


基于 PLC 的數(shù)控鉆床控制器設計研究
2021-5-21 來源:江蘇省宿城中等專業(yè)學校 作者:梁猛猛
摘要:數(shù)控機床是采用數(shù)字控制技術對機床切削運動進行控制的一種機電一體化產(chǎn)品,隨著軟件技術和信息技術的發(fā)展,其在工業(yè)領域中得到了廣泛的應用。在數(shù)控機床中,鉆床主要用于對鉆孔、擴孔、鉸孔等多種形式的孔加工,其加工精度和效率直接影響加工零件的質量。
關鍵詞: 數(shù)控鉆床;PLC 技術;控制器設計
一、引言
數(shù)控鉆床是一種孔加工機床,主要用于進行鉆孔、擴孔、鉸孔等多種形式的零件加工。近年來,隨著信息技術和數(shù)控技術的發(fā)展,促進了數(shù)控切削技術的同步發(fā)展。目前,在數(shù)控加工過程中,主要采用麻花鉆頭對零件進行深孔加工,與其他類型切削刀具相比,麻花鉆頭在鉆孔時,為避免損壞鉆頭,需頻繁地進退刀,且其主切削刃過長,不利于分屑和斷屑,這些問題的存在使得麻花鉆頭磨損較快,嚴重時容易影響零件加工表面和鉆孔效率。因此,為了確保深加工的效率和精度,基于 PLC 的數(shù)控鉆床控制器應運而生,其操作方便、靈活,使用范圍廣。
二、基于 PLC 的數(shù)控鉆床控制器設計方案
(一)數(shù)控鉆床結構及工作原理
鉆床結構簡單,加工精度較低,主要用鉆頭在工件上加工孔。在各類鉆床中,搖臂鉆床比較適用于單件或批量生產(chǎn)中帶有多孔大型工件的孔加工,主要由工作臺主軸、搖臂、底座、內/外立柱等部分組成。主軸箱安裝在搖臂水平導軌上跟隨搖臂繞立柱進行移動,搖臂可沿著立柱進行上下移動,以便可以加工不同高度的零件。在進行鉆削加工時,工件不動,刀具移動,鉆頭邊旋轉、邊切削、邊縱向進給。
(二)數(shù)控鉆床運動方式
1.主軸運動:鉆床鉆削時,主軸運動包括主軸旋轉運動(主軸帶著鉆頭的旋轉運動)和主軸縱向進給(主軸的垂直運動)。2.輔助運動:主軸箱沿搖臂進行水平運動,搖臂沿外立柱進行垂直移動。
(三)方案設計
本文研究的數(shù)控鉆床主要用于鋼制環(huán)模深孔加工,其加工后成品如圖 1 所示。
圖 1 加工后的工件
PLC 是一類以順序控制為主、回路調節(jié)為輔的通用型自動控制裝置,克服了傳統(tǒng)繼電器可靠性差、體積龐大等弊端,目前成為數(shù)控機床中實現(xiàn)順序控制的首要選擇。基于此,本文用 PLC設計數(shù)控鉆床控制器系統(tǒng),如圖 2 所示。

圖 2 基于 PLC 的數(shù)控鉆床控制系統(tǒng)
控制系統(tǒng)由以下幾個部分組成:PC 客戶端(上位機)、控制面板、主控制器(PLC)、深孔鉆削控制模塊伺服電機、環(huán)模轉動定位控制模塊、液晶顯示模塊、數(shù)碼管顯示模塊和報警電路等。其中,PC 客戶端與 PLC 通過 RS232 進行通信,控制系統(tǒng)輸入端主要用于接收控制面板信號,輸出端信號對伺服電機和步進電機進行驅動。環(huán)模轉動定位控制模塊實現(xiàn)對深孔的定位,深孔鉆削控制模塊伺服電機模塊實現(xiàn)對深孔的鉆削。液晶顯示模塊用于顯示鉆孔速度、鉆孔次數(shù)及鉆孔深度,可對鉆床加工中的鉆孔參數(shù)進
行實時監(jiān)控、顯示及修改。
三、基于 PLC 的數(shù)控鉆床控制器系統(tǒng)硬件設計
數(shù)控鉆床控制器系統(tǒng)的核心部件是 PLC,由于它易于編程、具有良好的自我診斷功能和高可靠性,被廣泛地運用于各種工業(yè)控制中。PLC 中的各個部件包括 CPU、I/0 和電源等均采用模塊設計,同時,具有豐富的 I/0 接口,用戶可以自己的實際需求自行組合。在本設計中,利用 PLC 主要實現(xiàn)的功能有開關量的邏輯控制(定時控制、順序邏輯控制與組合邏輯控制)、鉆床運動控制、鉆床現(xiàn)場數(shù)據(jù)采集處理、位置控制(通過控制步進電機和伺服電機來控制鉆機的鉆削位置、方向、速度)。
(一)主控制器設計
控制器是數(shù)控鉆床的重要組成部分,而 PLC 是控制器的核心部件。在眾多 51 系列單片機中,STC 系列單片機對開發(fā)設備要求很低且開發(fā)時間較短,十分符合工業(yè)領域實際生產(chǎn)環(huán)境。
(二)直流開關量輸入模塊設計
PLC 采用嚴格的生產(chǎn)規(guī)模與先進的抗干擾技術,因此,高可靠性是基于 PLC 數(shù)控設備的關鍵性能。在通常情況下,不需要采取任何措施就能直接在工業(yè)環(huán)境中使用。雖然如此,但是當生產(chǎn)環(huán)境過于惡劣時,安裝不當或受到強烈電磁干擾,就會導致運算錯誤或程序錯誤,從而產(chǎn)生錯誤輸入和輸出,在這種情況下就難以保障 PLC 正常運行。因此,在本設計中,為了提高基于 PLC 的數(shù)控鉆床控制器的抗干擾性和可靠性,在輸入電路中利用光電耦合器來增加抗干擾設計,如圖 3 所示。
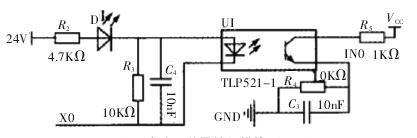
圖 3 直流開關量輸入模塊原理圖
其中,TLP521-1 為光電耦合器,其作用主要是輸入信號與單片機隔開,同時對其信號進行濾波處理;在電路輸入端,將操作面板上的開關信號轉化為單片機正常運行的低電壓信號,當開關閉合時,TLP521-1 的發(fā)光二極管發(fā)光、三極管導通,發(fā)送動作信號到相應繼電器,并向輸出端發(fā)送控制信號。
(三)繼電器輸出模塊設計
繼電器輸出模塊原理圖如圖 4 所示,主要作用是將單片機內部的低壓信號轉換成能為可以驅動外部輸出設備的開關信號。
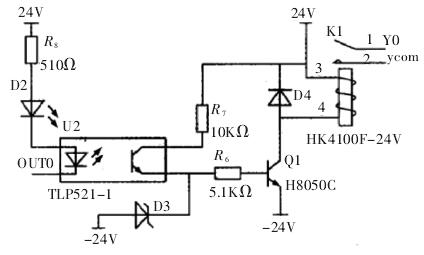
圖 4 繼電器輸出模塊原理圖
在圖中,繼電器既是開關器件,也是隔離器件。其中,光電耦合器 TLP521-1 的作用是將輸出信號與單片機隔開,實現(xiàn) PLC 內外部信號的隔離。當開關量 OUT0 的輸出為低電平時,TLP521-1使得晶體管 Q1 導通,繼而使得繼電器 K1 的線圈通電,繼電器得電吸合,發(fā)光二極管 D2 發(fā)光。反之,當開關量 OUT0 輸出高電平時,TLP521-1 使繼電器 K1 觸點斷開,發(fā)光二極管 D2 熄滅。D4的作用主要是用于保護晶體管 Q1。當繼電器斷開時,由于繼電器線圈電感的存在,因而儲存有電能,這時晶體管 Q1 截止,在線圈兩端形成感應電壓,晶體管容易被擊穿而遭到損壞,加入二極管可鉗制住集電極電壓,保護晶體管。繼電器輸出模塊的負載回路無須分辨極性,既能驅動直流負載,也可以驅動交流負載,其承受過流與過壓能力較強。外界電源及負載電源的大小由繼電器
觸點容量所決定。
(四)串口通信模塊設計
串口通信模塊在 PLC 系統(tǒng)中占據(jù)了非常重要的作用。如圖 5所示,在本設計中,采用 RS232 串口通信實現(xiàn)對 PLC 的編程及數(shù)據(jù)的交換功能。
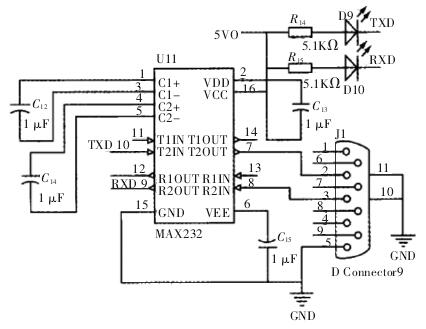
圖 5 串口通信模塊原理圖
其中,MAX232 是專門用于 RS232 標準串口中,進行單電源電平轉換的芯片。這是由于單片機串口為 TTL 電平,而 PC 串口為 RS232 電平,在進行串口通信時,必須進行電平的轉換。MAX232 芯片使用+5V 單電源供電。在串口通信過程中,利用單片機 STC12C5A60S2 的引腳 RXD 和 TXD 分別實現(xiàn)對信號的發(fā)送與接收。
四、基于 PLC 的數(shù)控鉆床控制器系統(tǒng)軟件設計
在本設計中采用 Keil u Vision4 單片機開發(fā)工具和 C 語言進行程序編寫,主要實現(xiàn)以下三個模塊功能:控制面板功能、定位控制功能及深孔鉆削功能。在系統(tǒng)初始化后,選擇鉆孔類型,輸入鉆孔深度、擴孔深度、鉆孔速度、鉆孔個數(shù)等參數(shù),步進電機帶動環(huán)模進行轉動、伺服電機控制鉆頭上下運動,在整個過程中,利用數(shù)碼管顯示鉆孔深度、鉆孔次數(shù)、鉆孔速度等參數(shù)變化。
在電路焊接結束后,利用萬用表對系統(tǒng)精確度進行驗證。將單片機 STC12C5A60S2 的引腳 CLK 連接到示波器上,當示波器上顯示正弦波波形時,則說明單片機處于正常工作狀態(tài)。將引腳PWM 連接到示波器上,檢測結果顯示,單片機輸出 PWM 波形正
常,達到預期設計效果。
五、結束語
本文基于 PLC 設計了一種能夠對鉆孔參數(shù)進行實時監(jiān)控、顯示及修改的數(shù)控鉆床控制器,通過改變控制參數(shù),可以實現(xiàn)對鉆孔的定位和切削,克服了傳統(tǒng)人工鉆孔的弊端,使得鉆孔定位和切削更加精確,且加工精度更高,加工成本較低,比較適合環(huán)
境比較惡劣的加工環(huán)境,具有廣泛的應用前景。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)