控")



技術(shù)概述
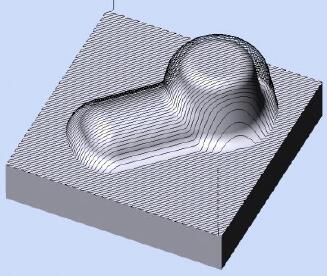
圖1. 3D模型中通過平面刀具路徑生成的間隔均勻的切割通道。
先進的CAM技術(shù)可在陡面/非陡面銑削之間實現(xiàn)平滑過渡。
自由曲面加工廣泛用于多種行業(yè),以加工復雜表面,通常使用多軸數(shù)控加工中心。航空航天、汽車、模具、光學和能源等行業(yè)利用先進的計算機輔助制造(CAM)系統(tǒng)來計算加工多種表面的刀具路徑。
由于加工的復雜成都較高,因此CAM系統(tǒng)的技術(shù)必須利用表面形狀和特殊算法來識別獨特的表面特性,如曲率、法向矢量和凸凹區(qū)域。根據(jù)不同的復雜程度,進行表面處理的刀具路徑可能會用于整個零件表面,或按順序選擇限制輪廓。
為滿足生產(chǎn)力和表面質(zhì)量的現(xiàn)代化要求,ESPRIT CAM可提供復雜的加工策略,計算復雜的表面刀具路徑,模擬加工過程,并最終生成NC代碼,并通過其控制單元驅(qū)動數(shù)控機床。
傳統(tǒng)的精加工策略
基于大多數(shù)陡面/非陡面銑削得出的幾大關(guān)鍵加工策略。
對于需滿足形狀和表面質(zhì)量雙重工程要求的最終部件而言,刀具路徑的規(guī)劃至關(guān)重要。其加工過程包括對整個表面采用單一的加工方式或?qū)Ρ砻孑喞M行細分,然后進行一系列加工。然而,有些加工策略在模型的非陡面或平坦區(qū)域效果出色,但往往在陡面或垂直區(qū)域的表現(xiàn)不盡人意。因此,大多數(shù)CAM系統(tǒng)都為精加工提供了一系列策略選擇。
我們對表面角度不同的零件所采用常規(guī)精加工刀具路徑進行了檢查。自由曲面是其他三種刀具路徑方法中最常用的一種。這三種傳統(tǒng)方式包括平面加工、Z級加工和偏移加工。
平面刀具路徑
在這一過程中,刀具路徑通過笛卡爾空間內(nèi)間隔均勻的表面交線組成。這一加工方法類似于“之”字型二維型腔刀具路徑,不過其刀具路徑是沿著刀具軸向下投射到3D零件上。
盡管這種方法簡單而強大,但是,當表面與平行相交的平面的法向矢量接近時,其弊端便立即顯現(xiàn)出來。隨著表面的斜率增加,通道之間的恒定距離會在近乎垂直的表面上生成較大的扇形材料。
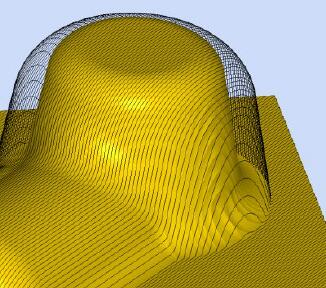
圖2. 平面精加工在平面或非陡面上表現(xiàn)良好,但當表面與平行相交的平面的法向矢量接近時,會導致扇形現(xiàn)象產(chǎn)生。
縮小交叉平面之間的距離可以減少表面形成扇形,但這又會導致平坦區(qū)域出現(xiàn)冗余加工。因此,在整個模型中采用單一的表面加工策略會導致加工時間過長或質(zhì)量不合格。
為了解決這個問題,CAM系統(tǒng)通常會提供一種自適應的表面加工方法,即根據(jù)表面的斜率將其劃分成不同的區(qū)域。
ESPRIT的平行表面精加工(Parallel Planes Finishing)含有相關(guān)策略,允許程序員對表面進行分區(qū)并將大于傾斜角的區(qū)域排除在外。在初始加工中避開這些“側(cè)向”表面,接著僅通過垂直而非平行的平面刀具路徑對其進行加工。
Z級刀具路徑也是平面的,不過其模型會被切成間隔均勻的平面。在這一過程中,每一級都會對模型進行跟蹤。與平面刀具路徑一樣,當水平表面與交叉平面的法向矢量接近時,其表面質(zhì)量將會受損。
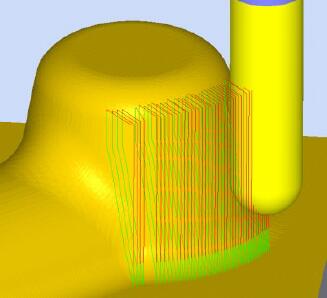
圖3. ESPRIT的平行表面精加工可通過垂直(而非平行)的刀具路徑來改善陡面區(qū)域的加工。
Z級刀具路徑
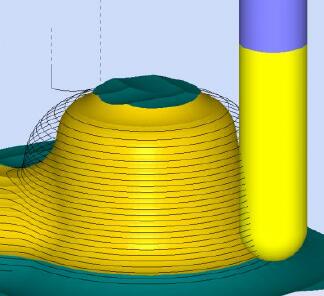
圖4. Z級刀具路徑可在陡面區(qū)域產(chǎn)生良好的光潔度,因其刀具會沿著刀具軸逐漸向下移動。
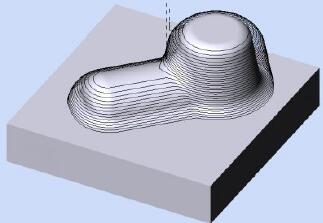
圖5. Z級刀具路徑在陡面區(qū)域表面良好,但需跳過法向矢量接近交叉平面的表面區(qū)域。
偏移刀具路徑
在非陡面或平坦區(qū)域上表現(xiàn)良好的另一種技術(shù)是通過界定區(qū)域的形狀來定義刀具路徑的形狀。CAM系統(tǒng)使用斜率閾值來識別和分割陡面和非陡面區(qū)域,然后將每個區(qū)域的邊界偏移一定的距離,從而生成刀具路徑。

圖6. 偏移刀具路徑能夠更緊密地與曲面的輪廓匹配。
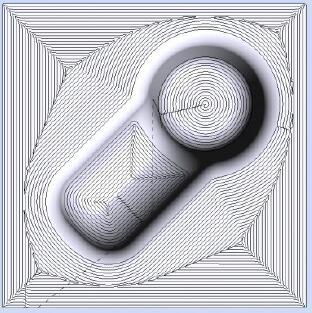
圖7. 當加工的邊界形狀不同時,ESPRIT會適配或“改變”偏移刀具路徑來補償不同的外部和內(nèi)部邊界。
組合式精加工
當面對具有各種陡面和非陡面區(qū)域的復雜模型時,對整個模型采用單一的加工策略往往會導致加工時間過長,進而導致精加工不合格。若要在模型上實現(xiàn)良好的精加工,需采用其他方式來識別陡面/非陡面區(qū)域之間的邊界,并應用單獨的策略使其“吃水線”沿著這些邊界加工,因為刀具需要對每個區(qū)域單獨進行加工。
ESPRIT能有效地控制陡面/非陡面的形狀加工,無需知曉陡面/非陡面的邊界。這意味著CAM系統(tǒng)可在運行時分析模型的表面角度,進而通過傾斜角來識別和分割加工區(qū)域。
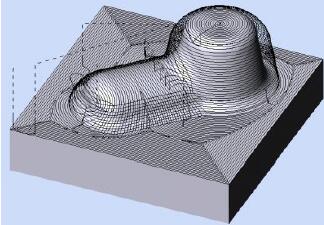
圖8. 單個實體模型上的多個刀具路徑會各自使用60度的相同的閾值角度。60度以下的零件則采用偏移加工;
陡面則采用Z級加工。
當CNC程序員選擇組合式刀具路徑來切割3D模型時,這一方法會存在以下問題:
- 多個刀具路徑需多個退刀動作,同時刀具會不斷地在一個區(qū)域到另一個區(qū)域之間進行重新定位。部件表面越多,退刀的動作也會越多,因為刀具需要從一種刀具路徑切換到另一種。無論機器的精度如何,這些動作必然
會因為刀具磨損、偏轉(zhuǎn)和以前的刀具路徑位置而會留下痕跡。
- 多個刀具路徑需要更多的時間進行計劃、測試和加工,并可能導致整個部件的表面光潔度不一致。某些刀具路徑在某些區(qū)域的加工效果可能比其他的更好,這需要程序員為每個刀具路徑加工參數(shù)進行不斷地調(diào)整。
- 根據(jù)刀具路徑和CAM系統(tǒng)指定的加工標準,當多個刀具路徑重疊時,模型的某些區(qū)域可能會被多次加工。帶有智能化加工功能的CAM系統(tǒng)通過復雜的刀具路徑解決了這些問題,它在3D模型形狀的基礎(chǔ)上,智能化地將Z級和設(shè)計的切割通道適當?shù)亟Y(jié)合了起來。
Global Finishing綜合解決方案
充分利用虛實世界。
ESPRIT擁有三軸全面精加工(GlobalFinishing)功能,可將Z級精加工和偏移精加工的最佳方案結(jié)合到陡面/非陡面銑削綜合解決方案中。Global Finishing不僅可以計算陡面和非陡面區(qū)域最合適的刀具路徑,還可以在各個區(qū)域之間保持刀具流暢連續(xù)地加工,從而消除加工區(qū)域之間的可見痕跡,提高機器的利用率。
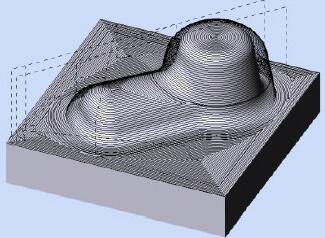
圖9. ESPRIT Global Finishing使用單個閾值角度來分析復雜的表面形狀,并智能化地應用最合適的刀具路徑來對整個零件進行加工。
使用單一的全球解決方案的優(yōu)勢包括:
- 具有單個閾值角度的單次操作所需的編程時間和預估工作較少。ESPRIT在表面角度的基礎(chǔ)上使用閾值角度來識別和分割區(qū)域,然后自動地在陡面區(qū)域使用Z級銑削,在非陡面區(qū)域偏移加工。
- Global Finishing已簡化界面,僅顯示關(guān)鍵參數(shù),如容差和步進,可加快編程速度。為了讓加工更平滑,默認情況下使用順銑和螺旋銑削。
- 當表面從平面向垂直方向轉(zhuǎn)變時,復雜的邏輯會優(yōu)先考慮刀具路徑的連續(xù)性,并盡可能地保留Z級加工不間斷操作。系統(tǒng)會先在整個零件上計算Z級刀具路徑。所有刀具路徑會在大于斜率閾值的區(qū)域中操作。斜坡閾值以下的區(qū)域則轉(zhuǎn)換為偏移刀具路徑。
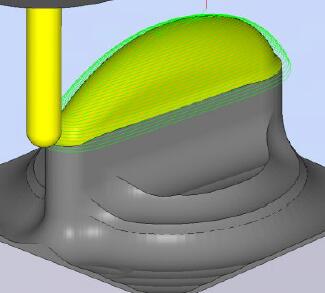
圖10. 當?shù)毒哐刂砻嫦蛳录庸r,模型頂部的刀具路徑近乎流暢地從偏移切割轉(zhuǎn)換到Z級刀具路徑,刀具始終不會離開表面。
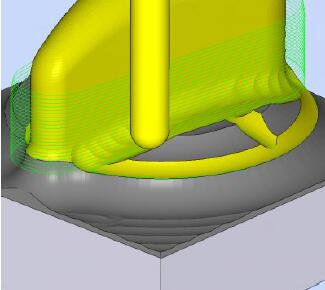
圖11. 當?shù)毒叩竭_非陡面區(qū)域時,刀具路徑將轉(zhuǎn)換回偏移刀具路徑,而不會退刀。
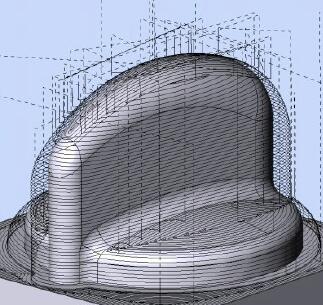
圖12. 若想達到和組合式精加工相同的效果,需創(chuàng)建多個單獨操作,這樣刀具會多次重新定位移動。
展望未來
Global Finishing的首要任務(wù)的是為優(yōu)化編程時間并縮短周期時間提供更多選擇。通過簡化的用戶界面可以實現(xiàn)更快更智能化的編程,并著重強調(diào)Z級和偏移切割通道的自動化應用,同時優(yōu)先考慮刀具路徑的連續(xù)性。
Global Finishing未來將為CNC程序員提供水平面(平行或偏移)圖案選項,還計劃新增其他選項,讓程序員在時間與表面質(zhì)量之間進行優(yōu)先級選擇。例如,對于復雜度較低的泡沫樣品或零件,可以優(yōu)先考慮優(yōu)化循環(huán)時間,而對于復雜度高的部件,可優(yōu)先考慮優(yōu)化表面質(zhì)量。
在客戶反饋和嚴格的實驗室測試的基礎(chǔ)上,GlobalFinishing將不斷開發(fā)復雜的CAM邏輯,為加工復雜的表面提供綜合解決方案。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況