



某立式加工中心滾珠絲杠副反向間隙值的灰色預測
2018-12-12 來源:南通職業大學機械工程 南通科技投資集團 作者:張麗萍 李業農 周小青 趙建杰
摘要: 通過球桿儀對某立式加工中心同一位置進行定期檢測,得到該加工中心 Y 軸反向間隙值的數據序列。將 Y 軸的反向間隙值的過去及現在已知的或非確知的情況視作一個灰色系統。按灰色系統建模法予以建模,通過累加生成得到單調遞增的時間數據序列,據此建立灰色系統模型( 簡稱系統模型) 白化形式的微分方程,再通過殘差模型的修正,進一步提高計算精度。修正后的灰色系統模型( 簡稱修正模型) 可用來預測 Y 軸的反向間隙值的變化規律,為該加工中心的后期檢修及消除反向間隙提供依據。
關鍵詞: 加工中心; 滾珠絲杠副; 反向間隙; 球桿儀; 檢測; 灰色預測
0 引言
滾珠絲杠副由絲杠、螺母和滾珠等零件組成,是數控機床的關鍵功能部件。由于滾珠絲杠副間是滾動摩擦,其傳動精度和定位精度均較高,反向間隙小,傳動效率高,它被廣泛應用于數控機床的傳動進給系統中。
VMCL600 型立式加工中心是一種中小規格的加工中心,X、Y、Z 三軸均采用高精密級滾珠絲桿和軸承,滾珠絲桿和伺服電動機以繞性聯軸器直聯,通過滾珠絲桿副傳動,實現三坐標聯動,能加工出各種型面的零件。在這種條件下加工出零件的精度,顯然同每個坐標的移動的形狀精度、各坐標間的相對位置精度及各坐標的定位精度有直接關系。
加工中心加工零件時,隨著進給速度、切削力和加工方案的變化,絲杠軸上螺母的位置發生了改變,作用于滾珠絲杠副的動載荷及位置也隨之發生了變化,導致絲杠軸產生了一定的彎曲; 滾珠和滾道接觸產生的滾動摩擦、滑移、扭動以及滾珠之間的碰撞和擠壓,使滾珠和滾道產生了磨損。
雖說滾珠絲桿副的故障是通過磨損、疲勞、斷裂、腐蝕、塑性變形和衰退等多種方式表現出來的,但其磨損故障所占的比例最大。由此可見,滾珠絲桿副的滾珠和滾道磨損是其失效的主要形式,其磨損過程由于受到環境因素及材料不同的影響,表現出復雜性、多樣性和隨機性,它直接導致加工中心的重復定位精度下降,反向間隙增大。
用激光干涉儀等檢測儀器檢測加工中心的重復定位精度,毎次重復定位精度檢測值表現為不同數值,不易評價滾珠絲桿副的磨損情況。用球桿儀檢測反向間隙,通過設定加工中心的運行程序,使 X、Y 兩軸聯動,使球桿儀兩端相對完成圓弧軌跡運動,并采集球桿儀的桿長變化量與誤差元素間的數學模型,結合誤差敏感方向分析,檢測分離得到加工中心反向間隙數值。
通過定期檢測知道,反向間隙數值隨著工作時間的增大和磨損的加劇,有進一步加大的趨勢。 為進一步探索該加工中心反向間隙值變化情況,了解滾珠絲桿副的磨損情況,通過球桿儀定期檢測反向間隙值的已知信息,運用灰色系統理論及方法,對部分信息已知、部分信息未知的小樣本、貧信息和不確定性的系統為研究對象,通過對部分已知信息的生成,對系統的變化規律進行描述,建立一個從過去引伸到將來的灰色系統模型 GM,構建系統在未來發展變化的趨勢,對反向間隙值的未來變化情況趨勢進行預測。
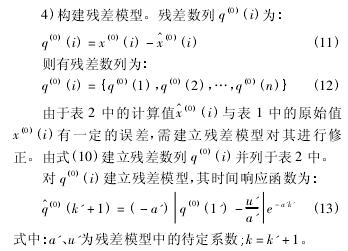
1 、運用球桿儀的誤差檢測
球桿儀由球座和可伸縮的球桿組成。運用球桿儀測量 XY 平面的誤差如圖 1 所示,測量時球桿的一端與工作臺上的磁性精密球座相接觸,工作臺上球座中心為點 P,而另一端與加工中心主軸上的磁性精密球座相接觸,主軸上球座中心為點 O。
在可伸縮的球桿內裝有高精密的線位移傳感器,從傳感器的輸出信號可得出兩個球心之間的精確距離。運用球桿儀測量時,通過加工中心的 XY 軸聯動,使其可伸縮的球桿在 XY 平面內按圓的軌跡運行。若加工中心不存在誤差,則球桿儀的運行軌跡應為標準圓。當存在各種誤差時,可通過分析球桿儀運行軌跡與標準圓之間的偏差進行誤差分析,并從中分離出反坐標為( 200,300) ,球桿儀先從起始角度為 0°的位置逆時針運行 360°,然后再順時針運行 360°回到起始位置。
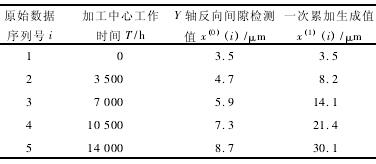
球桿儀在該加工中心開始工作之初的檢測結果如圖 2 所示。圖 2 中運行 1 表示球桿儀順時針運行時的反向間隙誤差變化情況,運行 2 表示球桿儀逆時針運行時的反向間隙誤差變化情況。該加工中心一天 2 班制工作,一年工作 3 500h,故每隔 3 500h 檢測一次,并將 Y 軸的反向間隙檢測值 x( 0)( i) 列于表 1,i為原始數據序列號,i = 1,2,…,n; 上標( 0) 表示原始數據。因 X 軸的反向間隙值比 Y 軸小一些,暫不做分析。
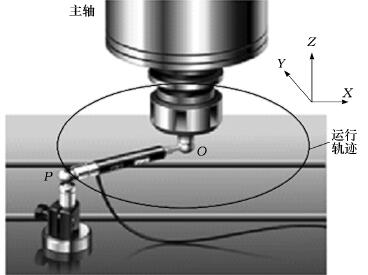
圖 1 運用球桿儀測量 XY 平面的誤差
2、 Y 軸反向間隙值的灰色預測
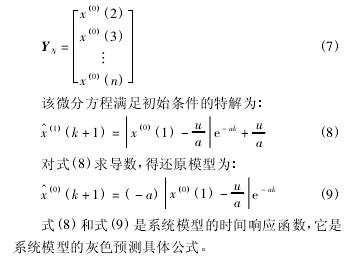
根據灰色系統已知數據建立的模型,從時間發展來看,具有某種規律性和時間外推性,這種模塊才能用來預測。Y 軸反向間隙值是隨著時間的推移,多種因素作用導致誤差增大,精度下降。它是一個時間序列的灰色預測,可以看作是一個等間隔序列的數列預測。其等間隔序列的灰色系統模型的建模步驟如下。

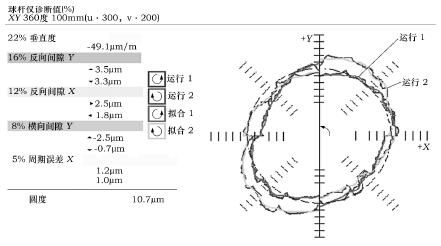
圖 2 球桿儀在該加工中心工作初期的檢測結果
表 1 Y 軸反向間隙的原始數據序列


反向間隙的計算數據序列( 見表 2) 。表 2 中,i = k +1。
表 2 Y 軸反向間隙的計算數據序列
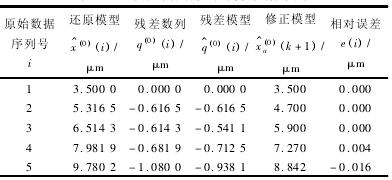


由式( 16) 計算出的相對誤差列于表 2 中,相對誤差值不大于 2% ;說明經修正后的灰色系統模型計算精度比較高。在變換后的式( 15) 中,可以將 k 看作是一個連續變量,故經修正后的灰色系統模型可用來預測與加工中心工作時間對應的 Y 軸反向間隙值。若該加工中心工作時間為 20 000h,k + 1 =20 000 ÷ 3 500 = 5. 71,由式( 15) 得 Y 軸反向間隙為:
Y 軸的反向間隙值持續增大的主要原因是滾珠絲杠副和滾珠絲杠端部的磨損,可通過調整絲杠螺母墊片厚度消除滾珠絲杠副中存在的間隙,調整絲杠的預拉伸量以提高絲杠軸的剛度。若該加工中心滾珠絲杠副反向間隙值的允許值為 12μm,則該加工中心工作達到 2 000h 的時刻,須聘請專業人員來調整滾珠絲杠副反向間隙,使其精度得到一定的修復。同時可利用數控系統反向間隙補償參數的設置進行一定補償。若上述方法仍達不到要求,可通過更換滾珠絲杠副恢復其傳動精度。
3 、結語
通過球桿儀對 VMCL600 型立式加工中心的同一位置的定期檢測,得到該加工中心 Y 軸的反向間隙值的數據序列。將 Y 軸的反向間隙值的過去及現在已知的或非確知的情況,視作一個灰色系統。按灰色系統建模法予以建模,通過累加生成得到單調遞增的時間數據序列,據此建立灰色系統模型白化形式的微分方程,通過表 1、表 2 中的數據可以說明模型計算值比較接近于實際值,再通過殘差模型的修正,進一步提高了計算精度。修正后的灰色系統模型可用來預測 Y 軸的反向間隙值的變化情況,為加工中心的后期檢修、消除反向間隙、建立精度檢測及評價方法提供了依據。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

