


高速銑削SiC”I復(fù)合材料PCD刀具磨損研究
2016-12-16 來源:北京理工大學(xué) 作者:叢鵬泉,解麗靜,王濤,彭松
摘要:通過3種不同幾何結(jié)構(gòu)的PcD刀具高速銑削65%體積分?jǐn)?shù)的SiCp腳(Al/Sic/65p)復(fù)合材料的對(duì)比試驗(yàn),建立了磨損曲線,并對(duì)PcD刀具的磨損形貌、磨損類型及原因進(jìn)行了研究和分析。研究結(jié)果表明,刀片之間留有間隙能有效減少磨損,提高刀具使用壽命,小螺旋角的存在會(huì)加速磨損;PCD刀具主要磨損形式是機(jī)械磨損(磨粒磨損)。
關(guān)鍵詞:高速銑削;SiCp/Al復(fù)合材料;PCD刀具;刀具磨損
近年來,sicn,Al復(fù)合材料由于具有高強(qiáng)度、高硬度、高比強(qiáng)度、耐熱性好等優(yōu)異性能以及特殊的商業(yè)價(jià)值和技術(shù)價(jià)值,迅速取代了傳統(tǒng)材料,在汽車、航天、基礎(chǔ)建設(shè)和休閑產(chǎn)業(yè)中的應(yīng)用越來越廣泛。但是由于鋁基體中sic顆粒的存在,加工時(shí)發(fā)生的急劇刀具磨損導(dǎo)致加工成本高、加工效率低下以及加工表面質(zhì)量差,從而成為阻礙這類具有優(yōu)良性能的新材料廣泛應(yīng)用的難題之一。
目前,國內(nèi)外學(xué)者對(duì)于sicp,Al復(fù)合材料的切削加工性過程進(jìn)行了一系列研究。在刀具磨損方面,Hung等川驗(yàn)證了幾種刀具磨損模型并總結(jié)出在加工sic顆粒增強(qiáng)的金屬基復(fù)合材料時(shí),先用未涂層的WC刀片進(jìn)行粗加工然后用PcD刀具進(jìn)行精加工是最經(jīng)濟(jì)的加工方式。El—Gallab等p71在研究Al,sic/20p復(fù)合材料的切削性能時(shí)進(jìn)行不同參數(shù)下的高速干式銑削試驗(yàn),強(qiáng)調(diào)表面質(zhì)量和表面下的損傷程度,他們認(rèn)為PCD刀具的壽命符合要求并發(fā)現(xiàn)高速銑削降低了表面質(zhì)量。上海交通大學(xué)的吳震宇、王學(xué)根隅1等對(duì)Sic。,A1復(fù)合材料在高速銑削條件下的切削性能進(jìn)行研究,發(fā)現(xiàn)涂層硬質(zhì)合金銑刀在銑削過程中的主要磨損形式是涂層脫落與磨料磨損,且隨著銑削速度提高,單位時(shí)間內(nèi)的切削體積增大,高強(qiáng)度增強(qiáng)顆粒的解離、破碎和脫落增多,導(dǎo)致切削力、切削振動(dòng)和工件表面粗糙度也都隨之增大。哈爾濱工業(yè)大學(xué)的李丹、閆國成l9l發(fā)現(xiàn)硬質(zhì)合金刀具除了典型的后刀面磨損外,還經(jīng)常出現(xiàn)崩刃,并且隨著增強(qiáng)顆粒尺寸增大,崩刃現(xiàn)象也更加嚴(yán)重。“等”01采用涂層硬質(zhì)合金刀對(duì)5%sic。,Al復(fù)合材料進(jìn)行了銑削試驗(yàn),研究了銑削速度(最高為88m/min)對(duì)刀具磨損的影響,并總結(jié)出刀具磨損隨著銑削速度的增加而加劇且后刀面的磨料磨損是主要的磨損形式。Sahin等”1。B1研究了增強(qiáng)相對(duì)sicn/A1復(fù)合材料切削加工性的影響,發(fā)現(xiàn)刀具磨損隨著增強(qiáng)相平均粒度和體積分?jǐn)?shù)的增加而增加。由于現(xiàn)在對(duì)于高體積分?jǐn)?shù)(超過30%)金屬基復(fù)合材料的切削加工性研究還很缺乏,本文針對(duì)65%SiCD,Al復(fù)合材料,采用3種不同幾何形狀的PcD刀具進(jìn)行了一系列關(guān)于刀具磨損及刀具壽命的試驗(yàn),觀測(cè)了刀具磨損形貌并對(duì)PCD刀具的磨損形貌、磨損類型及原因進(jìn)行了研究和分析。
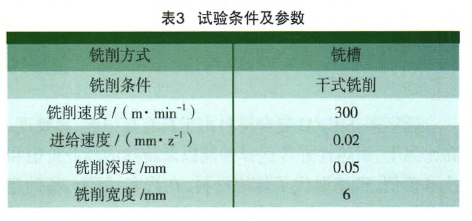
1.試驗(yàn)設(shè)計(jì)及過程
1.1材料簡介
本研究所采用的sic。/Al復(fù)合材料由哈爾濱工業(yè)大學(xué)提供。復(fù)合材料的基體材料為6063DL3 1鍛造鋁合金,基體中增強(qiáng)體顆粒為平均直徑10斗m的sic顆粒,其體積分?jǐn)?shù)高達(dá)65%,如圖1(a)所示,具體的物理性能和xRD圖譜分析分別如表1和圖1(b)所示。
1.2 PCD刀具
研究siC。/Al復(fù)合材料的切削加工性及刀具性能時(shí)發(fā)現(xiàn)SiC顆粒增強(qiáng)相的存在會(huì)導(dǎo)致普通刀具劇烈磨損,而PcD刀具的壽命最好,所以試驗(yàn)中采用PcD刀具進(jìn)行高速銑削。鑒于PcD刀具的價(jià)格較高,為了改善siCI,/Al復(fù)合材料的經(jīng)濟(jì)加工性,研究不同幾何結(jié)構(gòu)的刀具磨損和刀具壽命十分必要。
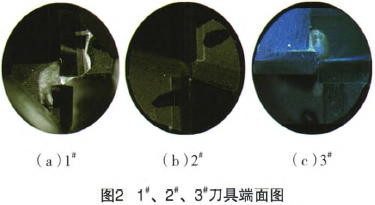
本文中使用的3把刀具均為臺(tái)灣制造的PcD雙刃立銑刀,刀具直徑均為6mm,PCD刀片的金剛石顆粒度平均尺寸均為7.5斗m。PcD刀具的其他幾何參數(shù)以及3種刀具的端面分別如表2和圖2所示。
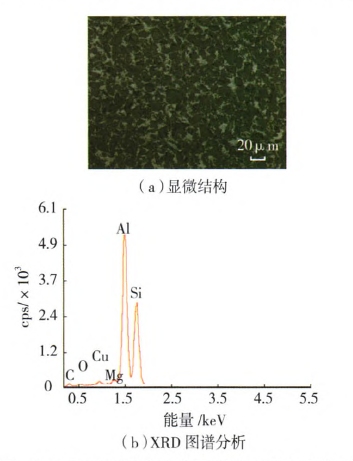
圖1 65%SiC。/AI復(fù)合材料的顯微結(jié)構(gòu)和×RD圖譜分析
表1 65%SiC。,AI復(fù)合材料的物理力學(xué)特性
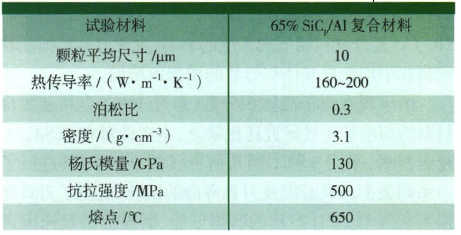
表2 PCD刀具幾何參數(shù)

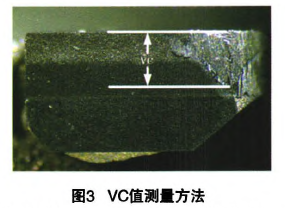
PCD刀具耐用度試驗(yàn)的磨鈍標(biāo)準(zhǔn)定為0.6mm。
2.試驗(yàn)結(jié)果
2.1磨損曲線
3種刀具的磨損曲線如圖4所示。
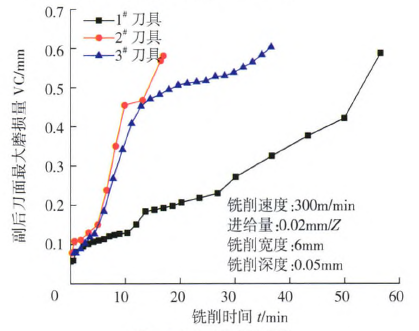
圖4 PCD刀具磨損曲線
從圖4中可以看出,在銑削參數(shù)相同的情況下,1”刀具耐用度最好,刀具的耐壽命約為60min;其次是34刀具,壽命約為35min;2。刀具壽命最短,約為17min。3者在初期磨損階段的磨損速度相差不大,大約磨損1min之后,14刀具進(jìn)入正常磨損階段,而2。和3。刀具則從開始便處于劇烈磨損階段。
結(jié)合圖3可知,由于14刀具的兩片刀刃之間留有間隙,這種結(jié)構(gòu)十分方便排屑,從而使大量切削熱由刀具迅速帶離,大大降低了PCD刀具刃部的溫度,因此降低了PcD刀具中金剛石的石墨化程度,進(jìn)而提高刀具的使用壽命。雖然這種結(jié)構(gòu)的刀具剛度不如24和34刀具,但是由于高速銑削中的切削力較小,所以因刀造成的影響基本上可以忽略不計(jì)。對(duì)于24刀具,雖然剛度較高,但是由于其不合理的設(shè)計(jì)造成了排屑不便,導(dǎo)致在銑削過程中切削熱不斷累積,加速了該刀具中金剛石顆粒的石墨化速率和氧化磨損速率。而對(duì)于38刀具,由于小螺旋角的存在,同一切削刃上同時(shí)切人工件刃長長,切削阻力大,刀具承受切削沖擊力大,因而刀具磨損大。因此,在PCD刀具高速銑削SiCp/Al復(fù)合材料時(shí),合理的刀具幾何結(jié)構(gòu)設(shè)計(jì)能夠極大地提高刀具的耐用度和經(jīng)濟(jì)加工性。
2.2 PCD刀具前后刀面磨損形態(tài)分析
與切削普通塑性金屬材料相比,PCD刀具在切削SiCp/Al復(fù)合材料時(shí),前刀面并沒有出現(xiàn)月牙洼磨損。這是由于高體積分?jǐn)?shù)sic顆粒的SiCp/Al復(fù)合材料塑性較差,PcD刀具切削時(shí)與材料的接觸長度較小,并且金剛石材料的導(dǎo)熱性能好,切削熱不易于在前刀面聚集。除此之外,高速切削形成的切屑能夠帶走切削過程中產(chǎn)生的大部分熱量。因此PCD刀具前刀面的磨損主要集中在刀尖部位,在磨損初期以刃口邊緣的微崩和小片材料剝落為主要形式,如圖5(a)所示。
圖5(b)展示了磨損后期PcD刀具前刀面刀尖處的磨損形態(tài)。從照片可以看出,PCD刀具的刀尖部位磨損非常劇烈,刀尖的圓角形狀已經(jīng)幾乎被磨禿,裸露出金剛石層內(nèi)部的形貌。這是因?yàn)榈都鈭A弧半徑太小導(dǎo)致強(qiáng)度降低,刀尖不斷受到銑削力的周期性沖擊,加之受到sic。/A1復(fù)合材料中增強(qiáng)體SiC顆粒的刻劃和劇烈摩擦,因此刀尖部位最先開始磨損和破損。
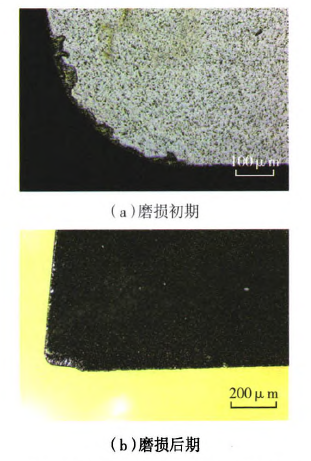
圖5磨損初期和后期PCD刀具前刀面
PCD刀具在切削SiCp/Al復(fù)合材料發(fā)生磨損之后,刃口不再鋒利,刀具后刀面與材料接觸面積逐漸變大,SiCp/Al復(fù)合材料中的SiC顆粒在主、副后刀面上刻劃出一條條的溝紋,如圖6所示。
2.3 PCD刀具磨損機(jī)理分析
通常來說,刀具正常磨損主要是由機(jī)械磨損、熱和化學(xué)磨損3種磨損造成的。機(jī)械磨損主要是由工件材料中硬質(zhì)點(diǎn)的刻劃作用引起的,熱和化學(xué)磨損則是由于
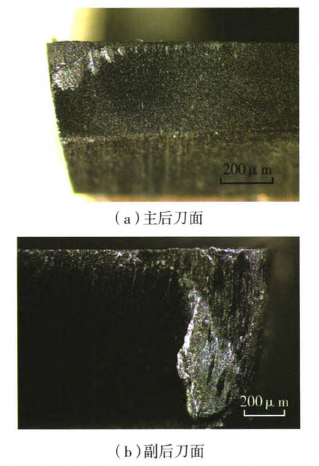
圖6屠損后期PCD刀具主后刀面和副后刀面
粘結(jié)、擴(kuò)散、氧化、腐蝕等引起。由于試驗(yàn)所采用的銑削參數(shù)較小,屬于精加工范疇,因而產(chǎn)生的切削熱也較少,而PCD刀具中的金剛石發(fā)生石墨轉(zhuǎn)化的溫度高達(dá)700℃以上,因此,PCD刀具發(fā)生擴(kuò)散磨損和化學(xué)磨損的概率較低。
2.3.1磨粒磨損
在高速銑削sic。,Al復(fù)合材料時(shí),Pc D刀具磨損的主要原因是機(jī)械磨損,也就是硬質(zhì)點(diǎn)磨損,如圖7所示。PcD刀具的硬度遠(yuǎn)遠(yuǎn)高于SiCp/Al復(fù)合材料的基體,但是工件材料中存在大量sic硬質(zhì)顆粒,而且加工過程中
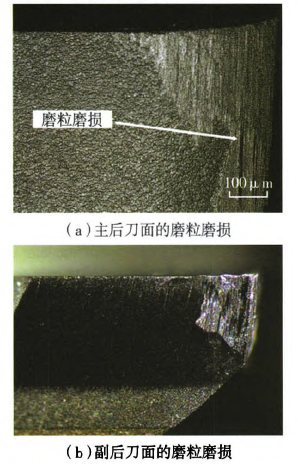
圖7 PCD刀具主、副后刀面的磨粒磨損
也有部分松動(dòng)脫落的金剛石顆粒混入前后刀面,這些硬質(zhì)點(diǎn)不斷與PcD刀具發(fā)生高頻刻劃和劇烈摩擦,就像砂輪一樣“刃磨”著PcD刀具的前、后刀面。一旦PcD刀具金剛石層下方的新鮮部分在“刃磨”中裸露出來,PcD刀具將進(jìn)入劇烈磨損階段。
2.3.2積屑瘤
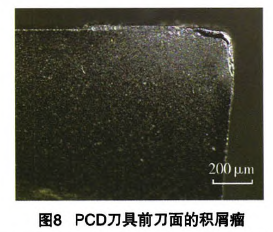
由于該復(fù)合材料的熱導(dǎo)率遠(yuǎn)小于PcD刀具,鋁基體在切削過程中易被熱軟化發(fā)生塑性流動(dòng),通過機(jī)械鑲嵌作用,基體材料粘附在前刀面刃口部位的溝槽中形成積屑瘤。積屑瘤對(duì)刀具前刀面具有一定的保護(hù)作用,可以避免前刀面上進(jìn)一步的磨粒磨損,如圖8所示,在刀具前刀面上除切削刃之外基本上沒有磨損。由此可見,在高速銑削工況下,采用PcD刀具加工sic。,Al復(fù)合材料時(shí),在前刀面上仍然會(huì)出現(xiàn)積屑瘤現(xiàn)象。
2.3.3崩刃與刀具晶粒脫落
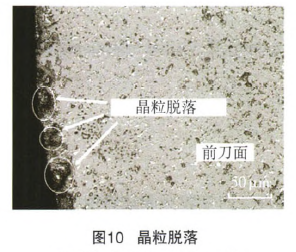
PcD刀具高速干切削SiCp/Al復(fù)合材料時(shí),由于機(jī)械應(yīng)力和熱沖擊的作用,使得切削刃局部產(chǎn)生細(xì)小缺口微裂紋,這些細(xì)小缺口在銑削過程中易導(dǎo)致應(yīng)力集中,使缺口周圍的裂紋不斷擴(kuò)展,最終導(dǎo)致刀具崩刃,圖9(a)為刀具崩刃實(shí)物圖,圖9(b)為相應(yīng)的3D高度圖,可見在刀尖附近的標(biāo)志處出現(xiàn)了崩刃現(xiàn)象。如果崩刃的尺寸在磨損限度以內(nèi),則刀具還能繼續(xù)使用。PCD刀具高速干切削SiCp/Al復(fù)合材料時(shí),刀具初期磨損并不明顯,僅有較小的金剛石顆粒在sic顆粒的沖擊下發(fā)生脫落。隨著切削的不斷進(jìn)行,金剛石顆粒周圍的Co粘結(jié)劑不斷被刮除,一些尺寸較大的金剛石顆粒被暴露出來,當(dāng)遇到較大沖擊力時(shí),這種較大顆粒的金剛石顆粒發(fā)生脫落,形成凹坑狀表面形貌,如圖10所示。
2.3.4粘結(jié)磨損
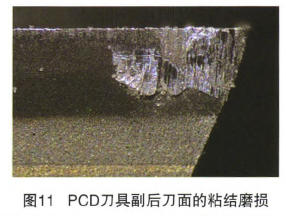
PCD刀具高速干切削SiCp/Al復(fù)合材料時(shí),鋁基體容易粘結(jié)在刀具前刀面上形成積屑瘤,而積屑瘤脫落時(shí)往往將部分刀具基體材料撕裂,造成刀具材料的流失,從而使刀具在切削一定時(shí)間后發(fā)生明顯的粘結(jié)磨損。事實(shí)上,PcD刀具的抗剪、抗拉強(qiáng)度以及硬度都高于SiCp/Al復(fù)合材料,粘結(jié)點(diǎn)的破損大多發(fā)生在工件材料上。因此在切削時(shí),只有極少的碎片從刀具表面撕裂下來,粘結(jié)磨損的速度遠(yuǎn)遠(yuǎn)低于磨粒磨損的速度,當(dāng)發(fā)生可以觀測(cè)到的粘結(jié)磨損時(shí),PCD刀具早已達(dá)到磨鈍標(biāo)準(zhǔn),如圖11所示。
綜上所述,銑削SiCp/Al復(fù)合材料時(shí)PcD刀具磨損的最主要原因是材料中SiC顆粒造成的硬質(zhì)點(diǎn)磨損,而粘結(jié)磨損發(fā)生的非常緩慢,所以粘結(jié)磨損并不是造成PCD刀具達(dá)到磨鈍標(biāo)準(zhǔn)的主要原因。
3.結(jié)論
通過對(duì)高速銑削SiCp/Al復(fù)合材料的PCD刀具磨損的試驗(yàn)研究不難總結(jié)出,采用雙刃銑刀進(jìn)行加工時(shí),合
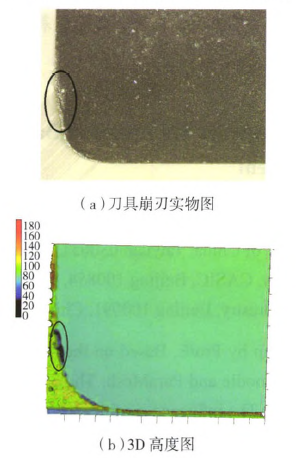
圖9刀具崩刃
理設(shè)計(jì)刀刃之間的間隙,不采用螺旋角可以延長刀具的使用壽命,提高SiCp/Al復(fù)合材料的經(jīng)濟(jì)加工性。通過對(duì)PcD刀具磨損形態(tài)的觀測(cè)和分析可知,PcD刀具的磨損形式主要是前刀面刀尖處的破損和主、副后刀面的不均勻磨損,對(duì)于小切深的高速銑削加工而言,刀具副后刀面的磨損最為嚴(yán)重。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別