



虛擬軸數控加工中心主軸定向的調整與研究
2017-2-22 來源:沈陽飛機工業(集團)有限責任公司 作者:李林
摘要:在數控機床領域,并聯數控機床(在國內)被稱作虛擬軸數控JJn-r_de心,簡稱為“虛擬軸”。虛擬軸機床根據數學理論使3個z軸配合運動合成出A、日軸。虛擬軸數控加工中心的電主軸在維護保養后,需要對其主軸定向進行調整。結合虛擬軸主軸的特點,使用自制特殊檢具,配合刀庫運動,調整機床參數,完成虛擬軸加工中心主軸定向的調整。
關鍵詞:虛擬軸數控加工中心;電主軸;定向調整
虛擬軸數控加工中心是一個跨時代的超越,為數控機床的研究和發展起到了重要作用。它的響應速度更快、精度更高、剛性更大。由于它具有上述優點,所以成為國際各個機床廠家研發生產的重點。虛擬軸在進行定期的專業維護保養時,需要對電主軸進行拆卸、保養、安裝和調試。做好主軸定向調整工作能夠更好地優化設備,提高機床的生產效率。所以,對它進行研究是個重要的課題。
1.虛擬軸數控Jjn-r中心的意義
串聯數控機床零件的制造誤差、機械結構部件之間的傳動誤差、受力造成的變形誤差會相互疊加,影響機床的力n-r.精度.同時,承重導軌產牛的摩擦阻力工也限制了機床的加工速度。機床生產廠家進行了一次全新的嘗試,使用機床軟件和電子裝置代替機械部件,減少了傳統設備的疊加誤差。伺服電機控制各個連桿的長度,可以迅速實現主軸頭的位置變動.獲了比傳統設備更快的進給速度。主軸頭上的線性導軌既是傳動部件又是支撐部件,這樣的結構提高了機床的整體剛性。所以,虛擬軸數控加工中心的設計可謂是全新的突破,為數控加工技術帶來了革命性的改變。
2.虛擬軸數控Jjn-r中心的運動學原理簡介
設主軸端面的轉動中心用。一xyz坐標系表示.工作臺的工件坐標用O—XYZ坐標系表示,2個坐標系方向一致.如圖1所示.
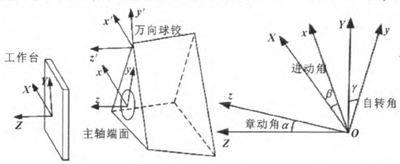
圖1 主軸轉動中心相對于工作臺坐標的歐拉角模型
工作臺上的坐標系描述為Q=[x,y,z]T。主軸轉動中心的坐標系描述為r=[省,,,,彳]TO萬向球鉸坐標系為P=[茗’,Y’,彳’]。主軸轉動中心O一彬坐標系相對于工作臺坐標O—XYZ坐標系,用歐拉角來描述。萬向球鉸坐標系Ot--X~Y z’相對于主軸轉動中心坐標系。一xyz坐標系,同樣用歐拉角來描述。歐拉角是唯一確定定點轉動物體位置的3個一組獨立的角參量(由章動角、進動角和自轉角組成)。一個物體的取向,從一個坐標系,做3個歐拉角的旋轉而設定的。所以,物體的取向可以用3個基本旋轉矩陣復合而成。
當旋轉主軸頭、主軸轉動中心。一xyz坐標系發生轉動。與0一XYZ坐標系的z方向章動角成a角,與旋轉后的。一xyz坐標系的茗軸進動角成JB角,與Y軸自轉角成y角。非線性齊次轉換矩陣方程為:r×Q,得出主軸轉動中心坐標系相對于工作臺坐標系位置。同理,利用歐拉角原理,根據非線性齊次轉換矩陣方程:TxP。得出萬向球鉸坐標系相對于主軸轉動中心坐標系位置。可以求出各個萬向球鉸在0一XYZ中的坐標。每一個萬向球鉸都和一個Z軸相連。所以,知道一個工作臺上的坐標點,就可以得出3個z軸的位置和長度。
3.ECOSPEED系列虛擬軸數控加工中心
德國DST公司開發的ECOSPEED系列虛擬軸數控加工中心,在主軸頭上面的開發非常成功。sprint Z3型主軸頭使用的是并聯三軸機構,是一個全新的突破,如圖2所示。
主軸頭的軸向線性導軌在箱式圓柱體內壁上按照1200進行裝配,每個線性導軌上都有一個能夠前后移動的滑動塊。萬向球鉸與滑動塊前端相連,另一端與主軸端面平臺相連接。根據虛擬軸數控加工中心的運動學原理。軸向線性導軌上的3個滑動塊同步運動,則主軸沿著Z軸方向前后運動。3個滑動塊不同步運動.就實現了A軸和B軸在±400范圍內的擺動。
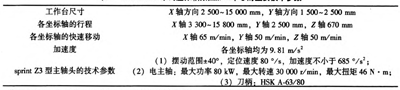
表l ECOSPEED系列虛擬軸數控加工中心的主要技術參數
作者以DST公司的ECOSPEED系列虛擬軸數控加工中心為例,對其主軸定向進行調整和研究。
4.虛擬軸數控加工中心主軸定向的調整
定向控制就是主軸能夠準確地停止在刀具安裝位置上,以便在該位置進行刀具更換。主軸定向如果不準確,那么刀具安裝和更換就無法進行。錯誤的主軸定向位置會撞壞換刀爪。會撞壞刀具檢測開關,會損壞主軸頭松卡刀的模擬量開關,對機床有很嚴重的損壞。做好主軸定向調整工作能夠更好地優化設備,提高機床的生產效率。對虛擬軸主軸定向進行調整,要根據虛擬軸運動學原理。在保證機床擺角的精度前提下才能進行。
如果虛擬軸的零位參考點發生錯誤時,要取消主軸的舊的基準點,需要對SIEMENS 840D系統的機床數據進行修改:Start up-+Machine data—A】【is data_選擇sP軸_+選擇參數MD34090-+將參數更改為0。在調節虛擬軸的主軸定位時,確保虛擬軸的A/B擺角的角度為00。在機床MDI方式下輸入指令:G0;A0;B0;M11150001;M02。執行MDI中的指令文件后,手動將主軸旋轉一周,舊的參考點取消,SP軸參數MD34090=0設置生效。
調整虛擬軸的主軸定向,需要使用專用測量刀具和千分表來校正。在主軸頭上安裝專用測量刀具,使用手持單元將刀庫門打開,選擇Q6軸的“+”向,將機床換刀臂手動開出,在接近測量點的適當位置停止。將千分表固定吸附在換刀爪上,把表針打在專用ECOSPEED系列虛擬軸數控加工中心的主要技術參數見表1。
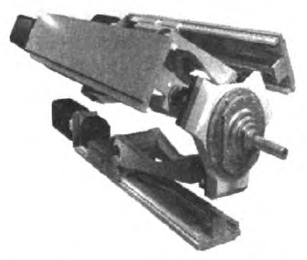
圖2德國DST公司開發的ECOSPEED系列虛擬軸數控加工中心
測量刀具的測量平面上。使用手持單元將專用測量刀具沿著y軸方向上下移動,進行測量。手動微調主軸角度,保證測量偏差控制到1¨m以內,記錄主軸的角度變化值。如圖3所示。
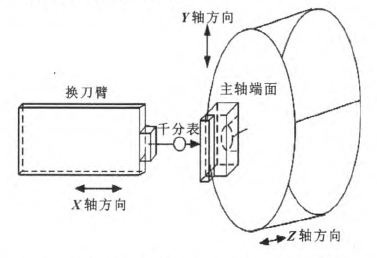
圖3虛擬軸數控加工中心主軸定向的校準
校正好主軸位置后。把主軸角度的變化值R減去900輸人到SP軸的參數MD 34090中,如果尺值小于90。,輸人數值為(3600—R)一900。在機床MDI方式下輸入指令:MIll50001;M02;PARAUM2;SPOS=0。執行MDI中的指令文件,主軸定向調整角度R值設定完成。在執行換刀的時候,虛擬軸的主軸會先旋轉尺角度。和刀具在主軸頭上的裝配位置相符,完成虛擬軸主軸定向的調整。
使用手持單元將刀庫門打開,選擇Q6軸的“+”向,將機床換刀臂手動開出,在接近測量點的適當位置停止。在主軸頭上安裝刀具,手動微調主軸角度,保證主軸上的刀具位置與刀爪上的刀具位置完全相符,記錄主軸的角度值R。虛擬軸的自動換刀位置在機床文件WZW PAR中,程序段為POS—SPI=135。完成主軸定向角度需要將程序段POS—SPI的135改為R。
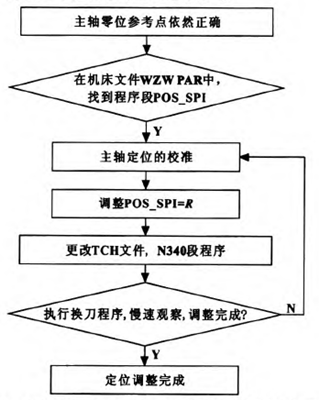
圖4虛擬軸數控加工中心主軸定向調整的流程圖修改機床自動換刀TCH文件。更改N340程序段
為PARAUM2 SPOS=POS—SPI。執行自動換刀程序,慢速觀察。完成虛擬軸數控加工中心主軸定向的調整工作。虛擬軸數控加工中心主軸定向調整2種方法的流程圖如圖4。
5.結論
以德國DST公司開發的ECOSPEED系列虛擬軸數控加工中心為分析對象,對虛擬軸數控加工中心的主軸定向調整技術進行了初步探索和研究。對深入了解虛擬軸數控機床的使用、保養和維護提供了一定理論基礎,對虛擬軸數控加工中心主軸頭的現場調試工作具有一定的實踐指導意義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

