



數控銑削加工中宏程序嵌套編程的應用
2018-6-8 來源:昆明冶金高等專科學校機械工程學院教師 作者: 鄧宇翔
摘要:在數據編程中十分高級的語言就是宏程序,用戶可以采用宏程序語言對數控系統的相關變量進行一定的函數關系運算以及算數運算、邏輯運算等,然后按照數據程序中的循環條件命令和相關程序運行語言嵌套綜合使用,一方面將繁多而冗余的程序運行量不斷簡化和匯編,另一方面避免了傳統人工編程過程中運行量大、數據程序容易出差錯的弊端,從我國目前的實踐情況來看,數控銳削加工中宏程序嵌套編程的應用主要是通過雙曲線編程、橢圓編程以及拋物線編程來逐步實現數據的編程過程,在此過程中用戶可以通過具體參數值的調整對零件的相關模型進行改變,完全體現出當前我國數控機床的自動化、智能化與高效的特點。
關鍵詞:數控;銑削加工;宏程序;嵌套編程
0、引言
在我國的數控銑削加工川中最為常見的非圓曲線就是橢圓,因此非圓曲線已經成為手工編程中的重點和難點,對此,本研究中主要針對數控銑削加工中宏程序嵌套編程的應用在橢圓加工中的實際案例展開分析,以FANLIC系統數控銑床加工橢圓的宏程序編寫過程作為案例研究的重要切人點,并對數控銑床加工中宏程序的科學使用方式進行了論述,在此過程中,對宏程序編寫時需要注意的事項進行了闡述,從而結合實際的應用案例對數控銑削加工中宏程序嵌套編程的應用進行了分析。
1、數控銑削加工中宏程序嵌套編程的應用分析
宏程序嵌套編程”。是現代編程技術應用的最高表現形式,這種編程技術采用了十分先進的編程技術工藝,比如切削用量的選擇、數學編程模型的建立以及加工刀具的選取等,這些加工零件都用過宏程序的嵌套編寫具有很高的技藝,尤其是在一些難度很高的零件加工中,通過宏程序的嵌套程序語言匯編相較于傳統的自動化編程效率提高了很多。因此手工編程在某種程度上要比自動化編程優點突出,在實際的嵌套編程應用中,橢圓是一種常見的編程圖形,因此數控銑削加工中宏程序嵌套編程技術人員需要經過橢圓的方程應對各種復雜的數學方程式變換,從而才能不斷對橢圓程序的嵌套編程展開實際應用。
所謂的宏程序〔’就是通過嵌套的宏變量程序進行專業應用程序語言的匯編,這種嵌套編程的程序與子程序相類似,因此在編程過程中可以通過專用的數據代碼指令進行嵌套宏程序的實際調取,這種嵌套宏程序的指令代碼被稱作為嵌套編程宏指令。通常情況下,數控銑削加工中通過宏程序的嵌套語言匯編可以提高數控機床的特殊性能,主要的目的就是可以把尺寸或形狀具有特定規律的數控銑削加工零件通過簡潔性的嵌套編程語言進行表達,所以整個操作過程變的可讀取和可修改,匯編的程序不僅實際應用非常廣泛,而且邏輯嚴謹具有很強的通俗性,所以在數控銑削加工中宏程序的嵌套編程要比CAD/CANT軟件系統自動化生成的數據指令程序反應更為迅速、而且十分便捷。在通常的CAD/CAM軟件生成的程序中,程序字中地址符為一個相關的變量,所以一個程序語言只能針對一個邏輯形狀的實體描述,在這種情況下,編程語言就變得缺少通用性和靈活性。而本文研究的數控銑削加工中宏程序嵌套編程中宏程序為一個參數變量,但可以按照實際的賦值語句進行宏變量的調整,同時與嵌套程序調用語句、循環語句以及子程序語句和分支語句進行相互配合,從而不斷滿足數控銑削加工中宏程序嵌套編程的應用需要。
2、宏程序嵌套編程在橢圓面銑削加工中的應用實例分析
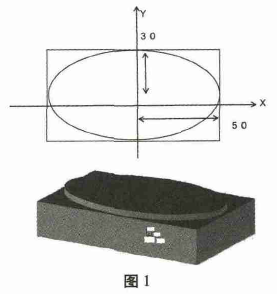
如圖1所示,該研究采用了1 ZCIII的立銑刀在FANUC-Oi系統機床上銑削加工橢圓,深度2 mm,通過橢圓標準方程式與參數方程二二acosa與y = bsiaa構建實際的數學模型,分析加工路線,如圖1所示建立切削工件的坐標系,分別將X,Y,Z軸的零點作為該橢圓零件上表面的中心,在G54寄存器中設置數控機床的坐標系,在銑削加工的工件之外進行垂直下刀銑削,不使用半徑補償。隨后進行NC編程,分別設該橢圓的中心點以及刀具中心、X軸正方向的夾角作為該系統編程程序的變化參數量,這三者參數變化范圍在0一360度之間。通過以上橢圓參數方程對該數控銑削加工中宏程序嵌套NC程序段進行數據編程,具體的編程語言代碼以及命令如表1所示。
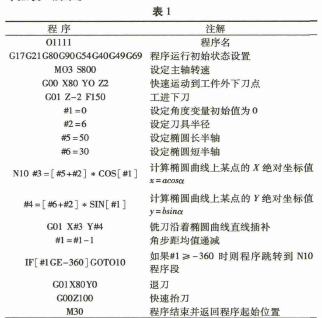
從表1中的數控銑削加工中宏程序嵌套編程的命令語言可以發現,宏程序嵌套編程在FANUC系統中的應用較為廣泛,在數控銑削加工機床中可以直接使用MDI數據編程的方式對命令語言進行匯編,此外數控銑削加工中宏程序嵌套編程的命令語言的編寫可以直接在計算機中進行,經過RSN一32數據通信接口‘6〕端再將編程的命令結果發送傳輸到數控銑削加工機床系統中,通常情況下,數控銑削加工中宏程序嵌套編程的宏程序可以分為兩大類別,一種是按照“Gb5 H一P#一Q#一R#一”的格式編寫的A類數據程序語言[t}},另外一種是直接通過宏程序嵌套編程語言以及數據參數的公式進行的編程語言,這種編程方式與C語言數據編程存在一定的類似之處。在上述程序語言中,宏程序嵌套編程的每一種語言功能分別用“H01一H99”進行表示,“#一”則表示宏程序嵌套編程語言中一個存放參數值的常用地址變化量,這種變量包含以下幾種常見的情況,其中“#I一#33”表示宏程序的局部參數變量,通過相關數據的儲存體現數據自變量的變化情況。
3、 數控銑削加工中宏程序嵌套編程的應用優,點分析
在通常的數控加工中,銑削加工時技術人員經常采用子程序對某一具體的零部件針對某一部分的形狀進行銑削和深度加工,但是子程序的應用存在一定的不足之處,不僅通用性不佳,而且難以滿足當前數控銑削加工中宏程序嵌套編程的相關要求,因此本文通過數控銑削加工中宏程序嵌套編程的應用一方面具有很強的通用性,另一方面數據編程技術人員可以對不同的數控銑削加工內容進行不同的分類,例如將某一類具有共同加工特征的組件結合到一起,然后通過被加工組件的幾何參數信息展開數學模型的構建,與此同時可以按照這一類被加工組件的模型參數編寫出相應的宏程序嵌套編程語言代碼,在實際的數控編程操作時,技術人員無需對數控宏程序嵌套編程語言進行接觸,而是簡單通過相關數學模型所對應的自變量賦值!9〕情況就可以對相關的子程序進行相應的改變,因此這種數控銑削加工中宏程序嵌套編程的應用克服了傳統人工編程中繁瑣、重復編程的弊端。
在一般情況下,我國數控數控銑削加工的機械零件產品經常是由各種回轉面、凸臺、圓孔以及凹槽和斜平面構成,所以很少有不規則的復雜曲面,對于大部分的規則曲面例如錐面、半球以及橢圓半球等通常都可以經過三角函數的參數模型以及相關曲面的標準方程進行相關參數模型的構建,這樣有利于設置相關的參數值與對某些自變量進行賦值編程運算。因此數控加工技術人員在此過程中需要重復編寫多種語言命令程序,所以一方面加大了技術人員的工作量,另一方面十分不利于數控加工程序語言的管理和運行,但是該研究中通過對數控銑削加工中宏程序嵌套編程的應用研究從而減少了技術人員的工作量,也大大提高了數控銑削加工中宏程序嵌套編程的效率。
4 、橢圓在軸類零件中的應用實例分析
4. 1 45號鋼零件圖工藝分析
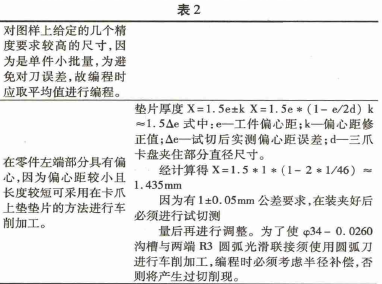
如圖2所示,該45號鋼零件分別由橢圓以及圓柱、內外溝嘈、內外螺紋以及偏心等結構組成,由三件不同的配合輔助零件,該零件構件中有不同的直徑尺寸較為嚴密的尺寸精度要求和表面粗糙度等要求,而且整個工件模型的結構十分完整,完全符合數控銑削加工的要求。該實體構件的整體結構輪廓完整而清楚,并且該零件為標準的45號鋼構件,所以具有良好的加工切削性,此外沒有嚴格的硬度和熱度要求標準。

4. 2 該模型結構的具體加工工藝措施情況數據表
4. 3 宏程序編程實例:異形螺紋45號鋼構件的編程加工程序表

首先,通過上述兩個表的分析,發現在數控切削加工中針對復雜的_1.藝構件并沒有與圓弧相等的銑削刀具,所以在該案例中,數控加工程序相對比較復雜,對于朽號鋼構件的圓弧螺紋是處于橢圓面之上,所以在刀具的選擇以及運行時不僅要結合橢圓的規律車螺紋軌跡運行,又要結合小圓弧的運動軌跡運行,在上述編程中,重點是要找到橢圓與圓弧的圓心之間的轉化關系,從而找到橢圓與小圓弧上某一點之間的相互關系,然后在得到整個45號鋼構件之間的邏輯轉換關系,編寫數控銑削程序。
其次,要準確確定圓心坐標與小圓弧之間的關系,要確保整個45號鋼構件的橢圓螺紋切削運行軌跡準確,必須使橢圓的素線與小圓弧的圓心連線相平行,在該案例中,考慮到數控刀具銑削加工45號鋼螺紋過程中會受到刀具升降速率以及運行軌跡變化的影響,因此應該分別將刀具的刀點與退刀點、向后向前偏移一定的方向和距離,確保道刀具在數控銑削加工45號鋼時不會存在進刀碰撞或者過切的問題發生,確保45號鋼的切削準確,圖中切削的起刀點為第一個小圓的圓心也就是該工件坐標系的坐標,并且需要作圖分析,如下圖模型結構所示。
此外,工藝卡片以及刀具模具參數要素的選擇還要結合該圖中45號鋼的橢圓車螺紋,在同一個起始角下,切削刀具應該從第一個小圓的圓弧中某一點到最后一個小圓弧中的某一點運行軌跡行走,在此過程中該小圓弧的原心坐標會隨著橢圓的變化而發生一定的變化,從而得到相關的模型。該案例研究了橢圓面上圓弧螺紋的編程方式,主要分析了45號鋼的加工銑削思路以及宏程序的嵌套編程應用,像這樣復雜的嵌套編程計算機編程有時也難以解決,而通過宏程序的嵌套編程為45號鋼零件的數控銑削加工發揮了巨大的作用。
5、結束語
綜上所述,應用“HO1一1199”多個工件的坐標系設定,大大提高了數控銑削加工的宏程序嵌套編程效率,一方面將數據程序的結構實現了模塊化操作,另一方面讓宏程序嵌套編程的出錯率大大降低,不僅讓語言程序變的通俗可讀,而且十分便捷,對于部分數控銑削加工零件的宏程序嵌套語言編程只需要對相關的尺寸模型進行參數調整和優化,就可進行相應的嵌套編程,因此更好地滿足了不同數控加工銑削零件的編程需求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

