



基于VMCH850數控加工中心斗笠式刀庫電氣控制優化設計
2018-12-24 來源:湖北工業大學 作者:秦曉陽
摘要:針對當前數控加工中心斗笠式刀庫換刀過程中存在的問題進行改進及電氣控制優化設計,詳細介紹換刀的動作過程、改進的方法、刀庫的I/O接線圖、PMC程序。該電氣控制設計合理,方便可靠,對其他數控加工中心設計具有借鑒作用。
關鍵詞:FANUC數控系統;斗笠式刀庫;PMC
0、引言
數控加工中心配備刀庫是其與普通數控機床的最大區別,它能實現快速自動換刀,省去數控機床傳統換動刀時每次都需要手動換刀及再次對刀過程,從而大大提高了零件加工的效率及質量。數控加工中心刀庫一般分為斗笠式刀庫和凸輪式刀庫,換刀方式相對應為固定換刀和隨機換刀。
當前數控加工中心斗笠式換刀過程還存在一些問題待改進,本文重點介紹電氣控制優化設計思路和方法。1固定換刀動作過程根據主軸有無刀、換刀和取刀功能狀態,固定換刀動作過程可分為四種情況。
第一種為指令取刀號為主軸上刀號,換刀動作不執行,換刀結束。
第二種為主軸無刀,指令直接取刀。執行換刀指令后,Z 軸執行機械回零,主軸定向,刀庫前進右位,主軸松刀,刀庫旋轉到指令取刀號位,Z 軸下降到第二參考點,夾緊刀具,刀庫回退左位,換刀結束。
第三種為主軸有刀,指令直接還刀。執行還刀指令后,Z 軸直接回到第二參考點,主軸定向,刀庫前進右位,主軸松刀,Z 軸回第一參考點,主軸緊刀,刀庫回退左位,換刀結束。
第四種為主軸有刀,指令要取刀庫上的刀。執行換刀指令后,Z 軸直接回到第二參考點,主軸定向,刀庫旋轉到主軸上刀號位,刀庫前進右位,主軸松刀,Z 軸回第一參考點,刀庫旋轉到指令取刀號位,Z 軸回到第二參考點,主軸緊刀,刀庫回退左位,換刀結束。
2、換刀過程存在的問題
換刀過程由PMC控制及刀庫表記錄數據,規范操作及運行情況下,整個斗笠式刀庫換刀過程都能正常運行,但如果有人為操作失誤或外界電源因素干擾,就可能出現換刀混亂故障例如缺乏主軸上有無刀的判別。如果不對主軸上是否有刀進行判別,此時主軸上已有刀,這時PMC刀庫表是記錄了該刀號數據的,但如果人為取下該刀,會導致 PMC 刀庫表數據跟實際的對應不上,PMC 還是會認為刀具在主軸上,這就會讓整個換刀過程出現混亂;
但如果是取下主軸上刀后又手動換上其他刀具,會導致現在的刀具跟原來 PMC刀庫表記錄的數據對應不上,嚴重時可能出現主軸上刀柄跟刀庫上刀柄相碰撞的嚴重事故,造成
主軸、刀具、刀庫和機械卡手損壞。
3、電氣控制優化設計
數控加工中心主軸箱如圖 1 所示,主要由主軸電機、打刀缸、主軸軸體和傳動機構構成[。打刀 缸 通 氣 下 壓時,主軸拉爪松開,實現主軸松刀功能;打刀缸斷氣回位時,主軸拉爪收緊,實現 主 軸 緊 刀 功能。

為了實現主軸有無刀判別,在電路設計中加入紅外線發射器和接收器,如圖2 所示。
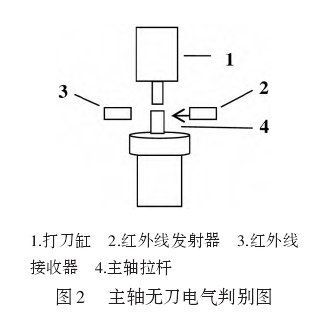
當主軸上無裝刀具時,主軸拉桿伸出長度會比較長,這時紅外線發射器發射的信號會被主軸拉桿擋回,接收器收不到信號,輸出低電平到 PMC 端 , 經過 PMC 編 程 ,判斷主軸上無刀狀態。當主軸上裝有刀具時,如圖3 所示。此時主軸 拉 爪 抓 住 刀具,主軸拉桿會比原先下降一小段距離,這時紅外線發射器發射的紅外線剛好穿過主軸拉桿上方,接收器收到信號,輸出高電平到 PMC 端,經過PMC 編程,判斷主軸上有刀狀態。

4、 PMC編程設計
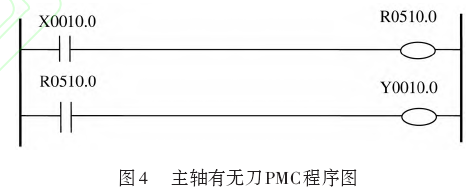
把紅外線接收器信號輸出端連接PMC的X10.0輸入端,當主軸有刀時,紅外線接收器輸出高電平,X10.0為高電開關閉合,從而輸出中間繼電器 R510.0,告訴數控系統主軸裝上刀了,同時 R510.0 觸動閉合,輸出 Y10.0,在控制面板上顯示主軸有刀燈亮。如果主軸無刀,紅外線接收器發送低電平到達 X10.0,R510.0 為低電平,系統得到主軸無刀信號,同時 Y10.0 無輸出,控制面板上主軸有刀燈滅。(PMC程序如圖4所示)
5、結語
刀庫電路經過優化設計后,在實際應用中效果良好,換刀過程更加穩定可靠,避免了換刀過程中PMC刀庫數據與實際數據不相符的情況,從而避免了刀撞刀等嚴重事故的發生,為高效率高質量的零件加工生產提供了有力的保障。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

