



消除數控車床Y向偏差修正技術方法研究
2016-8-1 來源:遼寧省建平縣職業教育中心 作者: 張俊義
【摘要】文章對數控車床有刀偏與無刀偏狀態中的Y向偏差變化情況進行了對比論述,通過分析與研究Y向偏差的相關內容,進而應用合理的方法進行解決。將Y向偏差的計算公式總結了出來,總結出了車削比基圓大或者小時的Y向偏差的相應改變規律,目的是將工件的加工精度提升上來。
【關鍵詞】數控車床;Y向偏差;修正技術
在試驗的時候,通過數控車床加工零件,能夠發覺工件Y軸處的具體尺寸同程序的對應理論數據會存在一定的差異。也就是我們在研究中所稱之的Y向偏差,但是,在解決這種偏差時,刀偏補償的方法在其中根本不會發揮作用。所以,需要不斷的分析和研究Y向偏差,進而制定對策解決其中可能出現的問題,為促進我國生產制造行業的發展奠定良好基礎。
一、Y向偏差的相關闡述
在很多行業的發展中,都離不開數控車床的支撐,并且,很多工程中所應用的零件都是通過數控車床加工出來,所以說,它是促進生產的關鍵所在,對于其技術技巧不容忽視。但是,在具體的應用中,因為多方面因素的制約,還經常會有問題出現,例如,有不規則的偏差會經常的出現在工件的Y軸中,所以,對于零件的加工精度必然會帶來很大的影響,因此,就需要采取有效的對策進行解決。
首先利用這樣一個案例先了解和掌握下Y向偏差的相關內容。如下圖所示:
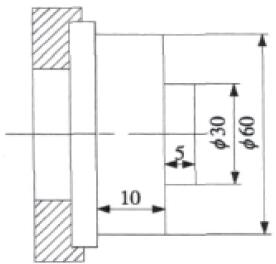
圖一
整個圖為數控臥車加工圖,其中基準圓就可以用Φ60和Φ30表示,圖二表示以刀架出發看工件方向的視圖。在-Y向,刀尖同X軸會存在5毫米的偏差,并且車削Φ60的幾何關系也會被呈現出來。在圖示中,OA和OA丿的值都為15毫米,并且半徑為Φ30;OB為半徑Φ60,長度為30毫米。AB=A丿B丿=CD=15毫米,是Φ30和Φ60的半徑差,
B丿D=A丿C=5毫米,刀具的Y向刀偏就可以通過它被表示出來。因為有5毫米Y向的刀偏存在于刀尖中,而且OB丿才是車出的外圓半徑,而不是OB。
而且通常選擇出一把刀作為多刀加工時的基準刀,這樣可以用零表示其Z和X向的刀偏量,并且,通常都是在基準到偏量的基礎上確定出其他刀具的刀偏量的,進而在設定刀具的補償時,也可以按照這樣的方式去做。并且,這種刀補方式基礎上的Y向偏差為我們所要重點研究的內容。
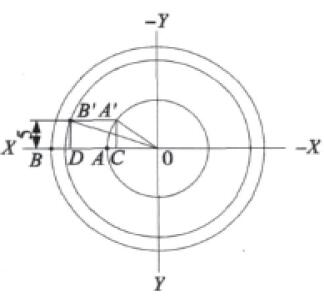
圖二
二、對于有刀偏的Y向偏差與Y向無刀偏
在糾正所出現的偏差時,需要對兩個大方面進行掌握,首先,對于整個機床的機械機構要有一個全方位的了解,同時對于各個部件的結構原理也要明確;尤其是Y軸的結構形式。其次,對于機床設備的操作規范及機床設備在工作時的動作次序等也應該進行詳細的了解與掌握。同時,對于其中可能存在的安全隱患必須要預先進行考慮和分析,再者,明確其中的報警情況。
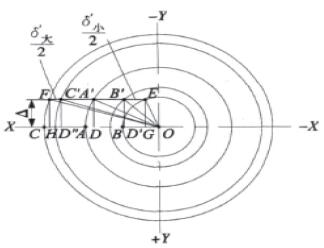
如圖三所示,展現出了用有Y向偏差與無Y向刀偏的刀具車削會分別的大于或者小于對刀的基準圓。
在這個圖中能夠清晰的發現,OA`=OA等于R基礎。而且是對刀的基礎圓半徑;其中,無Y向刀具車削出的大圓半徑和小圓半徑OC和OB表示,其中有Y向刀偏的刀具車削大圓半徑和小圓的半徑就 可以通過OB`和OC`表示。
其中R基-R小=DD`=AB=A`B`
R大-R基=DD"=A`C`=AC
△為Y向刀偏=C`D"=B`D`=A`D
R小于R大是通過無Y向刀偏的刀具車削出來的,并且同圖紙的相關標準是相吻合的,并且R`小與R`大是通過有Y向刀偏的刀具車削出來的。因此,可以按照圖中所示的幾何關系完成相應的計算。
車削的大圓與小圓的Y向偏差即為:
2(R`大-R大)(負值)=S大;對應的,2(R`小-R小)(正值)=S小。
那么,在設備裝具體運行的時候,為了將其中存在的這一偏差消除掉,在修正中,可以利用更改X軸坐標的進刀量來完成,同時,通過圖三也能夠導出修正值S`大和S`小的具體數值。并且,通過表格列出R基、R小 和R大賦值計算得出的R`大和R`小的數值。
首先,在對較基準圓R基小的圓R小進行加工的時候,車削出的R小會小于R`小。當存在相等的R基時,這樣,隨著R小的數值的不斷增大,Y向的偏差就會不斷的減小,在R小的數值穩定不變時,這樣在增大了△之后,也會相應的增大。
其次,在對R大加工時,因為它要比R基大,車削出的R大會比R`大要大,存在相同的R基時,隨著R大的增大,Y向偏差會不斷的減小,存在著相同的R大時,在增大了△之后,對應的就會減小。再次,當存在相同的R小時,越大的R基,就會有越大的Y向偏差,當R大相同時,越大的R基,相反就會有越小的Y向偏差。
三、修正Y向偏差的具體方法
為了將各個加工件的加工精度提升上來,就需要將各個刀具的Y向刀偏△消除掉,進而將存在的Y向刀偏消除掉。在1毫米之內調整臥車的Y向刀偏是比較容易的。通過上述分析能夠得知,當1≥△時,就會有很小的Y向偏差存在于其中。
但是,當難以有效的消除刀具的Y向刀偏時,(特征是精車刀),可以對這樣的方法進行應用:
首先,只存在1個刀干精車時,能夠劃分成兩種可能:①、只是對一個精車圓進行車削時,可以用對刀使用的基準圓R基來定義此圓。在對刀的時候能夠得到R基,同時,也能夠在已車完畢的工件中獲取到。②、對兩個以上的精車圓進行車削時,車基準圓就是其中的一個,剩下的能夠按照試切調刀是的得出的圓大小,將Y向刀偏的具體數值求得出來,然后,在通過計算,將X周的坐標修正值計算出來,然后,在修改程序的基礎上,完成相應的補償。為了能夠更加透徹的闡述清楚,我們可以通過這樣的案例加以說明:
Φ100Φ50為精車外圓的半徑,要求合理的控制其偏差值,基準圓為um.Φ100.當車削控制在Φ99.990的時候才算是合格;超差維持在Φ50.500。
一旦在-4 0 u m之內控制Φ50的偏差,這樣0.0 4 0+0.520=0.560mm即為-X向的修正值。換句話說,多向精車Φ50的程序段內進刀0.560的直徑量,以毫米為準。
其次,在精車的時候,應用兩把以上的刀也會存在著兩種可能。①、當各個刀只對單獨的精車圓進行車削的時候,這時,就可以對多基準的方式進行應用,這種方式非常的特殊,通常為各對各,就是在定刀偏量的時候,不會按照基準刀去定義,而是將每個單獨的精車圓視作自身的對刀圓。通上文所述的相同,可以通過車削好的工件中得到這些圓。②、當兩個以上精車圓被各個刀車進行車削時候,也可以按照上文所述的方式進行處理。
結語:
綜上所述,一旦有Y向偏差問題出現在數控車床中,對其加工出的零件必然帶來很多影響,導致零件和原來設計的標準尺寸間存在較大差異。我們知道,當同一把刀存在Y向偏差時,對不同直徑的圓進行車削的時候,會展現出不同的Y向偏差,存在著越大的直徑,就會有越大的偏差。所以,需要在較高的標準內控制車削的精度值。當存在較大的上下底面直徑時,應該向著最小的范圍內調整所用刀具的Y向刀偏,只有這樣,才能夠確保在標準內控制Y的方向,消除其中存在的一些偏差。
參考文獻
[1]王亞玲,胡輝,魏紅根.數控機床維修實例[J].制造技術與機床,2010(01):131-132.
[2]謝東,丁杰雄,杜麗等.高速加工運動性能預測方法研究[J].農業機械學報,2014(06):896-898.
[3]李侯強.經濟型數控機床加工中誤差來源分析及其對策[J].中國新技術新產品,2015(18):789-791.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

