


異形特殊螺紋數控車削加工
2017-12-27 來源:河南工業職業技術學院 作者: 劉志剛,趙曉燕
異形螺紋一般指螺紋的牙型、外形輪廓等與普通螺紋不同的螺紋,如常見的圓弧螺紋。由于異形特殊螺紋形狀特殊、工藝復雜,單純利用傳統的螺紋車 削 加 工 指 令 ( 如 G32 /G33 /G92 /G76 /CYCLE97等) 無法完成,需要結合利用參數化編程方法才能實現異形特殊螺紋類零件的數控車削加工。
1 、加工工藝分析
( 1) 刀具選用
刀具選用的基本原則是尺寸和形狀相適應,即刀具要和被加工對象的形狀相似、尺寸匹配。以常見的圓弧加工為例,應首選圓弧形車刀,可用來車削內、外表面,尤其適于車削曲線連接( 凹形) 的各種成型面。選用螺紋車刀時,圓弧車刀的半徑要≤所加工螺紋的半徑,以免加工時發生干涉。但注意圓弧車刀的半徑也不宜太小,否則會因刀體散熱差或刀尖強度低導致刀具損毀。
除圓弧車刀外,也可根據被加工對象的具體情況選用尖形車刀、小角度偏刀及寬度較小的普通切槽刀。
( 2) 夾具的選擇
夾具通常采用三爪卡盤,但細長軸則用一夾一頂的方式,可提高工件剛度,增加切削平穩性,保證加工時跳動量不會太大,滿足同軸度要求。若遇到帶孔的單件,可使用心軸一端與工件連接,一端用三爪卡盤夾緊,以提高工件剛性,防止工件變形量過大。
( 3) 異形特殊螺紋加工方法分析
異形特殊螺紋大都具有牙型深、寬度大、螺距大等特點,切削余量和切削抗力也較大,因此加工時宜采用低速分層擬合車削。具體來說,是將螺紋牙型深度按一定數值分成若干層分別加工,通過不斷改變刀具起點位置逼近實際螺紋輪廓。
使用螺紋車削基本指令 G32、G33 結合宏參數進行編程加工,不宜使用 G76、CYCLE97 等循環指令進行加工。
( 4) 分層切削加工流程
對于圓弧螺紋等異形特殊螺紋的加工,僅靠基本指令和編程軟件是無法實現的,必須借助宏變量進行手工編程,圖 1 為利用宏變量和螺紋基本加工指令編程加工圓弧螺紋的流程。
2 、加工實例
編制如圖 2 所示零件的圓弧螺紋加工程序,螺距 10mm,圓弧半徑 3. 5mm,公稱直徑 82mm。參考加工程序如下:
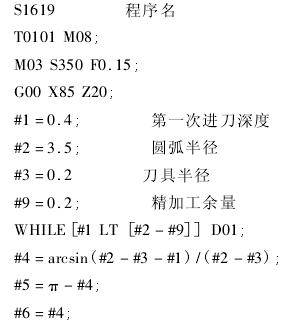
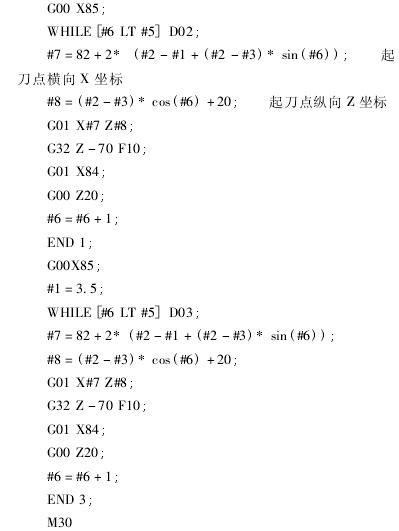
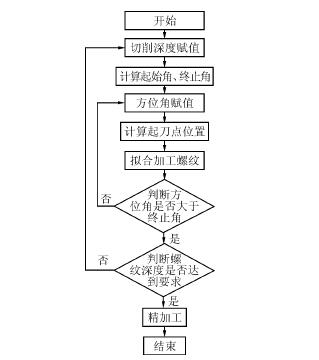
圖 1 圓弧螺紋加工流程圖
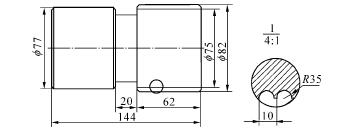
圖 2 圓弧螺紋加工圖
通過以上實例及分析可知,只要認真分析異形特殊螺紋,選擇合適的刀具、裝夾方式和加工方法,并把螺紋加工基本指令和宏變量巧妙結合起來編寫程序,就能降低勞動強度、提高生產效率,加工出符合要求的高精度異形特殊螺紋。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

