


現(xiàn)代航空發(fā)動(dòng)機(jī)整體葉盤(pán)及其制造技術(shù)
2014-1-20 來(lái)源:數(shù)控機(jī)床市場(chǎng)網(wǎng) 作者:黃春峰
[ 摘要] 整體葉盤(pán)是現(xiàn)代航空發(fā)動(dòng)機(jī)的一種新型結(jié)構(gòu)部件, 對(duì)于提高其性能具有重要作用。本文主要介紹了航空發(fā)動(dòng)機(jī)整體葉盤(pán)結(jié)構(gòu)的特點(diǎn)、應(yīng)用現(xiàn)狀、發(fā)展趨勢(shì)及其制造技術(shù)。
關(guān)鍵詞: 發(fā)動(dòng)機(jī)結(jié)構(gòu) 整體葉盤(pán) 特種加工 制造技術(shù)
現(xiàn)代航空發(fā)動(dòng)機(jī)的結(jié)構(gòu)設(shè)計(jì)和制造技術(shù)是發(fā)動(dòng)機(jī)研制、發(fā)展、使用中的一個(gè)重要環(huán)節(jié), 為滿足以 F119、F120、 EJ200 為標(biāo)志的第 4 代戰(zhàn)斗機(jī)用發(fā)動(dòng)機(jī)以及未來(lái)高推比新概念發(fā)動(dòng)機(jī)的性能要求, 除采用先進(jìn)技術(shù)減少飛機(jī)機(jī)體結(jié)構(gòu)、機(jī)載設(shè)備的重量外, 關(guān)鍵是要求發(fā)動(dòng)機(jī)的推重比達(dá)到 10 這一級(jí), 重點(diǎn)突破發(fā)動(dòng)機(jī)部件的氣動(dòng)、結(jié)構(gòu)設(shè)計(jì)、材料、工藝等方面的關(guān)鍵技術(shù)。其中,在發(fā)動(dòng)機(jī)風(fēng)扇、壓氣機(jī)、渦輪上采用整體葉盤(pán)(Blisk) 結(jié)構(gòu)( 包括整體葉輪、整體葉環(huán)) 是重要措施。
1 整體葉盤(pán)結(jié)構(gòu)的特點(diǎn)
(1) 整體葉盤(pán)是航空發(fā)動(dòng)機(jī)的一種新型結(jié)構(gòu)部件,它與常規(guī)葉盤(pán)連接相比有以下特點(diǎn):·不需葉片榫頭和榫槽連接的自重和支撐這些重量的結(jié)構(gòu), 減輕了發(fā)動(dòng)機(jī)風(fēng)扇、壓氣機(jī)、 渦輪轉(zhuǎn)子的重量。英國(guó) R· R 公司在發(fā)動(dòng)機(jī)中采用整體葉盤(pán)結(jié)構(gòu)后, 與傳統(tǒng)的葉片、輪盤(pán)分體結(jié)構(gòu)相比, 重量可減輕50%; 若采用金屬基復(fù)合材料 (MMC) 的整體葉環(huán)(Bling), 則可減重 70%。·原輪緣的榫頭變?yōu)楣耐? 盤(pán)變薄, 其內(nèi)孔直徑變大; 消除了盤(pán)與榫頭的接觸應(yīng)力, 同時(shí)也消除了由于榫頭安裝角引起的力矩產(chǎn)生的擠壓應(yīng)力; 減輕了盤(pán)的重量, 提高了葉片的振動(dòng)頻率。
·整體葉盤(pán)可消除常規(guī)葉盤(pán)中氣流在榫根與榫槽間縫隙中逸流造成的損失, 使發(fā)動(dòng)機(jī)工作效率增加, 從而使整臺(tái)發(fā)動(dòng)機(jī)推重比顯著提高。
·由于省去了安裝邊和螺栓、螺母、鎖片等連接件, 零件數(shù)量大大減少, 避免了榫頭、榫槽間的微動(dòng)摩損、微觀裂紋、鎖片損壞等意外事故, 使發(fā)動(dòng)機(jī)工作壽命和安全可靠性大大提高。
·如整體葉盤(pán)葉片損壞, 為避免拆換整個(gè)轉(zhuǎn)子, 將整體葉盤(pán)與其他級(jí)用螺栓相連, 形成可分解的連接結(jié)構(gòu)。
·由于高壓壓氣機(jī)葉片短而薄, 葉片離心力較小,輪緣徑向厚度小, 采用整體葉盤(pán)結(jié)構(gòu)減重不顯著。例如F414發(fā)動(dòng)機(jī)的高壓壓氣機(jī), 前3級(jí)采用整體葉盤(pán)后重量只減少3.632kg;而兩級(jí)風(fēng)扇采用整體葉盤(pán)減重20.43kg, 因此EJ200發(fā)動(dòng)機(jī)的高壓壓氣機(jī)僅第一級(jí)采用整體葉盤(pán)結(jié)構(gòu)。
(2) 航空發(fā)動(dòng)機(jī)整體葉盤(pán)結(jié)構(gòu)在研究發(fā)展中也存在一些問(wèn)題。
·整體葉盤(pán)加工困難, 只有制造技術(shù)發(fā)展到一定水平后, 整體葉盤(pán)的應(yīng)用才成為可能。
·發(fā)動(dòng)機(jī)在使用過(guò)程中, 轉(zhuǎn)子葉片常遇到外物打傷或因振動(dòng)葉片出現(xiàn)裂紋, 整體葉盤(pán)要更換葉片非常困難, 有可能因?yàn)橐粋€(gè)葉片損壞而報(bào)廢整個(gè)整體葉盤(pán)。因此風(fēng)扇的第1、2級(jí)一般不用整體葉盤(pán)結(jié)構(gòu), 整體葉盤(pán)葉片的修理技術(shù)也是整體葉盤(pán)擴(kuò)大應(yīng)用必須解決的關(guān)鍵問(wèn)題。
·由于整體葉盤(pán)的葉型復(fù)雜, 精度要求高, 葉型薄, 受力后變形大, 所以機(jī)械加工非常困難, 又因?yàn)辇X數(shù)多、齒密, 所以加工量非常大。因此葉型加工是整體葉盤(pán)制造的主要工序。
2 整體葉盤(pán)結(jié)構(gòu)的應(yīng)用
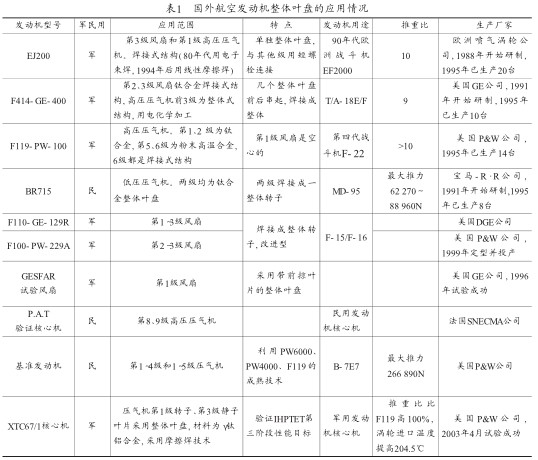
隨著航空制造技術(shù)的不斷發(fā)展, 近年來(lái)整體葉盤(pán)結(jié)構(gòu)在新研制航空發(fā)動(dòng)機(jī)中已得到廣泛應(yīng)用( 表 1)。
2.1 美國(guó)整體葉盤(pán)的應(yīng)用
美國(guó)GE公司最早在20世紀(jì)70年代就在T700發(fā)動(dòng)機(jī)的壓氣機(jī)上大量采用整體葉盤(pán)結(jié)構(gòu), 爾后又陸續(xù)將這一技術(shù)應(yīng)用到CT7、CFE738、GE23A、YF120、F414和F110發(fā)動(dòng)機(jī)上。YF120的2級(jí)風(fēng)扇和5級(jí)高壓壓氣機(jī)全部采用整體葉盤(pán)結(jié)構(gòu)的轉(zhuǎn)子, 風(fēng)扇葉片采用低展弦比葉片, 其中第1級(jí)為空心葉片。F414的第2、3級(jí)風(fēng)扇采用低展弦比葉片的串列轉(zhuǎn)子采用惰性氣體焊接的鈦合金(Ti17) 整體葉盤(pán)結(jié)構(gòu),且兩個(gè)整體葉盤(pán)還焊接在一起形成整體轉(zhuǎn)子, 使風(fēng)扇轉(zhuǎn)子重量比F404減輕了20.41kg; 高壓壓氣機(jī)前3級(jí)也采用了整體葉盤(pán), 第1、2級(jí)用Ti17合金制成, 且焊成一體, 第3級(jí)采用Inconel 718鎳基合金制成, 使壓氣機(jī)的重量減輕3.63kg。F404整臺(tái)發(fā)動(dòng)機(jī)5級(jí)整體葉盤(pán)轉(zhuǎn)子比常規(guī)葉盤(pán)連接的零件減少了484個(gè), 與原型機(jī)F404相比, 其推重比由7.5提高到9.1。由幾個(gè)整體葉盤(pán)前后串起焊成一體的設(shè)計(jì), 是F414優(yōu)于EJ200發(fā)動(dòng)機(jī)的顯著特點(diǎn), 它能進(jìn)一步降低轉(zhuǎn)子的重量, 提高發(fā)動(dòng)機(jī)耐久性。F110- GE- 129改型為F110- GE- 129R時(shí), 即將3級(jí)風(fēng)扇全改成寬弦葉片、整體葉盤(pán)結(jié)構(gòu), 零件數(shù)減少了2/3。由于風(fēng)扇效率與空氣流量提高, 使發(fā)動(dòng)機(jī)推力增加5.9%。如維持原推力, 則熱端部件壽命由4000TAC循環(huán)( 戰(zhàn)術(shù)空間循環(huán)) 提高到6000TAC循環(huán)。
90年代GE公司還研究了一種前掠葉片的整體葉盤(pán)結(jié)構(gòu)風(fēng)扇, 并在前掠氣動(dòng)研究試驗(yàn)臺(tái)(GESFAR) 上成功地進(jìn)行了試驗(yàn)。這種新型風(fēng)扇部件具有高速、小展弦比、前掠葉片的特點(diǎn), 整體葉盤(pán)由高強(qiáng)度鈦合金制成, 葉尖直徑約為508~ 635mm, 空氣流量約為100kg/s。試驗(yàn)結(jié)果表明該風(fēng)扇不僅減輕了重量, 而且比常規(guī)風(fēng)扇的效率高4%, 其中尖部效率提高8%, 失速裕度提高3%~ 5%, 因而使發(fā)動(dòng)機(jī)抗流場(chǎng)畸變能力提高80%。目前GE公司已將其安裝到IHPTET驗(yàn)證機(jī)上進(jìn)行了評(píng)估, 并將用于改進(jìn)現(xiàn)役發(fā)動(dòng)機(jī), 如F414等。
80年代初, 美國(guó)P&W公司開(kāi)始在PW5000發(fā)動(dòng)機(jī)上使用和驗(yàn)證風(fēng)扇壓氣機(jī)整體葉盤(pán)結(jié)構(gòu), 目前已應(yīng)用到F119和F100發(fā)動(dòng)機(jī)上。P&W公司為先進(jìn)戰(zhàn)術(shù)戰(zhàn)斗機(jī)ATF/F22研制的推重比為10的F119- PW- 100發(fā)動(dòng)機(jī), 3級(jí)風(fēng)扇、6級(jí)高壓壓氣機(jī)的轉(zhuǎn)子, 全部采用了整體葉盤(pán),是唯一一種在風(fēng)扇與壓氣機(jī)中全部采用整體葉盤(pán)結(jié)構(gòu)的發(fā)動(dòng)機(jī), 6級(jí)軸流高壓壓氣機(jī)整體葉盤(pán)的第1、2級(jí)為鈦合金, 葉片和輪盤(pán)用線性摩擦焊將其焊成一體; 第3~6級(jí)為粉末高溫合金, 葉片與輪盤(pán)的焊接采用了鍛接擴(kuò)散連接技術(shù)。有的F119壓氣機(jī)轉(zhuǎn)子還采用ALLOY- C型阻燃鈦合金整體葉盤(pán)。ALLOY- C型鈦合金不但具有良好的阻燃性能, 而且具有良好的高溫變形、冷軋、延展、焊接和鑄造性能, 其鈑金成形延展率可達(dá)40%~ 50%。
在F100- PW- 229發(fā)動(dòng)機(jī)改型(F100- PW- 229A) 中的第2~ 3級(jí)全部采用整體葉盤(pán)結(jié)構(gòu)。 改型后的發(fā)動(dòng)機(jī)在保持推力不變的情況下, 渦輪進(jìn)口溫度降低49℃, 發(fā)動(dòng)機(jī)的可靠性和壽命得到提高。在PW7000發(fā)動(dòng)機(jī)方案中, 5級(jí)高壓壓氣機(jī)全部采用大后掠、高效率葉片的整體葉盤(pán)結(jié)構(gòu)轉(zhuǎn)子。90年代初, P&W公司還研究了帶后掠葉片的整體葉盤(pán)結(jié)構(gòu)的兩級(jí)風(fēng)扇, 其尺寸和流量與F119的風(fēng)扇的基本相同, 目前該葉片為后掠實(shí)心葉片,但將來(lái)可能采用空心的金屬葉片或復(fù)合材料葉片。該風(fēng)扇效率比當(dāng)時(shí)的IHPTET基準(zhǔn)風(fēng)扇的效率高50%左右, 每級(jí)風(fēng)扇的壓比比IHPTET基準(zhǔn)風(fēng)扇的高30%, 不久將裝到IHPTET驗(yàn)證機(jī)發(fā)動(dòng)機(jī)上進(jìn)行試驗(yàn)驗(yàn)證。
美國(guó)聯(lián)合攻擊機(jī)JSF的升力風(fēng)扇也采用了整體葉盤(pán)結(jié)構(gòu), 這是迄今為止最大的整體葉盤(pán), 外徑1.27m, 毛坯重1 500kg,成品重100kg。艾利遜公司1998年在XTC16/1A核心機(jī)上試驗(yàn)了渦輪整體葉盤(pán), 這是用鍛接工藝將單晶Lamilloy葉片粘接在粉末冶金盤(pán)上的,Lamilloy轉(zhuǎn)子葉片比常規(guī)氣膜冷卻葉片少用30%的冷卻空氣, 壽命增加100%, 整體葉盤(pán)結(jié)構(gòu)減少重量25%~30%。據(jù)《航空周刊》最新報(bào)道, 美國(guó)P&W公司在IHPTET計(jì)劃下成功完成了XTC67/1先進(jìn)發(fā)動(dòng)機(jī)核心機(jī)的試驗(yàn)。XTC67/1核心機(jī)壓氣機(jī)的第1級(jí)轉(zhuǎn)子、第3級(jí)靜子葉片采用了比強(qiáng)度高的γ 鈦鋁合金整葉片盤(pán), 目的用于驗(yàn)證IHPTET計(jì)劃第三階段的性能目標(biāo), 推重比要比F119發(fā)動(dòng)機(jī)提高100%, 渦輪進(jìn)口溫度提高204.5℃, 4級(jí)壓氣機(jī)的壓比比F119的6級(jí)壓氣機(jī)壓比還要高。該核心機(jī)在美國(guó)空軍阿諾德工程發(fā)展中心的J1試驗(yàn)臺(tái)上進(jìn)行了6批次試驗(yàn), 截至2003年4月累計(jì)時(shí)數(shù)28h。另外, 為滿足波音公司的B- 7E7飛機(jī)推進(jìn)系統(tǒng)和成本目標(biāo), 美國(guó)P&W公司的基準(zhǔn)發(fā)動(dòng)機(jī)也將采用已驗(yàn)證技術(shù)和先進(jìn)制造技術(shù)。其中B- 7E7發(fā)動(dòng)機(jī)前4級(jí)或前5級(jí)壓氣機(jī)將采用整體葉盤(pán)。P&W公司還將在美國(guó)空軍阿諾德工程發(fā)展中心(AEDC) 進(jìn)行7E7發(fā)動(dòng)機(jī)的高空模擬試驗(yàn), 累計(jì)試驗(yàn)時(shí)數(shù)將達(dá)到15 000個(gè)工作循環(huán)。這項(xiàng)計(jì)劃已于2004年正式啟動(dòng)。
2.2其他國(guó)家整體葉盤(pán)的應(yīng)用
英國(guó)、德國(guó)、意大利和西班牙合作研制的EJ200發(fā)動(dòng)機(jī), 其3級(jí)風(fēng)扇壓比為4.2, 最初只在遠(yuǎn)離進(jìn)口處的第3級(jí)風(fēng)扇上采用了電子束焊接的整體葉盤(pán)結(jié)構(gòu), 后來(lái)在第2級(jí)也采用了整體葉盤(pán)結(jié)構(gòu), 目前第1級(jí)上也已采用整體葉盤(pán)結(jié)構(gòu), 并有可調(diào)進(jìn)口導(dǎo)流葉片以保證有足夠的壓氣機(jī)喘振裕度。其材料為鈦合金, 用線性摩擦焊取代電子束焊制造整體葉盤(pán)。
在寶馬- R · R公司研制的BR715發(fā)動(dòng)機(jī)上, 由于第1級(jí)風(fēng)扇葉片采用了RB211- 535E發(fā)動(dòng)機(jī)的寬弦無(wú)凸臺(tái)夾芯葉片, 塵砂進(jìn)入極少。風(fēng)扇后的兩級(jí)低壓( 增壓) 壓氣機(jī)都采用寬弦空心葉片的整體葉盤(pán), 并將兩級(jí)焊成一體, 形成不可分散的連接結(jié)構(gòu), 這是整體葉盤(pán)在民用高涵道比發(fā)動(dòng)機(jī)上首次應(yīng)用。加工和修理整體葉盤(pán)結(jié)構(gòu)除采用電子束焊外, R· R公司與MTU公司還共同開(kāi)發(fā)了線性摩擦焊工藝。
法國(guó)國(guó)營(yíng)航空發(fā)動(dòng)機(jī)制造公司SNECMA在20世紀(jì)90年代初開(kāi)展了一項(xiàng)為發(fā)展新型民用發(fā)動(dòng)機(jī)核心機(jī)的技術(shù)驗(yàn)證計(jì)劃, 即P.A.T計(jì)劃( 技術(shù)活動(dòng)計(jì)劃, Plan Act~ion Technologies)。在該計(jì)劃中, 11級(jí)壓氣機(jī)中第8、9兩級(jí)采用了整體葉盤(pán)結(jié)構(gòu), 這實(shí)際上也是為整體葉盤(pán)結(jié)構(gòu)在大型民用發(fā)動(dòng)機(jī)中推廣進(jìn)行的技術(shù)儲(chǔ)備與探索。
我國(guó)正在研制帶箍的整體葉盤(pán)結(jié)構(gòu), 目的是為了克服前掠葉片的顫振。這種葉片帶箍設(shè)計(jì), 即葉片尖部加一個(gè)環(huán)帶, 這樣葉片振動(dòng)受到了約束, 顫振可以消除; 但葉片箍的受力非常大, 一般金屬材料是無(wú)法承受的。利的。利用碳纖維可以承受極大的拉力這一特性,在金屬箍外面加繞碳纖維的復(fù)合材料, 葉片、盤(pán)及箍產(chǎn)生的離心力由碳纖維復(fù)合材料承擔(dān)。由于碳纖維復(fù)合材料密度只有 1.6~ 1.7g/cm3, 而鈦合金材料為 4.6g/cm3左右, 所以箍的重量不大。常規(guī)設(shè)計(jì)中, 葉片受的是拉伸應(yīng)力, 現(xiàn)在帶箍葉片上半部受的是壓縮應(yīng)力, 葉片受的應(yīng)力下降, 所以葉片厚度可以下降很多, 盤(pán)的重量也可以大大下降, 重量大約是常規(guī)葉盤(pán)結(jié)構(gòu)的50%。預(yù)計(jì)在不久的將來(lái), 這項(xiàng)技術(shù)會(huì)普遍應(yīng)用在航空發(fā)動(dòng)機(jī)的風(fēng)扇和高壓壓氣機(jī)設(shè)計(jì)中。
2.3 整體葉盤(pán)結(jié)構(gòu)的發(fā)展趨勢(shì)
整體葉盤(pán)結(jié)構(gòu)不僅應(yīng)用在研制和改進(jìn)中的發(fā)動(dòng)機(jī)上, 而且還將用在未來(lái)推重比為15~ 20的高性能發(fā)動(dòng)機(jī)上 ,如歐洲未來(lái)推重比15~ 20的發(fā)動(dòng)機(jī)和美國(guó)的HPTET計(jì)劃中推重比為20的發(fā)動(dòng)機(jī), 在這些發(fā)動(dòng)機(jī)上將采用效果更好的SiC陶瓷基復(fù)合材料或抗氧化的C/C復(fù)合材料制造整體渦輪葉盤(pán)。美國(guó)研制的C/C復(fù)合材料整體渦輪葉盤(pán)已在1 760℃環(huán)境中進(jìn)行了地面超轉(zhuǎn)試驗(yàn)。采用整體葉盤(pán)結(jié)構(gòu), 其轉(zhuǎn)子葉片必然要設(shè)計(jì)成抗外物損傷的葉片, 以減少維修次數(shù)費(fèi)用。目前風(fēng)扇和壓氣機(jī)整體葉盤(pán)結(jié)構(gòu)的轉(zhuǎn)子葉片普遍采用小展弦比的鈦合金葉片, 有空心、實(shí)心、掠式和非掠式的; 而下一代推重比為15~ 20的發(fā)動(dòng)機(jī)必將采用氣動(dòng)性能先進(jìn)的掠式、重量更輕的空心抗外物損傷能力強(qiáng)的小展弦比葉片, 如果可能, 也將用強(qiáng)度和剛性更好及密度更小的金屬基復(fù)合材料代替高溫鈦合金, 這樣可提高氣動(dòng)性能和效率, 既滿足強(qiáng)度和可靠性要求, 又大大減輕重量, 使發(fā)動(dòng)機(jī)推重比大大提高。
如果將整體葉盤(pán)中的輪盤(pán)部分去掉, 就成為整體葉環(huán), 這時(shí)該件的重量將進(jìn)一步降低。整體葉環(huán)直接固定在承力環(huán)上。由于缺少了承受負(fù)荷的輪盤(pán), 整體葉環(huán)承受不了葉片的離心負(fù)荷, 為此, 整體葉環(huán)只能用密度較小的復(fù)合材料來(lái)制造。這種整體葉環(huán)的重量約為常規(guī)結(jié)構(gòu)重量的30%, 目前, 正在研制的整體葉環(huán)是用連續(xù)單根碳化硅長(zhǎng)纖維增強(qiáng)的Ti基復(fù)合材料 (TiMMC)制造的。TiMMC具有比強(qiáng)度、比剛度高, 使用溫度高及疲勞和蠕變性能好的優(yōu)點(diǎn)。例如德國(guó)研制的SCS- 6SiC/IMI834復(fù)合材料的抗拉強(qiáng)度高達(dá)2 200MPa, 剛度達(dá)220GPa, 而且具有極為優(yōu)異的熱穩(wěn)定性, 在700℃溫度暴露2 000h后, 力學(xué)性能不降低。TiMMC葉環(huán)代替壓氣機(jī)盤(pán), 可使壓氣機(jī)的結(jié)構(gòu)重量減輕70%。
美國(guó)制造的TiMMC整體葉環(huán)已成功用在P&W的XTC- 65IHPTET驗(yàn)證機(jī)的第3~ 4級(jí)壓氣機(jī)上, 由于材料和結(jié)構(gòu)的先進(jìn)性使轉(zhuǎn)子重量大大減輕, 如第3級(jí)整體葉環(huán)轉(zhuǎn)子重量只有4.5kg左右, 而常規(guī)鎳基合金制造的同樣轉(zhuǎn)子的實(shí)際重量為25kg。由于TiMMC復(fù)合材料只能承受477℃的溫度, 壓氣機(jī)不能在高溫環(huán)境下工作, 下一步將考慮用Al- Ti化合物(Ti3Al和TiAl) 作基體, 可耐溫927℃。英、法、德也研制了TiMMC葉環(huán), 并成功地進(jìn)行了臺(tái)架試驗(yàn), 用于改進(jìn)EJ200的3級(jí)風(fēng)扇、高壓壓氣機(jī)和渦輪, 以便為EJ200在21世紀(jì)推重比達(dá)15~ 20提供技術(shù)基礎(chǔ)。在我國(guó)與印度開(kāi)展的國(guó)際合作項(xiàng)目中, 有一帶環(huán)箍的單級(jí)風(fēng)扇試驗(yàn)研究, 該風(fēng)扇的設(shè)計(jì)參數(shù)為: 增壓比3.0, 葉尖切向速度470m/s, 有17片葉片, 外徑0.4m, 采用了帶外箍環(huán)的整體葉環(huán)結(jié)構(gòu) ( 只能用復(fù)合材料來(lái)制作), 目前印度已成功制造出該試驗(yàn)件, 在國(guó)際上處于領(lǐng)先地位。
3 整體葉盤(pán)的制造技術(shù)
發(fā)動(dòng)機(jī)整體葉盤(pán)的制造工藝和維修的復(fù)雜性是目前影響其應(yīng)用和推廣的兩大因素。整體葉盤(pán)的機(jī)械制造加工面臨越來(lái)越強(qiáng)的挑戰(zhàn)。由于整體葉盤(pán)結(jié)構(gòu)復(fù)雜,加工精度要求高, 尤其是葉片工作表面為空間自由曲面, 形狀極其復(fù)雜; 特別是為適應(yīng)其高溫、高壓、高轉(zhuǎn)速的工作條件, 廣泛采用鈦合金、粉末高溫合金等高性能金屬材料和鈦基復(fù)合材料、鈦鋁化合物基復(fù)合材料等先進(jìn)復(fù)合材料, 因此影響了材料的可加工性, 傳統(tǒng)的機(jī)械加工方法已難以勝任, 必須應(yīng)用現(xiàn)代特種制造加工技術(shù), 探索研究出更加高效、可靠的加工工藝方法。整體葉盤(pán)從結(jié)構(gòu)設(shè)計(jì)上分為整體式和焊接式兩類。整體式整體葉盤(pán)制造依賴于精密制坯技術(shù)、特種加工技術(shù)和數(shù)控機(jī)床的發(fā)展; 焊接式把復(fù)雜、困難的葉型加工改變成單個(gè)葉片的葉型加工, 但增加焊接工序, 焊接的精度和焊縫質(zhì)量與整體葉盤(pán)的性能和工作可靠性密切相關(guān)。因此, 焊接工序只能采用先進(jìn)、精密的焊接工藝, 如電子束焊、線性摩擦焊、真空固態(tài)擴(kuò)散連接等。
目前, 制造整體葉盤(pán)有以下5種技術(shù)途徑。
3.1 精密制坯技術(shù)
現(xiàn)代精密制坯技術(shù)( 精密鑄造和鍛造) 的發(fā)展日臻完善。精密鑄造和精密鍛造采用CATIA軟件、預(yù)測(cè)模型和計(jì)算機(jī)模擬技術(shù)實(shí)現(xiàn)了“實(shí)體造型” 以及鑄、鍛過(guò)程用計(jì)算機(jī)模擬仿真, 這些技術(shù)提高了金屬填充和凝固質(zhì)量, 消除了疏松, 避免了熱裂, 可取代常規(guī)的試鑄法,從而提高了精密鑄造和精密鍛造的質(zhì)量與效率, 降低了成本。
(1) 精密鍛造技術(shù)的發(fā)展使鍛壓工藝徹底突破了毛坯生產(chǎn)的范疇, 可以加工出接近成品的零件。現(xiàn)在,整體葉盤(pán)大多采用精密鍛造作為制坯手段, 能節(jié)省貴重金屬材料, 減少難加工材料的機(jī)械加工量, 提高整體葉盤(pán)的疲勞強(qiáng)度和使用壽命。美國(guó)GE公司已用等溫鍛造技術(shù)制造出了帶葉片的壓氣機(jī)整體葉盤(pán)轉(zhuǎn)子, 材料利用率提高4倍。精密鍛造零件的尺寸精度可以達(dá)到 (0.1~ 0.25)mm, 表面粗糙度可以達(dá)到Ra0.4~ 1.6μ m。整體葉盤(pán)精密鍛造的精度和質(zhì)量主要依靠計(jì)算機(jī)對(duì)鍛造過(guò)程進(jìn)行控制。GE公司已用熱等靜壓法將鈦合金粉末高溫合金盤(pán)與精鍛葉片復(fù)合成形為鈦合金整體葉盤(pán);在精密鍛造時(shí)還采用了超塑等溫模擬技術(shù), 獲得了優(yōu)異的組織和力學(xué)性能。
(2) 精密鑄造技術(shù)。由于精密鑄造工藝的新發(fā)展,特別是金屬材料定向凝固和熱等靜壓理論的深入研究, 使得鑄造合金組織和性能大大改善, 解決了葉片疲勞斷裂的裂紋沿垂直于葉片主應(yīng)力方向的晶粒邊界發(fā)生; 熔模鑄造內(nèi)部存在縮松缺陷等問(wèn)題, 使葉片的抗疲勞性、應(yīng)力斷裂壽命大為提高, 并且可以減少焊后裂紋, 降低鑄件的性能變化和分散程度。目前, 較為成熟的精密鑄造技術(shù)有實(shí)型鑄造和熔模鑄造。
我國(guó)航空材料研究院整體葉盤(pán)的精密鑄造技術(shù)已取得重要成果。采用 K4184 鎳基高溫合金, 成功鑄造出了直徑為 120mm, 帶有 34 個(gè)葉片的動(dòng)力渦輪整體葉盤(pán)。采用的方法是將輪盤(pán)鑄造成細(xì)晶, 將整體葉片鑄造成定向柱晶或單晶, 不同晶粒形態(tài)各有優(yōu)勢(shì), 細(xì)晶具有較好的低周疲勞和拉伸性能, 適合于中低溫下使用;而方向性柱晶則具有較好的冷熱疲勞、低周疲勞和抗振動(dòng)疲勞性能, 適合于高溫下工作。
為了進(jìn)一步提高采用精密鑄造制造的整體葉盤(pán)坯件的密度, 改善力學(xué)性能, 應(yīng)將坯件進(jìn)行等靜壓處理和真空熱處理
3.2 鍛接法
美國(guó) P&W 公司在制造粉末高溫合金整體葉盤(pán)時(shí), 應(yīng)用了鍛接擴(kuò)散連接技術(shù)( 即擴(kuò)散連接技術(shù)), 它用局部加熱法將單晶精鑄葉片直接連接到鍛造渦輪盤(pán)的輪緣上。 渦輪盤(pán)輪緣局部加熱至變形溫度后, 用待連接的單晶葉片在局部加熱的輪緣連接部位施壓, 使局部加熱區(qū)域產(chǎn)生變形, 即在將葉片植入輪緣內(nèi)的同時(shí)進(jìn)行擴(kuò)散連接, 將葉片牢固地連接在渦輪盤(pán)的輪緣內(nèi)。鍛接法的關(guān)鍵是正確有效地控制局部加熱和變形參數(shù)( 溫度、壓力、變形量), 這對(duì)葉片與輪盤(pán)之間消除松動(dòng),產(chǎn)生完全致密的高強(qiáng)度結(jié)合面是很重要的。用此法制造的整體葉盤(pán)結(jié)構(gòu)必須確保鍛接過(guò)程中葉片始終準(zhǔn)確定位, 并始終保持定位的位置。P&W 公司已研究出葉片/盤(pán)的鍛接專利工具, 可準(zhǔn)確地保持葉片的正確位置。
鍛接工藝可有效用于超級(jí)耐熱合金和鈦合金之間的連接和修補(bǔ), 可用于風(fēng)扇、壓氣機(jī)和渦輪整體葉盤(pán)結(jié)構(gòu)的制造、修補(bǔ)和更換葉片。
3.3 電子束焊接法
在各種先進(jìn)精密的焊接工藝中, 電子束焊發(fā)展較早, 也較成熟, 并最先用于整體葉盤(pán)的制造過(guò)程中。整體葉盤(pán)因其主要用于風(fēng)扇的第 2、3 級(jí)和高壓壓氣機(jī)的第 1、2 級(jí), 故材料多為鈦合金。由于鈦合金電子束焊具有大穿透、小變形、無(wú)氧化、高強(qiáng)度、焊接尺寸精度高、質(zhì)量穩(wěn)定、效率高等優(yōu)點(diǎn), 因而在我國(guó)高性能航空發(fā)動(dòng)機(jī)制造中很多鈦合金零件都采用電子束焊接工藝。
EJ200 也采用此法制造, 即先將單個(gè)葉片用電子束焊接成葉片環(huán), 后用電子束焊接技術(shù)將鍛造和電解加工成形的輪盤(pán)腹板與葉片環(huán)焊接成整體葉盤(pán)結(jié)構(gòu)。這種整體葉盤(pán)結(jié)構(gòu)比傳統(tǒng)的榫頭連接的葉盤(pán)轉(zhuǎn)子結(jié)構(gòu)重量減輕 30%。
3.4 線性摩擦焊(LFW)
線性摩擦焊是一種固態(tài)連接技術(shù), 是旋轉(zhuǎn)摩擦焊的重要發(fā)展, 類似于擴(kuò)散連接。擴(kuò)散連接從結(jié)構(gòu)上講,連接處看不出“焊縫” 來(lái), 且其強(qiáng)度與彈性均優(yōu)于本體材料。 線性摩擦焊與擴(kuò)散連接不同之處在于: 在擴(kuò)散連接中, 連接的工件是在爐中加溫使其達(dá)到高溫的; 而線性摩擦焊中, 工件的高溫是通過(guò)兩配合面間的相互高頻振蕩產(chǎn)生的。 用線性摩擦焊將葉片焊接在輪盤(pán)上,可節(jié)省大量葉片的連接件和結(jié)構(gòu)重量。它先將葉片夾緊在輪緣的葉根上, 并使輪盤(pán)周向以高速振動(dòng), 在葉片和輪盤(pán)葉根界面產(chǎn)生一個(gè)窄的摩擦加熱區(qū), 當(dāng)加熱區(qū)的溫度達(dá)到要求的溫度時(shí)即停止振動(dòng), 葉片與輪盤(pán)固定直至固結(jié)在一起。最后再在五坐標(biāo)數(shù)控銑床上用銑刀將多余材料銑掉。F119 的 2、3 級(jí)風(fēng)扇和 6 級(jí)高壓壓氣機(jī)以及EJ200 發(fā)動(dòng)機(jī)的 3 級(jí)低壓壓氣機(jī)的整體葉盤(pán)是線性摩擦焊接技術(shù)成功應(yīng)用的頂級(jí)標(biāo)志。其中, 用LFW 技術(shù)加工的 EJ200 發(fā)動(dòng)機(jī)的整體葉盤(pán), 所用設(shè)備是英國(guó) Blacks 公司制造的線性摩擦焊機(jī)。該焊機(jī)由 1個(gè)主驅(qū)動(dòng)電機(jī)( 功率 89kW)、振動(dòng)器及夾具組成, 振動(dòng)器可產(chǎn)生線性振動(dòng), 振幅 0~ 3mm。夾具帶有分度機(jī)構(gòu),可對(duì)工件進(jìn)行分度、定位和固定, 并傳遞夾緊力、頂鐓力和摩擦力。振動(dòng)器可以在焊接工序完成時(shí)的幾分之一秒內(nèi)使振幅為零, 保證被焊葉片的定位精度。瑞士的一家公司可以提供與之配套的高速磨床和理想的軟件包。目前 R · R 公司和 MTU 公司已用 LFW 技術(shù)成功地制造了寬弦風(fēng)扇整體葉盤(pán), 并將為 JSF 的發(fā)動(dòng)機(jī)提供LFW 整體葉盤(pán)。用 LFW 技術(shù)加工整體葉盤(pán)與用整體鍛坯在五坐標(biāo)數(shù)控銑床上加工或電化學(xué)加工相比, 可以節(jié)約大量貴金屬; 用 LFW 技術(shù)可從發(fā)動(dòng)機(jī)上更換掉被撞擊損壞的葉片。也可用 LFW 技術(shù)將葉片與用不同材料制造的輪盤(pán)焊接在一起, 以獲得最佳的減重效果。
擴(kuò)散連接和線性摩擦焊是在接合表面產(chǎn)生塑性變形和加熱條件下, 達(dá)到表面原子間結(jié)合, 并互相擴(kuò)散形成焊接頭, 加熱溫度一般為被焊材料熔點(diǎn)溫度的 70%,因此焊接接頭的質(zhì)量比熔焊( 電子束焊) 的質(zhì)量高, 可以使葉片和盤(pán)的過(guò)渡區(qū)的晶粒組織變得很細(xì), 其靜態(tài)、動(dòng)態(tài)力學(xué)性能超過(guò)非焊接的基體材料。
采用線性摩擦焊加工整體葉盤(pán)有下列好處:
(1) 可以節(jié)約大量貴重的鈦合金。例如 R · R 公司為 JSF( 聯(lián)合攻擊機(jī)) 用的升力風(fēng)扇發(fā)動(dòng)機(jī)生產(chǎn)整體葉盤(pán)的風(fēng)扇轉(zhuǎn)子( 該轉(zhuǎn)子是目前世界上最大的整體葉盤(pán),其外徑為 1.27m) 時(shí), 采用整體鍛坯用五坐標(biāo)數(shù)控銑床加工, 坯料重 840kg, 加工后成品件重 97.6kg, 即材料損耗高達(dá) 88%; 而采用線性摩擦焊時(shí), 焊接后銑去的材料不多, 并且還可減少加工時(shí)間。
(2) 可以對(duì)損壞的單個(gè)葉片進(jìn)行修理。在采用(特別是在風(fēng)扇第 1 級(jí)采用)整體葉盤(pán)時(shí), 能否對(duì)整體葉盤(pán)進(jìn)行修理是要考慮的一個(gè)重要問(wèn)題, 因?yàn)榘l(fā)動(dòng)機(jī)在使用中, 不可避免地會(huì)遇到外來(lái)物(特別是鳥(niǎo)類)撞傷葉片的情況, 在常規(guī)的設(shè)計(jì)中, 可以輕易地更換損傷的葉片; 而整體葉盤(pán)就不能更換葉片, 如沒(méi)有方便而適用的修理?yè)p壞葉片的方法, 整體葉盤(pán)的應(yīng)用就受到限制。有了線性摩擦焊的加工方法, 可以將損壞的葉片切去后再焊上新葉片, 由于有此優(yōu)越性, EJ200、F119 發(fā)動(dòng)機(jī)風(fēng)扇第 1 級(jí)轉(zhuǎn)子也采了整體葉盤(pán) (EJ200 最初的設(shè)計(jì)中, 僅風(fēng)扇第 3 級(jí)、高壓壓氣機(jī)第 1 級(jí)采用整體葉盤(pán))。
(3) 可以將 2 種不同材料焊在一起, 這樣可根據(jù)葉片、輪盤(pán)的工作條件選用不同材料, 從而充分挖掘轉(zhuǎn)子結(jié)構(gòu)材料的性能潛力, 使轉(zhuǎn)子結(jié)構(gòu)的重量進(jìn)一步降低。
3.5 數(shù)控電解加工技術(shù)
整體葉盤(pán)由于構(gòu)型復(fù)雜, 特別是由難切削材料制成的、帶薄型葉片、結(jié)構(gòu)復(fù)雜的整體葉盤(pán)用數(shù)控銑削、精密鑄造方法加工時(shí)就更困難, 甚至不能加工( 如帶冠整體葉輪)。此時(shí)特種加工方法便顯示出它突出的優(yōu)越性, 其中, 電解加工與數(shù)控技術(shù)相結(jié)合的數(shù)控電解加工技術(shù), 作為一種補(bǔ)充技術(shù), 可以解決數(shù)控銑削精密鑄造不能加工的難題, 為整體葉盤(pán)制造提供了一種優(yōu)質(zhì)、高效、低成本、且具有快速響應(yīng)能力的新加工技術(shù)。整體葉盤(pán)的數(shù)控電解加工技術(shù)能綜合發(fā)揮計(jì)算機(jī)數(shù)控和電解加工的技術(shù)優(yōu)勢(shì), 同時(shí)又能取長(zhǎng)補(bǔ)短。這種工藝具有電解加工的優(yōu)點(diǎn), 即工具陰極無(wú)損耗, 無(wú)宏觀切削力, 適宜加工各種難切削材料和長(zhǎng)、薄葉片及狹窄通道的整體葉盤(pán), 加工效率高, 表面質(zhì)量好, 這些優(yōu)點(diǎn)是數(shù)控銑削所不具備的; 它又具有數(shù)控的優(yōu)點(diǎn), 能以計(jì)算機(jī)數(shù)控方式實(shí)現(xiàn)型面三維運(yùn)動(dòng), 可用于加工各類復(fù)雜結(jié)構(gòu)、多品種、小批量零件, 甚至單件試制的生產(chǎn)中,這些優(yōu)點(diǎn)又是一般拷貝式電解加工所不具備的。 因此,這種工藝技術(shù)非常適合于加工用數(shù)控銑削、精密鑄造難加工或不能加工的零件, 如小直徑、多葉片、小葉間通道(1.5~ 3mm寬度) 零件, 難切削材料變截面扭曲葉片整體葉輪, 以及數(shù)控銑無(wú)法加工的帶冠整體葉輪等。研究及應(yīng)用情況表明, 整體葉盤(pán)電解加工與五坐標(biāo)數(shù)控銑削方法相比有很多優(yōu)點(diǎn):
·工時(shí)可減少50%以上 ( 加工帶長(zhǎng)葉片的整體葉盤(pán)工時(shí)減少更多);
·可以加工任何高強(qiáng)、高硬度的難切削金屬材料;
·不會(huì)產(chǎn)生殘余應(yīng)力和變形, 這對(duì)薄型葉片的整體葉盤(pán)加工尤為重要。
美、英、俄和中國(guó)都高度重視整體葉盤(pán)數(shù)控電解加工技術(shù)的研究并已得到應(yīng)用, 在新型航空發(fā)動(dòng)機(jī)及航天火箭發(fā)動(dòng)機(jī)的研制中發(fā)揮了重要作用。
(1) 美國(guó)GE公司的五軸數(shù)控電解加工。
美國(guó)GE公司在電解加工先進(jìn)航空發(fā)動(dòng)機(jī)的整體葉盤(pán)時(shí), 采用了以成形或近成形陰極進(jìn)行多坐標(biāo)數(shù)控送進(jìn)運(yùn)動(dòng)的加工方式。在制造為裝備 “先進(jìn)戰(zhàn)斗機(jī)ATF(即F22)” 而研制的GE37/YE120發(fā)動(dòng)機(jī)的鈦制整體葉盤(pán)及F414發(fā)動(dòng)機(jī)整體葉盤(pán)時(shí), 與美國(guó)Lehr.precision公司合作發(fā)展了五軸數(shù)控電解加工技術(shù)。與原用五坐標(biāo)數(shù)控銑削葉片相比, 加工時(shí)間減少約85%, 同時(shí)還避免了在葉片加工中產(chǎn)生的殘余應(yīng)力。電解加工仍分粗加工和精加工兩道工序, 加工出的葉片葉型厚度公差+0.1mm, 型面公差+0.1mm, 可不需手工拋光。
(2) 美、俄仿形電加工帶冠整體葉輪。
在帶冠整體葉輪的加工中, 美國(guó)采用精密數(shù)控電火花工藝, 俄羅斯則采用機(jī)械仿形電火花與電解加工的組合工藝。電解加工既可以提高加工速度, 又可以去除電火花加工后的表面變質(zhì)層, 提高表面質(zhì)量。電火花—電解加工的組合工藝在新型發(fā)動(dòng)機(jī), 特別是火箭發(fā)動(dòng)機(jī)帶冠整體渦輪的研制中發(fā)揮了重要作用。
(3) 國(guó)內(nèi)數(shù)控電解加工整體葉盤(pán)的研究。
在國(guó)內(nèi), 南京航空航天大學(xué)從 20 世紀(jì) 80 年代中期就開(kāi)始進(jìn)行數(shù)控展成電解加工的研究, 其中重要研究成果有: “直線刃” 陰極數(shù)控展成電解加工, 成形或近成形陰極柔性電解加工。
“直線刃”陰極數(shù)控展成電解加工與數(shù)控銑相似,以簡(jiǎn)單的 “直線刃” 陰極進(jìn)行數(shù)控展成運(yùn)動(dòng), 基于電化學(xué)陽(yáng)極溶解原理而實(shí)現(xiàn)整體葉盤(pán)葉間槽和葉片型面的粗、精加工。數(shù)控展成電解加工通常需要 5 軸聯(lián)動(dòng), 即直線位移 x、y、z 軸以及陰極擺動(dòng) CT軸和工件旋轉(zhuǎn) CW軸。該研究成果已經(jīng)應(yīng)用于加工改型航空發(fā)動(dòng)機(jī)整體導(dǎo)風(fēng)輪( 外徑190mm) 并裝機(jī)使用。
成形或近成形陰極柔性電解加工是南京航空航天大學(xué)正在研究的加工非可展直紋面的一種新方法, 采用成形或近成形陰極相對(duì)零件作數(shù)控仿形運(yùn)動(dòng), 可實(shí)現(xiàn)帶冠整體渦輪、整體葉環(huán)和組合式整體葉輪的加工。
4 整體葉盤(pán)結(jié)構(gòu)的維修
航空發(fā)動(dòng)機(jī)上風(fēng)扇/壓氣機(jī)葉片經(jīng)常被打壞, 在以往的常規(guī)設(shè)計(jì)中, 遇到這種情況時(shí)更換受損的葉片就可以了, 但是葉盤(pán)結(jié)構(gòu)就不能因?yàn)橐粋€(gè)葉盤(pán)上有幾個(gè)葉片打傷而報(bào)廢一個(gè)葉盤(pán), 所以必須發(fā)展整體葉盤(pán)中個(gè)別損壞葉片的修理技術(shù)。GE 公司發(fā)展特殊的修理技術(shù)后才在 F414 中使用了5 個(gè)整體葉盤(pán)。在 IHPTET 計(jì)劃實(shí)施中, 利用激光曲線焊接(Laser Twist Weld) 方法對(duì)整體葉盤(pán)進(jìn)行修復(fù), 葉片修復(fù)后強(qiáng)度與原葉片差不多。這樣, 葉盤(pán)結(jié)構(gòu)具有了生命力, 就能在航空發(fā)動(dòng)機(jī)上得到更廣泛的應(yīng)用。
5 結(jié)束語(yǔ)
(1) 航空發(fā)動(dòng)機(jī)部件結(jié)構(gòu)正朝著輕量化、整體化方向發(fā)展。美國(guó)的先進(jìn)戰(zhàn)斗機(jī)(ATF) 計(jì)劃中把整體葉盤(pán)設(shè)計(jì)制造列為重要核心技術(shù), 美國(guó)國(guó)防部的高性能渦輪發(fā)動(dòng)機(jī)技術(shù)(IHPTET) 的第三階段計(jì)劃要求, 到 2020年, 戰(zhàn)斗機(jī)上發(fā)動(dòng)機(jī)的渦輪都將采用整體葉盤(pán)結(jié)構(gòu)。由此可見(jiàn), 整體葉盤(pán)( 環(huán)) 已經(jīng)作為新型航空發(fā)動(dòng)機(jī)、火箭發(fā)動(dòng)機(jī)的重大改進(jìn)部件, 不僅應(yīng)用在研制中和改進(jìn)的發(fā)動(dòng)機(jī)上, 而且還將用在未來(lái) 10~ 15 年后推重比為25~ 30 的發(fā)動(dòng)機(jī)上, 用性能更加優(yōu)異的 SiC 或 C/C 增強(qiáng)復(fù)合材料制造出整體葉盤(pán)或整體葉環(huán)。
(2) 隨著新的更難切削材料的采用及結(jié)構(gòu)的更復(fù)雜化(扭曲葉片整體葉盤(pán)、帶冠整體渦輪), 航空發(fā)動(dòng)機(jī)的加工將更困難。美、英、俄等工業(yè)發(fā)達(dá)國(guó)家都在加緊研究?jī)?yōu)質(zhì)、高效、經(jīng)濟(jì)的加工方法并正逐步取得成果。
(3) 整體式葉盤(pán)的制造將依賴于精密制坯技術(shù)、特種加工和數(shù)控機(jī)床的發(fā)展。其中數(shù)控電解加工能綜合發(fā)揮電解加工和計(jì)算機(jī)數(shù)控技術(shù)的優(yōu)勢(shì), 同時(shí)又能互相取長(zhǎng)補(bǔ)短, 彌補(bǔ)各自的不足之處, 是優(yōu)質(zhì)、高效、低成本、快速響應(yīng)地解決整體葉盤(pán)加工難題的一條重要途徑。這種方法具有顯著的技術(shù)經(jīng)濟(jì)效果。
焊接式整體葉盤(pán)的焊接工序只能采用先進(jìn)的精密的焊接工藝( 電子束焊、真空擴(kuò)散連接和線性摩擦焊),特別是線性摩擦焊的加工成本低, 焊接質(zhì)量高, 可用于各種材料的焊接或整體葉盤(pán)的制造、修理和更換葉片,在整體葉盤(pán)的制造中可以發(fā)揮獨(dú)特而重要的作用。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別