



高速高精度數控系統速度平穩控制策略
2018-4-4 來源:華僑人學機電及自動化學院 作者:李淑梅 謝明紅
摘要:針對加工段長度限制達不到指令進給速度的復雜情況,對傳統的S型曲線加減速方法進行優化,得到半邊S型加減速控制方法.對連續多段加工的不同情況,提出加速度連續銜接的方法,在保證加速度連續的同時,提高加工速度.通過仿真驗證該方法對速度控制的效果.結果表明:該方法可以使速度曲線更加平滑,且能提高加工的整體效率,適合高速高精度數控加工的速度控制.
關鍵詞:數控系統; S型曲線; 速度控制; 高速度; 高精度; 加速度
隨著科技的不斷進步,數控加工對加工效率和加工質量的要求不斷提高,高速、高精度加工己經成為數控機床發展的總趨勢.口前,主流控制速度己達到240 m " min,精度達到pm級C17,當主軸為電主軸時,加工時的最高轉速可達200 000 r " min 1.本文研究了高速加工時,加速度連續性對加工精度和加工效率的影響,提出一種速度平穩控制策略.
1、數控系統速度平穩控制方法
在數控機床加工的過程中,速度的提高勢必會對加工精度產生影響.在滿足高速度的前提下,為了實現高精度加工,需要選擇合適的速度控制策略,實現速度的平穩控制綜合考慮數控系統實現難易程度和運動控制效果,找到一種合適的加減速控制力一法是研究的重點.
1. 1 加減速控制方法分析
傳統的直線加減速和指數加減速,計算簡單、方便實現.但其平滑性較差,在加速開始和減速結束時,存在加速度突變;在高速運行時,會使數控設備產生較大的沖擊,對加工對象的質量和機床壽命有很大的影響,只用于進給速度不高的切削過程.S型加減速算法最初是由Erkorkmaz等["I]提出的,被作為五次樣條曲線的一種特殊情況(加加速度有限,加速度曲線呈梯形).胡磊等川通過對單段路徑與多段路徑中不同限制因素進行分析,提出了一種新型的S型曲線加減速算法,能有效縮短加工時間.文獻提出了S型加減速5階模型,確保了加速度的連續性,且算法更容易實現.高階多項式加減速方法,能根據加工的最大速度、輸出脈沖頻率等,選擇合適的多項式構造加減速特性曲線,具有比S型加減速更好的柔性,但是運算復雜性大大增加.綜上可知:S型加減速在高速、高精度加工中具有突出的優點.
1. 2 S型加減速模型的建立
完整的7段S型加減速模型,如圖1所示,包括加加速、勻加速、減加速、勻速、加減速、勻減速、減減速7個過程,由圖1可以得到加加速方程,表達為


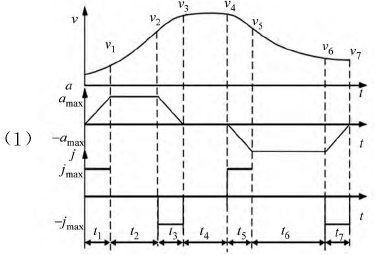
圖1 S型加減速模型
在計算機數字控制機床(computer numerical control}CNC)加工中,受加工段長度或形狀的限制會不完全包含7段,需要根據實際情況進行分析.
2、加減速曲線規劃
根據加工程序段和機床限制因素可獲得以下參數:初速度Vs:路徑段長度L;終點速度Ve≠Vs;限制最大加加速度Jmax;最大加速度Amax;指令進給速度Vmax。
2. 1 已知Vs,Ve,L加減諫曲線規
(1)判斷是否存在勻加速段和勻減速段
由于加速過程與減速過程類似,所以只對加速過程進行詳細分析,減速過程可利用同樣方法得到.
由圖1可知:在加速過程中,從Vs加速到Vmax的過程中是否存在勻加速過程,取決于是否到達了最大加速度Amax,即只有當加速度從0到達了最加速度。到達最大值后才會有勻加速的過程.又因為加加速段與減加速段對稱,所以當滿足式(5)時存在勻加速段,即


若Sa+Sb>L,速度達不到指令速度.對于這種情況,傳統方法需要進行復雜的迭代運算,難以確定可達到的最大速度.下面提出一種針對達不到指令速度時的半邊S型加減速算法.
2. 2 半邊S型加減速規劃
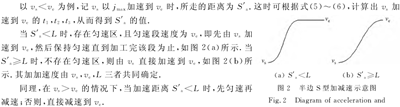
顯然,利用這種方法加工速度被限制在開始速度和終點速度之間.所以這種半邊S型加減速規劃方法會在一定程度上降低加工過程的速度,但很大程度提高了系統的可操作性,且大大地簡化了達不到指令速度時的運算量.因此,整體上還是提高了數控系統的效率.
2. 3 己知當前速度v和v。速度規劃
在實際應用中,速度規劃過程都是與前瞻技術(Look-Ahead)}l0〕結合在一起的.前瞻技術是在插補前預先分析后續路徑,獲取路徑長度和速度約束條件等信息,從而適當地進行進給速度調整,在提高效率的同時避免進給速度突變的一種技術.在加工的同時,系統要根據程序段不斷地計算該加工點到該段結束的距離,并判斷是否達到減速點.
實時計算是否到達減速點是高速加工中速度控制的關鍵.設Ve反向加速到V的距離為l,由程序段計算得到的從當前點到該段終點的長度為L'.其中:L可由Ve.,v,jmax,Amax及V計算得到.若L>L',繼續以當前速度加工;否則,設置減速點,立即減速.
3、加速度連續規劃
3. 1 單段加減速分析
以上分析了在一段加工路徑內的S型加減速規劃,在每段的開始和結束部分加速度都為0.多段連接示意圖,如圖3所示.加速段4種情況,如圖4所示.在Pi點由段長Li和夾角
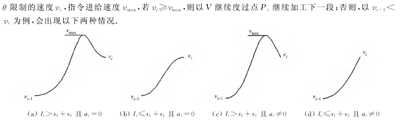
圖4 加速段通種情況
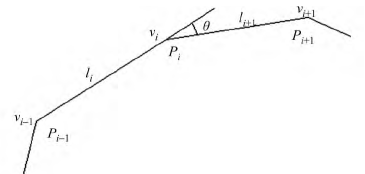
圖3 多段連接示意圖
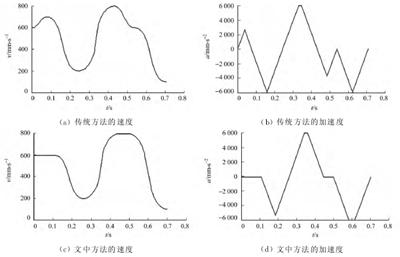
圖6 仿真結果對比圖
從圖6中提取速度各個變化階段的時間坐標,組成時間對比表,并對3段加工路徑所用時間進行總計,結果如表1所示.

表1 各個變化階段采用兩種方法所用時間對比
由圖6和表1可知:P0 P1:線段所用時問較傳統方法有所增加,但是其速度曲線和加速度曲線更加簡單;P1P2和P2P3所用時間較傳統方法有所減少,該段加工效率提高了4.3%,且其速度曲線和加速度曲線更加平滑、簡單.
5、結束語
提出一種數控系統速度控制策略,從兩方面改善了高速高精度數控加工的速度控制.對于受加工段限制無法達到指令進給速度的情況,半邊S型加減速規劃方法在很大程度上降低了運算復雜性,提高了系統的可操作性;對于段與段間加速度可以銜接的情況,提高了加工效率,且避免了速度頻繁變化引起的機床振動.該方法適合于高速高精度數控加工.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

