



數控機床液壓夾具安全互鎖性能改進
2018-6-6 來源: 第一拖拉機股份有限公司第四裝配廠 作者: 李 磊 尹文晶
摘要: 針對機加車間前期出現的設備運行事故,分析原因,將液壓夾具控制并入機床程序,實現機床加工安全互鎖。
關鍵詞: 加工中心; 液壓夾具; PLC; 系統; 安全
1、 問題提出
某機加車間新配置一臺立式加工中心( 型號為MAR - 560V,北一大隈機床有限公司) 配套加工某差速器殼體。差速器殼體結構較為復雜,工藝部門單獨設計一套液壓夾具與機床配套使用。但是機床和夾具是兩個相互獨立的系統,并且液壓夾具的操作也是通過人員手動控制,即使液壓夾具在沒有夾緊工件的狀況下,機床仍能執行加工程序,極易發生設備事故,車間也就真的因此發生過撞刀事故。
2、 問題分析
通過對液壓夾具的控制部分進行檢查分析,發現液壓夾具只能執行獨立的夾緊和放松操作,在工件加工時,液壓夾具無法通過工件加工程序中的指令與加工中心進行聯機工作。并且液壓夾具系統中的 PLC梯形圖設計時也存在問題,壓力檢測開關信號不到位,PLC 輸入端的地址接反。
3 、問題解決及總結
通過分析,不能進行聯機自動工作的原因可能是液壓夾具控制系統或者機床與夾具聯機的接口部分存在問題。多次與北一大隈機床廠、制作液壓夾具控制系統的廠家進行溝通咨詢,確認了機床與夾具聯機的接口部分可以滿足使用要求,然后對夾具的 PLC 程序進行修改如圖 1。
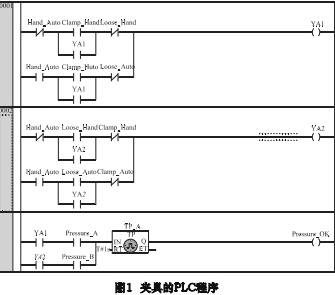
調整壓力檢測開關信號,并將檢測開關設置改為常開點( 原程序是常閉點) ,獨立運行液壓系統的 PLC程序,運行正常。然后將此段程序嵌入到工件加工程序代碼中,機床試運行,效果良好。
兩個相互獨立的系統并聯后,無論在工藝上,還是設備加工上,都發生了一些變化,而最重要的是這次的改進切實提高了設備的運行安全。并且隨著自動化水平的不斷提升,液壓夾具也越來越普遍,單一的加工中心需要更多的模塊和單元來適應工藝的發展,此次改進成功的主要因素是機床本身自帶與外接模塊匹配的功能。現在不少的設備廠家都提出了機加工藝成套解決方案,以后零部件的加工也會向著商業化的模式進行發展,各位設備廠家都需嚴正以待。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

