



基于國產CMC芯片的數控裝置軟硬件技術開發
2018-4-3 來源:武漢華中數控股份有限公司 作者:謝淑蓮 李理 徐建春
摘要:基于國產CMC芯片本身提供的數控系統軟硬件平臺開發土具,設計與開發了一款低成本和高可靠性的數控裝置,滿足數控系統車削和銑削加土的需求,其功能與性能經過實際測試與驗證,滿足用戶的實際應用。
關鍵詞:CMC芯片; 數控裝置; 數控系統
目前,國產低檔數控裝置在市場上居統治地位。但中高檔數控裝置市場基本被Fanuc和Siemens所壟斷,這種現狀不僅對我國民族數控產業本身的發展不利,對制造裝備業發展不利,而且難以滿足國民經濟重大行業對數控機床及數控裝置的需求。隨著航空航天、船舶土業、重大裝備、汽車及零部件制造業等國民經濟重大行業對數控機床及數控裝置需求的增加,如果這些裝備的數控裝置(特別是核心芯片)繼續依賴進口,勢必將影響我國國民經濟和國防建設的持續健康發展。本論文中講述的CMC芯片應用,達到了“研制先進的、具有自主核心技術和知識產權的片上控制模塊(control module on chip簡稱CMC)系統,實現了CMC系統在土業控制領域的廣泛應用,進而推動新一代控制系統的技術變革,形成完全分布、獨立而又聯合的新一代控制體系結構,初步建立我國具有完全自主知識產權的片上土業控制網絡技術體系結構,大幅度提高我國先進控制系統水平,使我國在土業控制技術上走向國際前列”的最終目標。
1、國產CMC芯片簡介
國產CMC運動控制芯片(以下簡稱“芯片”)是將組態處理、程序存儲、信號輸入輸出、控制算法、通訊接口等全部集成在一個芯片中的產品,實現的主要功能可以簡述為:片內邏輯控制和運動控制,程序處理及調度管理,數字量信號處理,多種數據接口通信。使用芯片的組態軟件進行邏輯控制程序和運動控制程序的編程,將編寫的程序下載到芯片的片內存儲器中。根據用戶的程序,對輸入的各種信號(包括從通信接口傳入的信號)進行處理運算,并進行相應的信號輸出。
邏輯控制主要包括對上層用戶編寫并經過編譯的邏輯控制程序(如梯形圖、IL, ST等)進行執行處理。運動控制主要包括對上層用戶編寫并經過編譯的運動控制程序(如G代碼)進行執行處理。數字量處理主要包括開關信號、頻率信號處理,脈沖信號輸入輸出,PWM輸出,正交編碼器輸入等。
芯片集成了Flash, SRAM、通用定時器、PLL、實時鐘,以及以太網MAC, UART, CAN, SPI, I2C等多種通信接口。
2 、CMC數控裝置硬件設計
2.1 CMC控制系統整體框架
本文基于CMC的嵌入式控制器,以CMC芯片作為CPU主控制單兒,運行內部FLASH中的代碼程序,能以脈沖指令方式控制電動機、伺服驅動裝置,具有PLC控制功能,連接HMI設備,通過HMI傳輸G代碼,控制機床運行。
整個CMC控制系統包括基十CMC的運動控制單7G,HMI(human machine interface)單J L<、伺服驅動器、伺服電動機、主軸驅動和主軸控制單兒、以及手持控制單元。如圖1所示。
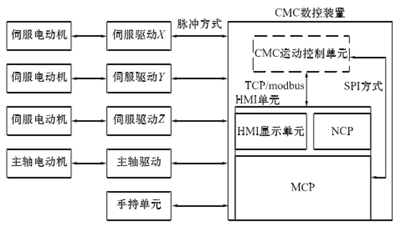
圖1 CMC控制系統框架
系統中CMC運動控制芯片為系統中的主控芯片,外部掛接3個伺服驅動器,用于位置控制;并掛接一個變頻器,用十主軸速度控制。運動控制器包含犯路IO輸入及32路IO輸出,用十檢測機床限位、回零、報警,控制機床上電、使能、刀架及潤滑、冷卻等點位功能。
2. 2 CMC數控裝置硬件設計
本文基于CMC芯片,集成數控裝置相關硬件模塊、現場總線接口及USB , NC鍵盤、LCD等外設接口,研制出的數控裝置分為兩大部分,第一部分HMI單元部分,包括LC D模塊、MCP鍵盤模塊、顯示控制模塊、NC鍵盤模塊。第二部分運動控制部分(NC單兒),主要由基于CMC的NC模塊實現。整體設計方案框圖如圖2所示。
如圖2所示,NC單元可提供CMC芯片的運動控制功能和邏輯運算功能接口,包括32路I/U量輸入輸出;脈沖量的軸功能控制;各4路模擬量A/D,D/A;手持單元控制接口以及程序數據交換接口,如以太網接口、RS232接口、CAN接口等。
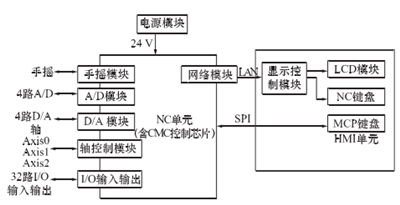
圖2 基于CMC數控裝置的硬件架構
因CMC運動控制器自身并不具備圖形設備接口,系統中使用網口外部掛接HMI單元,通過MOD-BUS /TCP協議實現數據交互、代碼下載等功能。
HMI從CMC運動控制器中獲取系統運行的狀態及信息,顯示給用戶,同時HMI負責G代碼存儲、編輯、編譯工作。
另外,CMC運動控制器通過SPI總線掛接了數控系統MCP鍵盤,CMC運動控制器將鍵盤點位映射到PLC層,通過編程,實現鍵盤功能。
3 、CMC數控裝置軟件設計
因CMC芯片可提供運動控制和PLC邏輯控制功能,但人機交互界面HMI和G代碼解釋器不支持。所以本軟件采用上下位機的架構模式,下位機以CMC芯片做為運動控制模塊,上位機采用通用CPU平臺,實現一種低成本、高可靠性的,滿足基本車削和銑削加土需求的數控裝置。
CMC數控裝置軟件設計包括CMC平臺提供的組態軟件設計和HMI單兒上位機軟件設計兩部分。軟件設計基本框架如圖3所示。
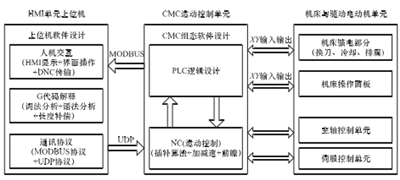
圖3 CMC數控裝里軟件設計框架
其中CMC系統組態軟件是一款為基十CMC芯片實現的控制設備,提供程序編輯、編譯、組態、調試服務的軟件,支持標準IEC61131一3編程語言,可實現邏輯控制任務的調度和邏輯控制程序(如LD, IL, ST等)的執行處理。主要實現數控系統的PLC邏輯設計功能和運動控制功能。
PLC邏輯設計主要實現數控的自動、手動和手輪3種工作方式,每個方式下又需實現停止、運行和暫停3種狀態,這些功能主要在CMC系統組態軟件上編輯實現。
CMC組態軟件實現的數控的運動控制支持JB /T3208一1999標準G代碼程序,32位定長指令集格式,主要功能是對獨立的4個電機驅動軸進行插補控制和速度控制。
運動控制支持兩種工作方式,一是寄存器命令控制,二是自動讀取G指令執行。在自動讀取指令執行的模式下,負責基于G代碼指令集的自動讀取并執行,基于獲取的指令參數,以脈沖串形式輸出特定頻率的脈沖,能夠實現對伺服電動機或步進電動機進行插補驅動控制、速度控制、單軸位置控制等控制功能。它可以針對不定長的指令進行自動判斷,通過識別指令標示符,自動地判斷讀取指令的條數,通過執行標準或者一非標準的G代碼指令,完成相應的運動控制功能。
本上位機軟件系統主要有3部分組成,分別為CMC通訊協議層、G代碼解釋器層、人機交互層組成。
CMC通訊層主要功能為通過標準以太網接口與CMC芯片進行通訊,其通訊內容包含兩部分:(1)利用標準的modbus通訊協議,實現機床狀態數據的反饋。(2)利用普通的以太網UDP協議,實現運動控制指令的下發。
解釋器層:完成數控系統ISO的G代碼的譯碼任務,包含詞法分析、語法分析、刀具長度和半徑補償、M ST輔助功能譯碼等。將G代碼解釋為運動控制指令,并通過CMC通訊層發送至CMC芯片進行插補運動。
人機交互層:采用跨平臺和模塊化的軟件技術,實現數控裝置的操作控制和狀態顯示。包含坐標顯示、G代碼顯示和編輯、報警顯示、圖形顯示等一系列的頁面,滿足用戶對數控裝置的操作和診斷需求。
4、結語
本文所設計的CMC數控裝置經過硬件測試,軟件測試以及與伺服驅動、伺服電動機實際聯機調試并交與機床用戶實際使用驗證,功能正常,運行可靠,符合設計要求。滿足了用戶既實用,價格又低的要求。實現了CMC芯片能夠在數控領域的應用,結果達到了預期的目標。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

