



一、機床基本情況介紹
車銑復合加工中心工作臺C軸用于銑削進給和鉆鏜孔分度,C軸為閉環控制,工作臺裝有圓光柵,能夠實現刀架的每轉進給量、恒速切削、銑削進給以及分度功能,車削運動時,銑鏜削分度斷開,銑鏜削時,車削運動斷開。
C軸完成分度后自動夾緊工作臺,以便使工作臺在任意位置進行鉆削、鏜削等加工,同時C軸設置插銷定位機構,可實現180°位置精確定位。
車銑復合加工中心工作臺的分度進給運動是通過C軸箱末端的高精度蝸桿帶動工作臺大蝸輪來實現的,C軸由交流伺服電機驅動,經蝸桿減速達到工作臺所需轉速,從而實現工作臺的分度進給運動,因此對分度蝸桿的制造工藝進行研究,對提高工作臺C軸回轉定位精度具有重要意義,我公司通過多次加工驗證,為實現高精度分度蝸桿的各項技術參數及精度要求確定了工藝方法,具體如下。
二、分度蝸桿的制造工藝
(一)蝸桿的幾何參數技術要求及精度要求
1. 蝸桿的幾何參數
模數:3mm,頭數:1。
導程:9.4248mm,節徑:100mm,
螺旋角:1°43′6″,螺旋方向:右,
齒形角:12°,齒形:延長漸開線。
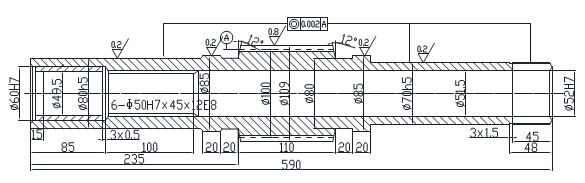
圖1:蝸桿結構示意圖
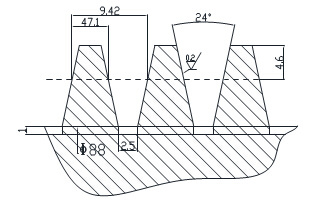
圖2:齒部法向剖面圖
2. 技術要求
(1)蝸桿法向節圓齒厚按蝸輪精滾刀實測節圓齒厚減薄0.03~0.05mm。
(2)蝸桿齒形與蝸輪精滾刀齒形一致。
(3)螺紋M68×2與φ70h5軸頸及螺旋齒形的不同軸度在0.002mm內。
(4)修磨齒頂圓角R0.5,去掉螺旋尾端小于1mm的不全齒。
(5)材料:18CrMnTi,滲碳,局部淬火Rc62-65。
(6)齒面光潔度為Ra0.2.
3. 精度要求
(1)節圓振擺0.002mm。
(2)齒距誤差±0.002mm。
(3)齒距累計誤差±0.006mm。
(4)螺旋線偏差:蝸桿一轉為0.003mm,蝸桿全長為0.004mm。
(二)分度蝸桿的加工工藝過程
鍛造毛坯→粗車→鉆通孔→精車外圓及端面→車螺旋齒形→鉗工去螺旋棱角→粗磨外圓及端面→粗磨螺旋齒形→磁力探傷檢查→滲碳→研頂針孔→磨中心架夾位→車碳層和內孔→粗車螺紋→銑鍵槽→鉗工去毛刺→淬火→研頂針孔→半精磨外圓及端面→半精磨螺旋齒形→磁力探傷檢查→車花鍵底孔→拉花鍵→鉗工去毛刺→油煮定性→校拉花鍵孔→第二次半精磨外圓→修正頂針孔→第二次油煮定性→研頂針孔→第三次半精磨外圓及端面→第二次半精磨螺旋齒形→磁力探傷檢查→第三次油煮定性→精車內孔→鉗工裝銅套→鉗工裝悶頭→研悶頭頂針孔→第四次半精磨外圓→第三次半精磨螺旋齒形→精磨外圓及端面→精磨螺紋→精磨螺旋齒形→磁力探傷檢查→與蝸輪配檢精度和接觸面→拋光齒形及軸頸外圓→鉗工取下悶頭→精車銅套內孔。
(三)主要工序的分析與說明
1. 滲碳前螺旋齒形及軸頸外圓和角尺端面要磨削,目的在于保證均勻的滲碳層。如果滲碳部分表面不光潔,會造成滲碳層的深淺不勻,致使淬火后因磨削發熱造成裂紋而報廢。
2. 軸頸外圓、角尺端面及螺旋齒形磨削工序多至五到六序,而每次磨削后,都要油煮定性消除應力。這樣做主要是為了控制每次磨削的余量不太大,磨削時間不太長,否則將使工件因磨削發熱而導致裂紋。多次定性處理,其目的在于消除磨削后由于應力引起的變形,從而確保精度的穩定。
3. 在蝸桿兩端φ60H7及φ52H7孔內裝上兩個高速鋼悶頭,其目的在于保證最后精磨蝸桿軸頸與端面及螺旋齒形時有一個十分準確的加工基準中心孔。因為在φ60H7及φ52H7孔端用60度頂針孔作為基準難以保證0.002mm的跳動公差和齒形部位0.002mm的螺旋線偏差。加工實踐證明采用悶頭的小中心孔基準是提高磨削精度的可靠保證。
4. 多次磁力探傷檢查目的在于及時發現工件在加工過程中產生裂紋,使廢品零件不再繼續作無用的加工。導磁探傷檢查后,必須做退磁處理,不然會影響下道工序的加工精度。
(四)精磨齒形時需注意下列事項
1. 檢查并調整蝸桿磨床的砂輪頭架相對于機床工作臺軸向移動的平行性允差0.005/500mm,主軸頂針軸向竄動小于1微米,徑向跳動小于1.5微米,前后頂針與工件頂針孔接觸面積不低于80%。
2. 蝸桿裝上機床后,檢查軸頸徑向跳動應小于3微米,左右兩端徑跳量的高低方向必須符合精磨前的檢查情況。
3. 選用80~120粒度中軟氧化鋁砂輪磨削。砂輪裝到機床之前必須進行嚴格的精、動態平衡。磨削過程中用大量清潔的冷卻液冷卻。工件轉速10~15轉/分鐘,工作臺往復行程一次的進給量為0.01~0.02mm,整個磨削過程中工件不能發熱,全部余量磨完后,作2~3次往復行程的無進給量修正磨削。
4. 為了保證與蝸輪嚙合配檢的接觸斑點要求,砂輪齒形的修正,機床導程變換齒輪的搭配等,必須按精切蝸輪齒形滾刀的齒形角及導程進行調整。蝸桿節圓齒厚按滾刀實測節圓齒厚減薄一個側隙量。
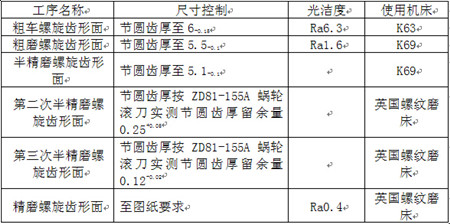
5. 針對七次磨外圓的尺寸控制
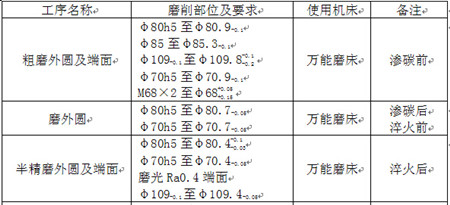
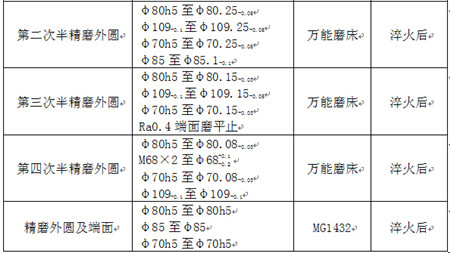
6. 針對螺旋齒形面加工尺寸控制
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

