


UG NX 數(shù)控車床自動(dòng)編程的螺紋加工
2015-12-7 來源:數(shù)控機(jī)床市場 作者:張明艷,劉興勤
摘要:螺紋自動(dòng)編程是UG NX 數(shù)控車床加工模塊的一個(gè)重要操作,螺紋加工時(shí)的設(shè)置直接影響螺紋加工的質(zhì)量。闡述了螺紋零件在UG8.5 的CAD 環(huán)境中建模的依據(jù)及方法,給出了在CAM 環(huán)境車削模塊中加工螺紋時(shí)設(shè)置的要點(diǎn)及步驟。
螺紋連接是工程上常用的連接方式之一,螺紋連接以結(jié)構(gòu)緊湊、連接可靠、拆卸方便等優(yōu)點(diǎn)被廣泛應(yīng)用于各種設(shè)備、機(jī)器的零部件及日常生活中。螺紋加工的方法主要有車削、銑削、攻絲、套絲、磨削等,其中螺紋車削是車床加工中難度最大、要求最高的操作,在數(shù)控車床上加工螺紋更容易保證螺紋精度與表面質(zhì)量。數(shù)控車床車削螺紋時(shí),如果用手工編程,則涉及到螺紋標(biāo)準(zhǔn)的查詢與計(jì)算,及螺紋加工指令的選擇與應(yīng)用,整個(gè)過程較為繁雜。用自動(dòng)編程軟件編制螺紋加工程序有利于消除各種類型螺紋加工方法的差異性,可有效減少甚至完全消除手工編程時(shí)繁瑣的數(shù)值計(jì)算。關(guān)于UG 的自動(dòng)編程,數(shù)控銑削方面的文獻(xiàn)資料較多,但對數(shù)控車削尤其是螺紋加工的自動(dòng)編程進(jìn)行分析的卻鮮有報(bào)道。為此,本文將闡述在NX8.5 中進(jìn)行數(shù)控車床加工螺紋的方法。
1 螺紋零件的建模要求
UG 自動(dòng)編程的基礎(chǔ)就是零件圖形,用UG 所帶的CAD 模塊可以方便獲得所加工零件的數(shù)字模型。UG 數(shù)控車床上螺紋零件的建模用特征來實(shí)現(xiàn),方法是在已經(jīng)完成的回轉(zhuǎn)體圓柱或圓錐面上用“特征操作”命令,有兩種螺紋的創(chuàng)建方式,即符號(hào)螺紋和詳細(xì)螺紋。符號(hào)螺紋只代表零件是螺紋,與工程圖中螺紋表示法類似,此時(shí),UG 將螺紋部分顯示為虛線;詳細(xì)螺紋是直接形成螺紋的三維圖形,能直觀看到螺紋的形狀。建模時(shí)為了生成的工程圖能符合工程制圖標(biāo)準(zhǔn)的要求,將螺紋面投影后不至于出現(xiàn)螺旋線,也為了所建螺紋有較為詳細(xì)的參數(shù)選擇,一般用符號(hào)螺紋的方式來建模。選菜單“插入”“設(shè)計(jì)特征”“螺紋”,打開螺紋對話框如圖1 所示,在“螺紋類型”中選“符號(hào)”并按照G 提示欄的要求選擇螺紋所在圓柱面,這時(shí)系統(tǒng)會(huì)自動(dòng)判斷出與圓柱面最接近的公稱直徑,在“FORM”中選擇螺紋的標(biāo)準(zhǔn)(如GB193),單擊“從表格中選擇”就可以選擇該螺紋標(biāo)準(zhǔn)下的相關(guān)參數(shù)(如公稱直徑、螺距等),并將該標(biāo)準(zhǔn)下的大徑、小徑、牙形角等一一顯示出來,如果這些數(shù)值不符合要求,可以勾選“手通過工輸入”進(jìn)行參數(shù)修正。

圖一:螺紋零件建模
2 螺紋的加工設(shè)置
螺紋加工在數(shù)控車削加工中一般是在外圓、端面、退刀槽等精加工之后的加工工序。UG 數(shù)控車削加工時(shí),每道工序的毛坯都是基于層的IPW(In ProcessWorkpiece),即系統(tǒng)會(huì)自動(dòng)以上一道工序加工后的殘留模型作為毛坯進(jìn)行本次加工。因此在螺紋加工時(shí),幾何體(包括加工坐標(biāo)系、毛坯幾何體、工件幾何體、車削幾何體)可繼承前道工序所創(chuàng)建的設(shè)置,除非沒有前道工序,才為螺紋加工單獨(dú)創(chuàng)建幾何體。但螺紋加工時(shí)需要?jiǎng)?chuàng)建與前道工序不同的程序、刀具及操作,其中操作參數(shù)的設(shè)置是螺紋加工的關(guān)鍵環(huán)節(jié),關(guān)系到螺紋線的加工位置、螺紋的大徑、小徑尺寸、螺紋加工時(shí)刀具的走刀方向、起點(diǎn)、終點(diǎn)、吃刀深度、螺紋頭數(shù)等重要的加工參數(shù)。以下將詳細(xì)說明外螺紋加工時(shí)參數(shù)的意義及設(shè)置方法。進(jìn)入U(xiǎn)G 車削加工環(huán)境,在“插入”工具條中分別單擊“創(chuàng)建程序”、“創(chuàng)建刀具”按鈕,按照要求創(chuàng)建螺紋加工的程序,命名為“THREAD_TURNING”;創(chuàng)建螺紋加工所需要的刀具,命名為OD_THREAD_L。單擊“創(chuàng)建幾何體”創(chuàng)建螺紋加工坐標(biāo)系MCS-SPINDLE、工件幾何體WORKPIECE 和毛坯幾何體以及車削幾何體TURNING_WORKPIEACE (這些參數(shù)命名是系統(tǒng)默認(rèn)的,也可以修改默認(rèn)名)。在“插入”工具條中選擇“創(chuàng)建操作”打開“創(chuàng)建操作”對話框,選取“THREAD-OD”子類型,程序”擇“THREAD_TURNING”,“刀具”選擇OD_THREAD_L,“幾何體”選取TURNING_WORKPIEACE,“方法”取“LATHE_THREAD”,“確定”后進(jìn)入“外螺紋OD”對話框(如圖2 所示))進(jìn)行“螺紋形狀”的設(shè)置。
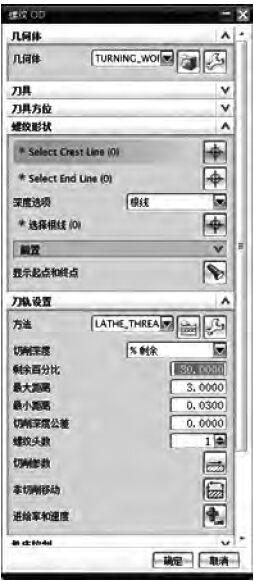
圖二:螺紋加工設(shè)置
(1)Select Crest Line (頂線)Crest Line 的選擇決定了螺紋加工的位置和長度,通常選取螺紋部分的外圓柱體母線作為頂線[3]。該量是矢量,靠近點(diǎn)擊點(diǎn)位置的直線端點(diǎn)為起點(diǎn),另一端為終點(diǎn),選擇后會(huì)在該線兩端分別顯示start 與end 來標(biāo)識(shí)。
(2)Select End Line (根線):End Line 的選擇決定螺紋的牙深,頂線選擇結(jié)束后光標(biāo)會(huì)自動(dòng)跳轉(zhuǎn)到“選擇根線”的位置,此時(shí)可以直接選取根線,一般選擇與螺紋小徑相對應(yīng)的直線,但通常在建模時(shí)并不在模型上畫出這條線,因此可以不選;也可以選取接近根線的其他平行直線代替根線(如退刀槽底線),再在“根線偏置”中進(jìn)行設(shè)置。
(3)深度選項(xiàng):有兩個(gè)選項(xiàng),分別代表設(shè)置根線位置的兩種方法。一種是直接選擇根線,另一用“深度和角度”來設(shè)置。如果在(2)中選取了根線,即第一種方法,此時(shí)該選項(xiàng)取“根線”即可;如果(2)中沒有選擇根線,就必須用“深度與角度”進(jìn)行設(shè)置。深度即螺紋牙深(為單邊量),根據(jù)螺紋標(biāo)準(zhǔn)獲得;角度又叫螺紋角,是螺紋根線的矢量角,即螺紋加工時(shí)走刀方向與工作坐標(biāo)系WCS 的XC 軸(也是加工坐標(biāo)系MCS 的ZM 軸)正方向的夾角。設(shè)置該角度,可以加工不同錐度螺紋:加工直螺紋時(shí),取180°如果是錐螺紋,則用180°半錐角獲得。
(4)起始偏置與終止偏置:螺紋加工中的升速段和降速段設(shè)置。該段是螺紋加工過程中為保證軸的轉(zhuǎn)速和刀具的進(jìn)給均為穩(wěn)定勻速而設(shè)置的非加工段,是切入切出的超越長度。設(shè)置偏置將調(diào)整螺紋加工的長度,正偏置加長螺紋,負(fù)偏置縮短螺紋。一般情況下,零件有退刀槽時(shí),偏置取正,可保證螺紋的有效長度;零件無退刀槽時(shí),終止偏置取負(fù),可控制退尾。
(5)頂線偏置與根線偏置:設(shè)置實(shí)際加工螺紋的牙頂與牙底位置與所選取的頂線與根線的差值(半徑距離)。對于頂線,如果選取了螺紋的外圓柱母線,則頂線偏置值為零。對于根線,如果選取了替代根線,那么根線偏置為替代線半徑與牙底半徑的差值;如果根線位置是用“深度和角度”來設(shè)置的,則根線偏置為零。
(6)切削深度:該設(shè)置用于控制螺紋加工時(shí)每刀切削深度,共有三個(gè)選項(xiàng),分別是“恒定”、“單個(gè)的”和“%剩余”。一般情況下方牙螺紋或梯形螺紋取“恒定”,使每次切削深度一致或接近;選擇“單個(gè)的”時(shí)會(huì)拉開一個(gè)表格,用于手工單獨(dú)設(shè)置每次切深;“%剩余”用于一般的三角形螺紋加工,隨著切削的深入,程序能夠逐刀減少背吃刀量,使切削過程中每一刀的實(shí)際負(fù)荷大致接近,有利于保證螺紋加工質(zhì)量。
(7)其他設(shè)置:主要是螺紋頭數(shù)及切削參數(shù)的設(shè)置。默認(rèn)螺紋為單頭螺紋,如果是雙頭螺紋,可在“螺紋頭數(shù)”中修改。切削參數(shù)設(shè)計(jì)時(shí)要注意主軸轉(zhuǎn)速和刀具進(jìn)給的關(guān)系,特別是加工的螺紋導(dǎo)程較大時(shí),應(yīng)適當(dāng)降低主軸轉(zhuǎn)速,避免因主軸轉(zhuǎn)速過高而導(dǎo)致的刀具進(jìn)給速度過快,從而影響到加工質(zhì)量。以上是UG NX8.5 中創(chuàng)建螺紋加工操作時(shí)與螺紋線有關(guān)的主要參數(shù)的意義及設(shè)置方法,設(shè)置完成后再添加非切削移動(dòng)參數(shù)、主軸轉(zhuǎn)速等輔助參數(shù),單擊“生成軌跡”可形成螺紋加工的刀具軌跡,并可在UG 中仿真加工過程。如圖3 為根據(jù)上述的設(shè)置完成的外螺紋加工結(jié)果實(shí)例。
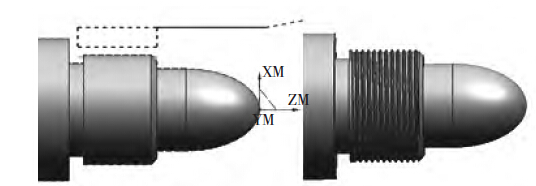
圖3 螺紋加工軌跡及仿真加工結(jié)果
3 結(jié)束語
螺紋零件的建模是自動(dòng)編程的基礎(chǔ),在UG8.5 數(shù)控車削中為了使螺紋參數(shù)與標(biāo)準(zhǔn)螺紋更相近,建模時(shí)盡量選擇符號(hào)螺紋,并在加工操作的創(chuàng)建中嚴(yán)格按照各參數(shù)的意義進(jìn)行設(shè)置。用UG 數(shù)控車床自動(dòng)編程生成的螺紋加工程序中螺紋加工用基本指令完成,代替手工編寫基本指令的繁瑣過程,如果用于加工錐螺紋,只須正確建模并按照上述要點(diǎn)進(jìn)行恰當(dāng)?shù)脑O(shè)置,就可以自動(dòng)生成加工程序,省去了許多繁雜的計(jì)算。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別