


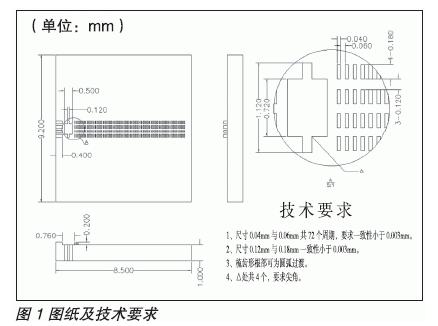
隨著科技的發展,對機械零部件、模具產品等的加工精度要求是越來越高,高精度的低速走絲線切割在國內逐漸得到普及,但對于一些特殊要求的產品,不僅是要求有高精度的機床,同時還需要成熟的工藝過程、合理的工裝夾具以及高技能的工人相互結合才能做出理想的產品。如圖1就是一個較為典型的例子。
一、技術要求
1.1、材料為鎢銅合金。
1.2、尺寸0.04mm與0.06mm共72個周期,要求一致性小于0.003mm。
1.3、尺寸0.12mm與0.18mm一致性小于0.003mm。
1.4、梳齒根部可圓弧過渡。
1.5、△處共4個,要求尖角。
二、加工方案
分析這個零件在三維的三個軸線上均需要加工,且精度都很高,所以這個工件至少需要三次裝夾,這就存在每一次的裝夾都會帶來誤差,如何減小有裝夾帶來的誤差呢?我們應用了3R-system快速換裝夾具,此夾具能快速換裝提高機床實動率,同時能保持換裝精度0.002mm。根據圖紙所要求的尺寸,我們應用了三菱電機的FA20PS-Advance高精度慢走絲機床,此機床最小使用線徑0.05mm,加工精度0.003mm。
三、加工過程
3.1、備一塊30mm×18mm×10mm的鎢銅材料。
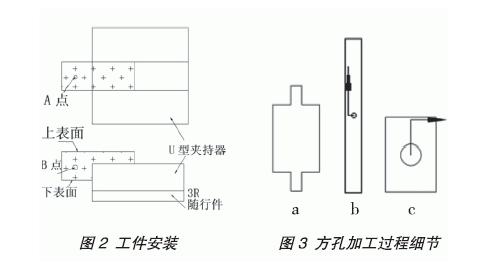
3.2、按圖2裝入3R隨行件U型夾持器上。
3.3、按照圖2所示A、B處做穿線孔。孔徑及位置按圖紙確定。
3.4、將2只3R底座(macro座)固定到慢走絲機床上打表找正,一只正裝,一只臥裝,用校正器分別找出底座的坐標,并分別記錄于機床坐標系中。
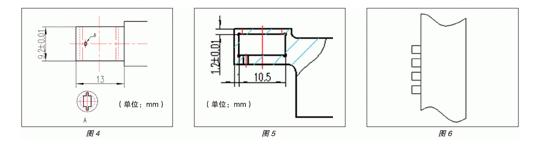
3.5、將裝有工件毛坯的夾持器安裝的正裝的底座上,機床安裝0.05mm的線加工圖3a形狀,在加工這個形狀時要注意先加工圖3b,再加工圖3c。
由于加工圖3c時會將圖3b的接刀痕切除,同時圖3c的進出刀位置都在圖3b的空當。所以這樣的加工順序可以最大限度地減小進出刀的接痕,同時保證圖1上所要求的4個尖角位置。
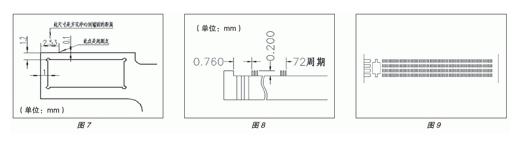
完成圖3a后換用0.2mm的線加工9.2mm×13mm尺寸,此步完成后如圖4。
3.6、將工件安裝于臥裝的底座上,用0.2mm的線加工圖5形狀。
3.7、換用0.07mm的線,將隨行件轉90度,安裝于臥裝底座上,加工圖6形狀。
3.8、再換0.05mm的線,將隨行件再轉動90度,安裝于臥裝底座上,把電極移動至圖7所示的起割點位置加工圖8的梳齒形狀。
程序如下:
G54G90G92X0Y0 //選擇工件坐標系G54加工圖8的0.76部分
M80
M82
M84
M90
G00X-0.353
E65F0.3 //選擇E65電參數,經多次試驗后所得,預定速度0.3mm/分鐘
G01Y-0.295 //此處留有0.005mm的放電間隙,避免燒傷底面
X0.353
Y0
G22H001P72
N001
G55G90 G92X0Y0 //選擇工件坐標系G55加工圖8的72個周期
E65F0.3
G00X0.1
G01Y-0.295
G04X0.5 //防止電極滯后引起的加工不到位
G00Y0
G23
M02
程序優化:
由于72個周期太多,為了減小程序體積,故使用了主程序調用子程序的程序結構。加工完成后整個工件基本成型,如圖9。
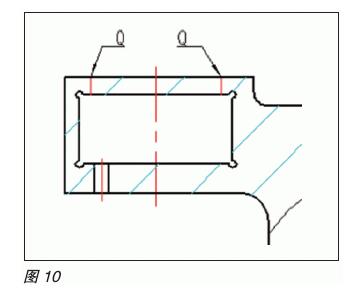
3.9、到此處即可取下在投影儀下檢查梳齒部分有無缺陷,如果沒有缺陷即可換用0.2mm的線將圖10中標有Q的兩處切斷,取下工件即為成品。
四、加工結果
整個零件加工完成后主要尺寸檢驗報告如表1(三豐投影儀放大50倍)。
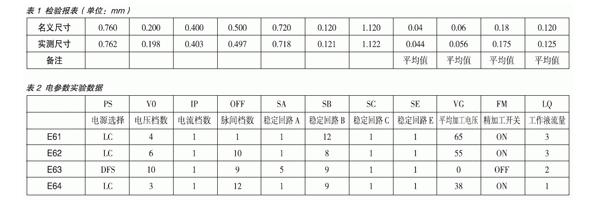
五、電參數的確定
在加工梳齒形狀前經過反復的十多次實驗,列出幾次典型的試驗電參數(如表2)。
表2中參數各加工5個梳齒,預定速度FA0.3,直徑0.05mm SP特殊電極。實驗結果:
E61參數加工出來幾乎沒有梳齒形狀,梳齒全部被電蝕,僅根部有少量突起。
E62參數加工出來有梳齒形狀,但是形狀不規則,均勻性非常差,齒狀部分寬度平均為0.03mm。
E63參數加工過程中頻繁短路,僅僅加工2個齒形,無法繼續加工,在投影儀下看不到任何齒形。
E64參數加工形狀非常接近圖紙要求,實測0.04mm尺寸為0.043mm~0.046mm、0.06mm尺寸為0.054mm~0.057mm,0.1mm周期尺寸一致性小于0.003mm。齒形深度0.2mm為0.198mm。
綜上所述,最終采用E64電參數。
六、總結
經過多次參數的實驗,最終加工出合格的產品。實測數據完全達到圖紙要求,數據如表1所示。通過我們不懈努力,最終解決了微精梳齒加工的技術性難題。
在實際加工中,一般情況下,為了達到高精度的加工,都采用多次加工的方法逐次逼近理想形狀,而在一些沒有加工余量的特殊場合,只能采用一次加工,同時為了減少二次放電的形成,只能在電參數及加工液流量上想辦法。不僅如此,還要選擇適當的工藝路線及安裝夾具。只有將機器、工藝、人員三者有機的結合在一起,才能讓精密加工有新的突破。(end)
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

