控")



NURBS曲線插補在數(shù)控加工中的應(yīng)用研究
2016-8-3 來源:重慶工業(yè)職業(yè)技術(shù)學(xué)院 重慶工程職業(yè)技 作者:趙平 胡韶華 汪女輝
摘要:進給速度的變化是機床產(chǎn)生振動和影響加工質(zhì)量的重要原因之一。為了有效降低進給速率的變化率,從而達(dá)到抑制機床振動,提高加工效率和質(zhì)量的目的。提出基于NURBS曲線插補方法時數(shù)控程序進行后處理,通過合理選擇基函數(shù)、控制點、權(quán)因子等參數(shù)來實現(xiàn)擬合精度及進給速度的優(yōu)化。以花瓣曲面零件作為數(shù)控加工對象,開展了NURBS曲線插補與直線圓弧插補方式的數(shù)控加工仿真與切削加工對比試驗分析。結(jié)果表明,NURBS曲線插補加工方式具有減少數(shù)控加工時間,提高數(shù)控加工精度與表面質(zhì)量,提升機床動態(tài)性能的優(yōu)勢。
關(guān)鍵詞:NURBS;插補;數(shù)控編程;后處理;花瓣曲面
1、引言
隨著汽車、造船、飛機和模具行業(yè)的發(fā)展,為獲得良好的流線形狀,復(fù)雜曲線及曲面造型也隨之增加,由此對曲線曲面的加工要求越來越高,而插補技術(shù)又是實現(xiàn)高速高精度曲面數(shù)控加工的關(guān)鍵性技術(shù)之一。早期的數(shù)控系統(tǒng)通常采用大量的微小線段或圓弧逼近理論曲線的方法進行插補完成曲面的加工,由此帶來數(shù)控程序文件大、加減速頻繁、進給速度受限和加工精度難以提高等共同的問題I”。1991年國際標(biāo)準(zhǔn)化組織(iso)在工業(yè)產(chǎn)品中幾個定義的產(chǎn)品模型交換標(biāo)準(zhǔn)(sTEP)中將NURBS(Non—UniformRational B-Splines,非均勻有理B樣條)作為自由型曲線、曲面的唯一表示形式131。隨著STEP—NC(IS014649)標(biāo)準(zhǔn)的制定。數(shù)控系統(tǒng)中NURBS曲線插補技術(shù)的研究逐漸增多。
NURBS曲線是一種重要的自由型參數(shù)曲線。文獻嘴參數(shù)增量設(shè)為插補過程中的常量值,實現(xiàn)了參數(shù)插補,卻帶來了劇烈的速度波動。文獻口提出通過二階泰勒近似算法減少速度波動,卻沒有考慮弓高問題,導(dǎo)致加工質(zhì)量可能受影響;文獻啦用前瞻算法確定加減速區(qū)域并完成曲線的速度規(guī)劃,很適合于實時插補過程,但是前瞻窗口的設(shè)置占用了很多的系統(tǒng)資源。文商E【7l采用最小二乘法擬合NURBS曲線方法有較高的逼近精度和連接光澤性,但沒有得到有效的驗證。文獻喂出一種含補償參數(shù)的NURBS算法降低進給速度的波動和輪廓誤差,用仿真算法驗證了算法有效性,但沒有給出工程應(yīng)用案例。提出NURBS插補技術(shù)后處理數(shù)控JJH_工程序,通過合理選擇擬合精度及優(yōu)化進給速度的方法,具有插補精度高、數(shù)控程序量小、加工過程平穩(wěn)的優(yōu)點,仿真和實驗結(jié)果表明使用該技術(shù)可以縮短加工時間,提高加工質(zhì)量。
2、 NURBS曲線插補
2.1 NURBS曲線定義
NURBS(Non—Uniform Rational B-Spline)全稱為非均勻有理B樣條。一條P階NURBS曲線的定義為(4):
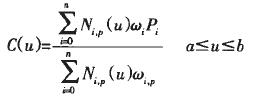
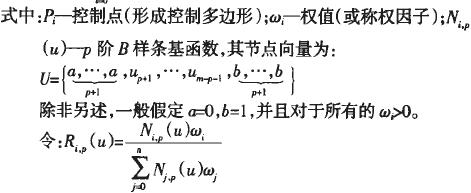
根據(jù)NURBS曲線的數(shù)學(xué)定義,一條NURBS曲線的形狀由控制點、權(quán)因子、節(jié)點向量,及基函數(shù)的冪次等4個參數(shù)決定。
2.2 NURBS曲線在CAD忙AM系統(tǒng)中的應(yīng)用
目前,大多數(shù)高檔CAD/CAM軟件均具有以NURBS為內(nèi)部描述的復(fù)雜自由曲線曲面的設(shè)計功能。如UG即具有多種構(gòu)建NURBS自由曲線曲面的建模方法,并且支持輸出NURBS曲線插補數(shù)控代碼。
2.3 NURBS曲線在CNC系統(tǒng)中的表達(dá)形式
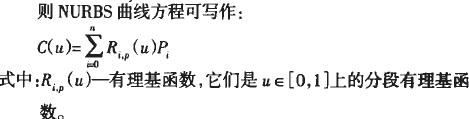
表1不同CNC系統(tǒng)的NURBS插補形式
(見相關(guān)數(shù)控系統(tǒng)說明書)
由NURBS曲線數(shù)學(xué)表達(dá)式可知,一條NURBS曲線由控制頂點、權(quán)因子、節(jié)點矢量、基函數(shù)的冪次等4個參數(shù)決定。數(shù)控機床CNC系統(tǒng)則需要將這4個參數(shù)作為NC系統(tǒng)指令的一部分,由CNC系統(tǒng)內(nèi)部進行實時計算生成NURBS曲線進行插補,并按給定的進給速度要求驅(qū)動機床運動,最終加工出NURBS曲線形狀同。目前大部分中高端的數(shù)控系統(tǒng)均支持NURBS曲線插補加工,如FANUC 18i與SIEMENS 840D的NURBS曲線插補的代碼,如表1所示。
3、 NURBS曲線插補程序?qū)崿F(xiàn)
要實現(xiàn)NURBS曲線插補的數(shù)控加工應(yīng)用,不僅需要CAD/CAM系統(tǒng)對曲線曲面NURBS建模和數(shù)控編程的支持,以及數(shù)控機床CNC系統(tǒng)對NURBS曲線插補的支持,鑒于目前各系統(tǒng)采取的NURBS數(shù)據(jù)格式不同,因此還需要解決NURBS曲線數(shù)據(jù)從CAD系統(tǒng)到CAM系統(tǒng),再到CNC系統(tǒng)的傳遞問題,如圖l所示。
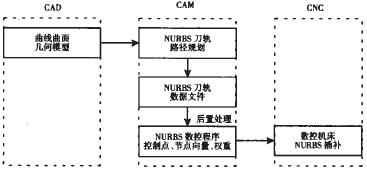
圖1數(shù)控加工NURBS曲線數(shù)據(jù)傳遞過程
對于含有復(fù)雜曲線曲面特征的零件,為獲得高質(zhì)量的NURBS插補數(shù)控加工程序,其關(guān)鍵環(huán)節(jié)是NURBS的自動編程及后置處理。
3.1 NURBS插補自動編程
以UG NX軟件作為NURBS曲線插補的CAM環(huán)境,其支持NURBS曲線插補數(shù)控加工自動編程,并提供了NURBS曲線數(shù)據(jù)的接口函數(shù),可通過后處理將刀位源文件轉(zhuǎn)換為機床識別的NURBS數(shù)控加工代碼。
應(yīng)用UG NX進行NURBS插補數(shù)控編程,需要在編程操作(Operation)中的機床控制(Motion Output)選擇“Nurbs”輸出方式,方可輸出NURBS曲線插補刀位軌跡。
將NURBS曲線插補的連接角度和擬合精度分別控制在5.00及O.03。其中連結(jié)分段(Join Segments)用于控制使分段的刀路曲線連接成一條單一的NURBS曲線,可確保刀具路徑光順。角度公差(Angle Tolerance)用于控制相鄰樣條曲線之間的擬合情況。為了得到可靠的結(jié)果,應(yīng)該設(shè)置角度公差值為50或更小,通常應(yīng)小于系統(tǒng)的角度公差。擬合控制公差(Fitting ControlTolerance)具有兩個作用:一是控制兩條樣條曲線連接處所成角的擬合光順程度,擬合控制公差越大,在該處就越光順;二是控制刀具路徑逼近產(chǎn)品曲線的程度,擬合公差越小,刀具路徑和原曲線就越一致。該選項應(yīng)使插補曲線光順的前提下,選用較小的公差值,使曲線的擬合精度更高,提高曲線曲面的加工精度。可通過對該參數(shù)多次賦值生成NURBS刀位軌跡的方式,取其最小值。
通過在UG CAM環(huán)境中對數(shù)控編程操作參數(shù)的設(shè)置,可控制NURBS插補程序的輸出。NURBS曲線插補程序刀位軌跡及其源文件(cLsF文件)數(shù)據(jù),如圖2所示。
3.2 NURBS插補后處理配置
NURBS插補的后處理是將CAM軟件生成的NURBS插補加工刀位軌跡源文件轉(zhuǎn)換成特定機床可接受的NURBS插補加工數(shù)控代碼過程,是解決NURBS數(shù)據(jù)從CAM系統(tǒng)傳遞到CNC系統(tǒng)的關(guān)鍵環(huán)節(jié)。利用UG NX軟件提供的后處理構(gòu)造器(Uc,Post Builder),建立與數(shù)控機床NURBS插補相關(guān)的事件處理文件(XXX.tel)和事件定義文件(x)()(.def),通過對NURBS數(shù)據(jù)的匹配與處理,將系統(tǒng)產(chǎn)生的NURBS數(shù)據(jù)格式傳遞給指定的數(shù)控系統(tǒng)。SIEMENS 840D控制系統(tǒng)的NURBS插補后處理配置文件的測試過程,其顯示了NURBS插補的后處理事件與系統(tǒng)變量以及輸出數(shù)控程序之間的對應(yīng)關(guān)系。
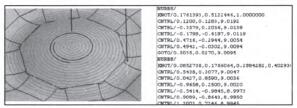
圖2 NURBS曲線插補刀位軌跡及源文件數(shù)據(jù)
4 、NURBS曲線插補程序仿真
為驗證NURBS插補數(shù)控程序的正確性以及分析NURBS插補加工質(zhì)量,在機床力11工前需對NURBS程序進行數(shù)控加工仿真驗證。數(shù)控加工仿真軟件采用VEIuCUT進行分析。加工零件曲面的花瓣曲面零件,如圖3所示。
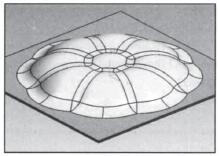
圖3花瓣曲面零件(最小曲率半徑p=6mm)

(a)
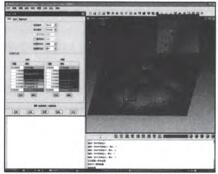
(b)
圖4直線圓弧插補和NURBS插補仿真結(jié)果
對于花瓣曲面零件,采用直線圓弧插補和NURB$曲線插補的仿真效果分別,如圖4所示。從對比云圖中可看到,采用直線圓弧插補得到的曲面表面較為粗糙,加工后的曲面偏離理論曲面的區(qū)域數(shù)量較多;而在同樣的區(qū)域,采用NURBS插補加工方式得到的曲面較為精細(xì),加工后的曲面偏離理論曲面的區(qū)域數(shù)量較少。
5、NURBS曲線插補加工實例
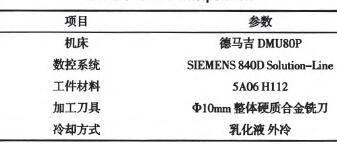
為充分驗證NURBS曲線插補在數(shù)控機床上的實際加工效果,分別對前述的橢圓曲線和花瓣曲面開展切削試驗,試驗條件,如表2所示。
表2 NURBS曲線插補加工試驗條件
同樣在相同的加工條件下對花瓣曲面進行了加工,采用直線圓弧插補和NURBS曲線插補式的加工時間分別為22min57s和9minl8s,花瓣曲面的NURBS曲線插補比直線圓弧插補加工時間減少59.5%,如圖5所示。
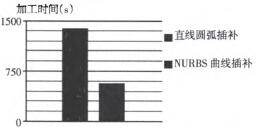
圖5花瓣曲面的直線圓弧插補與NURBS曲線插補加工時間對比
在加工質(zhì)量方面,采用傳統(tǒng)直線圓弧插補加工的零件表面粗糙,而NURBS插補加工得到的表面光滑,與前述的數(shù)控加工仿真結(jié)果是一致。通過分析認(rèn)為,加工復(fù)雜曲面時,采用直線圓弧插補方式的數(shù)控程序需要將曲面輪廓離散成小直線段與小圓弧段,形成擬合誤差,在高速加工時機床需頻繁地加減速,易產(chǎn)生速度不連續(xù)及機床振動現(xiàn)象,因此加工的曲面表面較為粗糙;而NURBS曲線其固有的曲面擬合特性和高階連續(xù)的特性,可以保證曲線曲面零件的加工精度,改善機床的動態(tài)性能,從而實現(xiàn)曲線曲面的高速高精度數(shù)控加工;其對比結(jié)果,如圖6、圖7所示。
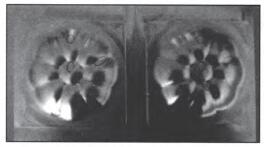
圖6直線圓弧插補和NURBS插補實際加工后效果

a)直線圓弧插補加工的花瓣表面(放大)

(h)NURBS f|Il線捕補加I:的化瓣表旺耵(放大)
圖7兩種插補方式加工花瓣表面質(zhì)量對比
6、結(jié)論
研究了數(shù)控加工中NURBS曲線的插補原理以及實現(xiàn)方法,在UGNX中實現(xiàn)了NURBS曲線插補的自動編程,用VERICUT實現(xiàn)了NURBS曲線插補的仿真分析,精確模擬了NURBS曲線插補與直線圓弧插補,并開展了NURBS插補與直線圓弧插補加工對比試驗。通過對花瓣曲面的數(shù)控加工仿真分析和切削試驗驗證,結(jié)果表明,在曲面加工中,NURBS曲線插補優(yōu)于直線圓弧插補,應(yīng)用NURBS曲線插補技術(shù)合理選擇擬合精度及優(yōu)化進給速度,減少了數(shù)控加工代碼數(shù)量,提高了加工效率與加工表面質(zhì)量,提升了機床加工動態(tài)性能。為復(fù)雜曲線曲面的高速高精度數(shù)控加工提供了參考,具有廣泛的應(yīng)用前景。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)