



一、引言
在帶旋轉工作臺的四軸加工中心上,已知工件上任意一點的坐標及該點法向與機床Z 軸的夾角,利用宏程序可以很快地求出工件旋轉任意角度某點的新坐標,使刀具能快速準確地定位于工作臺旋轉后的新點位,從而實現任意點位的坐標跟蹤功能,在該點的法向平面內編程,很容易實現坐標系的旋轉。在進行復雜工件的多面加工時,可以極大地減輕工人的找正強度,同時又大大簡化編程,效率得到大幅提升,具有較強的實際意義。
二、四軸加工中心及裝夾特點
四軸加工中心,除X、Y、Z 三軸外,一般有一旋轉工作臺,立式加工中心為繞X 或Y 旋轉的A 或B 軸。臥式加工中心為繞Y 軸旋轉的B 軸。無論是立加還是臥加,在加工時,工件裝在旋轉工作臺上,操作者都需要先找正工件,然后將找正數值輸入到數控系統的坐標偏置寄存器中,這樣就確定了一個工件坐標系。然而,不同的零件其形狀、加工部位和裝夾姿態不同,所對應的找正基準也就不同,所設定的坐標系也是不同的,即工件坐標系是隨不同的零件而隨機設定的。但是有一部份工件,其加工部位與找正基準所確定的坐標系對應著一定的角度關系,該角度可能是一個變量,且在圖紙上所標的基準往往是找正基準。操作者在加工此類工件時如果沒有夾具定位,不同的工件需要找正坐標系,每次裝夾都要進行細心繁瑣的計算,以求出所加工點位坐標與工作臺旋轉中心的偏移量,或者通過先旋轉工件,再找正加工點位面的方法。這樣不僅效率低下,易出錯,而且大量占用了機床的調試時間,增加了操作者的工作強度。
如何能讓操作者按圖紙找正工件的基準,不用考慮工件旋轉的點位變換,就可以在找正的基準下的坐標系內直接編程,快速地進行加工呢?利用宏程序來進行坐標變換,計算出工作臺旋轉任一角度后的點位的新坐標,從而使刀具快速定位于工件上的這一坐標點,可以輕而易舉地實現這一點。
三、相關坐標系及點位轉換
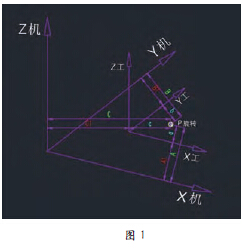
如圖1 所示加工工件時加工中心的相關坐標系。機床坐標系是機床廠家設置在機床上的一個物理原點,一經回參考點,機床坐標系就建立起來了,它的原點即為機床的絕對原點。工件坐標系是以工件上的某一點為原點的坐標系,操作者找正工件后將相關數據輸入到數控機床坐標偏置內的值即為工件坐標系的原點,它在機床坐標系中的坐標位置如圖所示為A1、B1、C1 值。四軸旋轉工作臺的旋轉中心(P 旋轉)是在機床中的一個固定點,它在機床坐標中的位置也是固定的,其(P 旋轉)在機床坐標系中的坐標位置為A、B、C 值。故可以求得工件坐標系與四軸旋轉中心(P 旋轉)的相對關系為:
a=A-A1
b=B-B1
c=C-C1
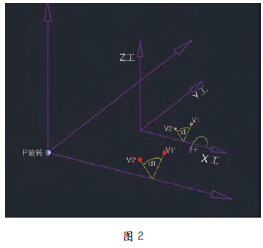
如圖2 所示,工件上任一點V1 點繞旋轉工作臺旋轉中心(P 旋轉)旋轉任一角至V2 點,V2 點的新坐標可以分以下三步完成:①將V1 點平移至V1’點,用圖形變換原理可以理解為將工件坐標系的原點平移至四軸旋轉中心。② V1’點繞X 軸作d1 角度的旋轉,可以理解為V1’繞四軸旋轉中心(P 旋轉)作旋轉。③將V2’點移回V2 點,可以理解為將工件坐標原點從四軸旋轉中心移回。這樣只要通過數控系統的宏程序功能,運用正余弦運算就比較容易編制出四軸加工中心旋轉工作臺任意一點跟隨坐標系的宏程序。
四、轉換坐標點的宏程序
為了操作簡便,操作者可以利用數控機床的坐標寄存器將事先找正的四軸旋轉工作臺的(P 旋轉)坐標值輸入到G59 坐標系,將裝夾好的工件基準面找正設置旋轉角度基準A0 值并輸入到G54 坐標系的A 坐標中,將要加工的點位坐標輸入到G58 坐標系中。運用G58 坐標系中的坐標值減去G59 坐標系中的坐標值,即得到如圖1 中所示的A、B、C 值,可以理解為已將工件坐標系原點平移至四軸旋轉中心;這時可以旋轉工作臺至如圖2 所示的d1 角度;再通過三角函數計算出旋轉角度后的直線位移,并疊加到原G59坐標系中,如圖2 所示可以理解為將工件標系原點從四軸旋轉中心移回新位移的V2 點。最后調用系統參數將經過宏程序計算過的G59 疊加后坐標值重新賦值給G54 坐標中。將該宏程序命名為O9011,同時將系統NO.6051 號參數寫入123,再以后的加工中則可以直接編寫G123 調用O9011宏程序,從而實現任意點位的坐標跟蹤。
%
O9011
#999=#1( 將旋轉角度值A 賦值給宏參數#999)
#952=#5302-#5322( 將G58 坐標系Y 值減去G59坐標系Y 值)
#953=#5303-#5323( 將G58 坐標系Z 值減去G59坐標系Z 值)
#955=SQRT[[#951*#951]+[#952*#952]]( 求出工件坐標原點與旋轉中心的距離值R)
#956=ASIN[#952/#955]( 求出工件坐標原點在以旋轉中心為原點的坐標系中的夾角α)
IF[#952GE0]GOTO9002( 判斷角度旋轉方向是否與規定旋轉軸正方向一致)
N9001#956=180.-#956( 如果不一致取其補角)
2#961=#955*COS[#956-#999]( 將工件坐標系原點
在以旋轉中心為原點的坐標系中向Y 方向的投影矢量賦值給宏參數#961)
#962=#955*SIN[#956-#999]( 將工件坐標系原點在
以旋轉中心為原點的坐標系中向Z 方向的投影矢量賦值給宏參數#962)
G 1 0 G 9 0 L 2 P 1 X [ # 5 3 2 1 ] Y [ # 9 6 1 + # 5 3 2 2 ]
Z[#962+#5323](求出旋轉中心的坐標系G59 的Y 和Z 方
向值與工件坐標原點在以旋轉中心為坐標原點的坐標系中各方向投影矢量和,并將之賦值給G54 坐標系)
M99
%
五、實際加工應用
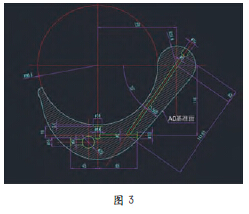
如圖3 所示零件,在四軸加工中心上需要完成打沉孔,鉆深孔等工序,利用各孔位與A0 基準面的角度關系和尺寸關系,通過點位坐標系跟蹤的宏程序,只要一次找正A 面,
即可準確地定位其它各點的坐標與刀具的相對位置,在實際生產中獲得了較高的尺寸精度和生產效率。其加工程式在四坐標加工中心2033VMC 上經過加工驗證,程序如下。
%
O0011
G91 G28 Z0;
G0 G90 G54;
G123 A220.568;
G0 G90 G54 X0 Y-116. A220.568 ;
M98 P0001;
G91G28Z0;
M01;
G0 G90 G54;
G123 A40.568;
G0 G90 G54 X0 Y-126.88. A40.568 ;
M98 P0002;
G91G28Z0;
M01;
G0 G90 G54;
G123 A310.568;
G0 G90 G54 X0 Y130. A310.568 ;
M98 P0003;
G91G28Z0;
M01;
G0 G90 G54;
G123 A275.568;
G0 G90 G54 X0 Y0 A275.568 ;
M98 P0004;
G91G28Z0;
G28Y0;
M30;
%
%
O0001
T1 M6;( 雙刃銑刀 D=10)
G0 G90 G43 H1 Z130. S1000 M3;
M8;
G83 Z-65. Q1. R-60. F150;
G80;
T2 M6;( 合金鉆 D=5)
G0 G90 G43 H2 Z130. S1500 M3;
M8;
G83 Z-130. Q3. R-70. F150;
G80;
M99;
%
%
O0002
T3 M6;( 雙刃銑刀 D=15)
G0 G90 G43 H3 Z230. S600 M3;
M8;
G83 Z175. Q1. R185. F90;
G80;
T4 M6;( 合金鉆 D=9)
G0 G90 G43 H4 Z230. S1000 M3;
M8;
G83 Z145. Q2. R180. F100;
G80;
M99;
%
%
O0003
T5 M6;( 雙刃銑刀 D=14)
G0 G90 G43 H5 Z60. S800 M3;
M8;
G83 Z-101. Q1. R-95. F80;
G80;
T6 M6;( 合金鉆 D=8.6)
G0 G90 G43 H6 Z230. S1000 M3;
M8;
G83 Z-120. Q2. R-99. F100;
G80;
M99;
%
%
O0004
T7M6;( 雙刃銑刀 D=10)
G0 G90 G43 H7 Z100. S1200 M3;
M8;
G83 Z20. Q1. R70. F120;
G80;
T8 M6;( 合金鉆 D=5)
G0 G90 G43 H8 Z100. S1500 M3;
M8;
G83 Z-141.61. Q1. R60. F100;
G80;
M99;
%
六、結語
在實際生產中,通過宏程序實現在數控機床旋轉工作臺上任意點位的坐標跟蹤具有較強的實際意義,體現出以下優勢。
(1)簡化計算,簡化編程。
避免了在計算機輔助設計軟件中旋轉CAD 模型,以求得各點位的坐標,也省去了使用計算機輔助制造軟件編制CAM 刀具路徑,只需要手工編程的方式就可達到目的,節省了投入和時間,大幅提高編程效率。
(2)提高找正效率,降低工人勞動強度。
一次裝夾只需一次找正一個基準面,再根據圖紙尺寸關系和角度關系,即可準確定位刀具在其它點位的坐標,避免了因不同加工面而采用不同的找正基準的方式來加工,極大地減輕人工勞動強度,同時大大減少了停機設定調試的時間。
(3)擴展數控系統功能,提升四軸機床的應用水平。使用宏程序變換坐標旋轉,并通過修改系統參數,設定為用戶可以使用的G 代碼,在編制程序時簡單快捷,在查閱程序時一目了然,豐富了用戶功能代碼,擴展了系統功能。
通過利用宏程序較強的數學與邏輯運算能力,針對某一類相似零件編制出具有“柔性”的加工程序,準、快、好地完成加工生產,進而提升數控機床的應用水平,希望本文在此起到一個拋磚引玉的作用。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

