



摘 要: 為了提高葉輪的加工精度,對某單位研制的中小葉輪專用加工中心的搖籃式擺臺結構的靜、動態性能進行了分析,對其結構進行了改進。模態及靜力分析表明,其變形量明顯改善。
關 鍵 詞: 葉輪; 加工中心; 搖籃式擺臺; 靜、動態分析
0 引言
絕大部分航空零件依賴數控加工完成,高難度、高質量的零件加工需求一直是數控技術和新型數控機床發展的主要原動力[1]。葉輪作為航空發動機的核心零件,屬于高度復雜和精密的熱力機械,其對制造裝備的要求更加嚴格。相比而言,我國高端數控設備制造技術還相對落后,因此 2009 年我國正式啟動了“高檔數控機床與基礎制造裝備”重大專項。本文在某單位自主研發的葉輪專用加工中心設計的基礎之上,重點對擺轉臺結構的油缸桿推力進行分析,通過動態特性及靜力分析對結構進行了評價和優化,對比結果證明改進優化在一定程度上提高了零件的制造精度,對未來機床結構尤其是類似擺轉臺結構的設計提供一定的參考。
1、 葉輪專用加工中心
1. 1 葉輪加工特點
發動機葉輪具有結構緊湊、體積小、重量輕、強度高等優點,但由于其由多個薄的自由曲面形狀的葉片構成,結構較為復雜,且常選用鈦合金等難加工的材料進行制造,導致切割力有很大的不同[2]。因此,實際加工中易使加工曲面變形,產生刀具粘連、工件損壞等不良結果,影響加工精度和質量[3]。本文所分析 的 加 工 中 心 生 產 的 葉 輪 其 結 構 如 圖 1所示。

圖 1 葉輪
1. 2 葉輪加工中心結構
發動機葉輪具有非常低的加工表面粗糙度和間隙要求[4]。五軸聯動加工中心在一次裝夾時可加工 5 個面,適用于模具、殼體、箱體、葉輪、葉片等復雜零件的加工[5]。但復雜幾何形狀的多軸銑削加工中出現表面粗糙度大的風險很高。因此,為保證其較高的制造要求,葉輪加工設備需滿足更高的剛度、精度以及穩定性要求。五軸聯動加工中心有立、臥 2 個主軸。臥式加工時立式主軸退回; 立式加工時臥式主軸退回,立式主軸前移。工作臺可以上下、左右移動和在 2 個坐標方向轉動,刀庫為多盤式結構,位于立柱的側面。這種機床針對特定的加工對象。某單位自主研制了一臺發動機葉輪的專用加工中心,其整體結構如圖 2 所示。加工中心能夠實現X、Y、Z 軸移動以及繞 A、B 軸轉動,且 X、Y、Z 滑座均為“框中框”結構,穩定性較好,其中擺轉臺結構由中間搖籃部分及左右箱體組成,關于工作臺中心左右對稱,2 根油缸桿與搖籃底部嵌套,對搖籃提供一定的推力支持,保證其加工中的穩定性。
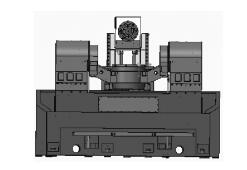
圖 2 中小葉輪專用加工中心結構圖
2 、擺轉臺油缸桿推力計算
實際加工中,搖籃的擺動實現了工件繞 A 軸的運動,其擺動角度通過左右兩側的電機進行控制。由于搖籃中間位置縱向尺寸較大,運動過程中易產生較大的變形。因此,考慮在設計中添加油缸桿結構,為擺轉臺提供一定的支持力,增強其穩定性。根據葉輪加工工藝要求,擺轉臺常用工況為搖籃處于 0°、45°、90°及 105°位置。不同的工況下,搖籃的受力情況有所不同,因此,需針對不同工況位置下的油缸桿推力進行計算。
2. 1 0°工況油缸桿推力的確定

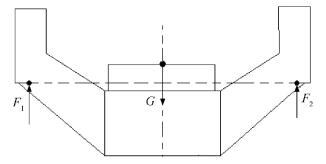
圖3 擺轉臺搖籃 0°工況時的受力示意圖
每根油缸桿設計的最大推力值為 6 300 N,因此,搖籃位于 0°工況時,每根油缸桿提供的推力為油缸桿最大推力的百分比為

2. 2 45°、90°、105°工況油缸桿推力的確定擺轉臺搖籃在 45°、90°、105°位置時的受力情況( 俯視圖) 如圖 4 所示,其中 A 軸為搖籃的轉動中心; dFy 為油缸桿推力作用點到 A 軸的距離; dGy 為搖籃重心到 A 軸的距離; F1y 、F2y 分別為左右油缸桿作用于搖籃的推力在 Y 方向( 豎直方向) 的分力,且 F1y = F2y 。
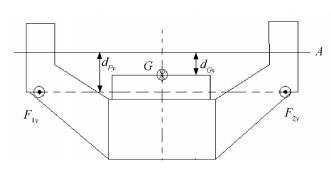
圖 4 擺轉臺 45°、90°、105°工況受力示意圖
根據力矩平衡方程,對 A 軸取矩,有
當搖籃位于 45°、90°、105°位置時,油缸桿的力為一空間量,可分解為沿 Y 軸方向的力 Fy,以及沿Z 軸方向的力 Fz ( Y、Z 軸方向與機床的運動坐標系相同) 。設搖籃位于 45°、90°、105°位置時油缸桿推力分別為 F45 、F90 、F105,Y 方向( 豎直方向) 的分力分別為 Fy-45 、Fy-90 、Fy-105,Z 方向的分力分別為Fy-45 、Fy-90 、Fy-105 。油缸桿推力的分解情況如圖5 所示。其中搖籃上油缸桿支撐點到搖籃回轉中心的距離 AC = R = 270 mm; 油缸桿最底端到搖籃回轉中心軸的距離 AB = 1 120 mm。
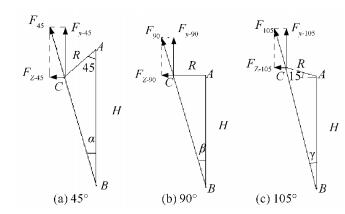
圖5 油缸 45°、95°、105°工況下,油缸桿推力分解示意圖
結合搖籃桿推力分解示意圖及三角形幾何關系,計算可得,搖籃位于各工況時,每根油缸桿的推
力為油缸桿最大推力的百分比如下:
3 、擺轉臺模態及靜力分析
3. 1 模型簡化與處理
首先使用三維軟件進行模型簡化,例如刪除小孔、倒角和圓角等特征,對小曲率、小錐度的直線和平面進行處理; 將螺栓及軸承簡化為彈簧 - 阻尼結構。根據張學良[6]建立的數學模型計算彈簧剛度:kn1 = 1. 762 × 109 N/m; kτ1 = 2. 692 × 108 N/m ; A 軸上的 2 個軸承型號為 YRT180,軸向剛度 Kn2 = 2. 6× 109 N/m,徑向剛度 Kr2 = 3. 0 × 109 N/m,B 軸上的軸承型號為 YRT260,軸向剛度 Kn3 = 3. 5 × 109N/m,徑向剛度 Kr3 = 4. 5 × 109 N/m。
3. 2 動態特性分析及靜力分析結果
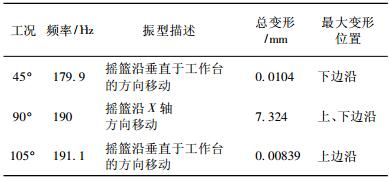
各工況下的一階模態固有頻率、振型描述以及靜力分析結果中的工作臺最大變形量、變形位置如表 1 所示。
表 1 模態及靜力分析結果
3. 3 結構改進
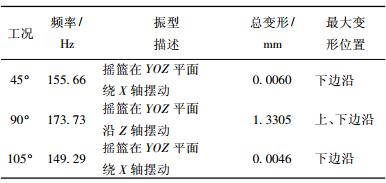
由表 1 可知,搖籃工作臺面的變形量較大,不能滿足設計要求,而搖籃擺轉臺間的螺栓連接牢固,能承受較大的力,因此考慮變形主要由油缸桿推力的Z 向分力引起。優化改進方案,考慮去除油缸桿結構,并進行模態和靜力分析驗證。去除油缸桿后擺轉臺的模態及靜力分析結果如表 2 所示。
表 2 去除油缸桿后模態及靜力分析結果
3. 4 結構改進結果分析
對比表 1、表 2 可知,去除了油缸桿結構后,搖籃位于 45°、90°、105°工況時,工作臺表面變形量以及一階固有頻率均有所降低。
其中,45°工況時工作臺表面變形量的降低率為
工作臺表面的變形優化效果明顯,這對于提高精密葉輪的加工精度至關重要。
此外,針對各工況下擺轉臺的一階固有頻率降低的問題,對整機進行了分析( 分析時的模型: Y 軸滑座位于最高極限位置,Z 軸滑座位于最前端極限位置) 以衡量其對擺轉臺穩定性的影響。整機動態特性分析結果: 一階固有頻率 47. 585 Hz,擺轉臺結構未出現任何變形。由于實際加工中 Y 軸、Z 軸滑座未達到極限位置,整機的固有頻率一定會略高于47. 585 Hz,但與去除油缸桿結構后擺轉臺在 45°、90°、105°工況時分析獲得的一階固有相比仍相差較大。因此,擺轉臺的優化能夠滿足要求。
綜上所述,去除油缸桿結構的擺轉臺各工況下的一階固有頻率雖有所降低,但對擺轉臺的穩定性影響較小。且相比而言,變形量的改善效果非常明顯,能夠在很大程度上提高葉輪的加工質量與精度。因此,去除油缸桿結構對于改善機床的加工性能是合理的。
4 、結束語
葉輪屬于“高、精、尖”產品,對機床的加工性能要求較高,如何提高其制造精度一直是機械制造業的難題。本文以某單位研制的中小葉輪專用加工中心為例,對其自主研發的擺轉臺結構中油缸桿的推力值進行了確定,通過模態及靜力分析對其結構進行了優化,通過對比分析顯示去除油缸桿支撐后,擺轉臺的變形量明顯減少,更有利于葉輪的加工,并由此驗證了優化的合理性。同時,也說明了看似有利于加工的結構設計未必能滿足設計需求,本文分析對今后的設計優化提供了一定的參考。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

