利的切削刃口,能減小單位面積內(nèi)所受的切削力。改進后的粗鏜刀片刃寬、前角如圖2所示,精鏜刀片刃寬、前角如圖3所示。
(2)適當提高線速度,減小進給量。優(yōu)化后的切削參數(shù),如表 5 所示。
產(chǎn)生的切削扭矩如表 6 所示。
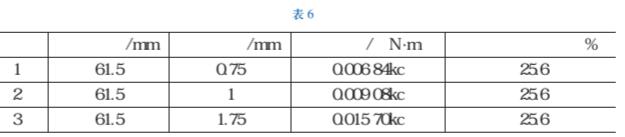
經(jīng)測試,非防振刀粗鏜,無振刀現(xiàn)象出現(xiàn),余量預留均勻。但需注意的是,線速度的提升,應考慮刀片本身的耐磨性,不同品牌廠家,耐磨性能各有不同,主要受涂層技術的限制,國內(nèi)可提供線速度 120m/min 以內(nèi)耐磨性較好的刀片,線速度 120m/min 以上需進口 Sandvik、KENNA、SECO、Iscar 等公司的刀片。
(3)減小切深。從以上表格的計算數(shù)據(jù)看,不同切深對切削扭矩也存在較大影響,切深1.75mm 產(chǎn)生切削扭矩是切深 0.75mm 產(chǎn)生切削扭矩的 2.3 倍。因此,在精鏜時,切深優(yōu)化為 0.14mm,線速度優(yōu)化為 155m/min,進給量優(yōu)化為 0.12mm/r,鏜削加工產(chǎn)生的切削扭矩為 0.000 52k c,與改進前的精鏜相比,切削扭矩減少了 55.17%,增加內(nèi)冷鑄件切削液,效果更佳。
經(jīng)測試,非防振刀精鏜,無振刀現(xiàn)象出現(xiàn),同心度、圓柱度和表面粗糙度均符合圖樣要求。從檢驗記錄和生產(chǎn)統(tǒng)計來看,已穩(wěn)定加工 503件箱體,滿足批量生產(chǎn)要求。
3.結語
鏜孔技術是當前自動化生產(chǎn)的重要工序之一,結合數(shù)控機床應用,合理選擇刀片、切削參數(shù),充分發(fā)揮刀具本身的價值,給企業(yè)帶來更多的利潤空間的同時,也為我國制造業(yè)的可持續(xù)發(fā)展增添一份力量。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況