


自動銑床 PLC 控制系統(tǒng)研究
2017-6-2 來源:池州學(xué)院 作者:王 鈺
摘要:PLC 具有可靠性高,抗干擾能力強等特點,是一種應(yīng)用于工業(yè)自動化控制的理想工具,PLC 應(yīng)用在銑床加工方面能夠有效提高加工精度和效率。基于此,本文以 X62W 為例對自動銑床的基本結(jié)構(gòu)進(jìn)行簡要分析,提出對自動銑床 PLC 控制系統(tǒng)的改造方法以及硬件、程序設(shè)計,以期對銑床實際的生產(chǎn)運行有實際參考價值。
關(guān)鍵詞:銑床 PLC 控制系統(tǒng)
1.自動銑床基本結(jié)構(gòu)
自動銑床主要由床身、刀桿、鉆頭、光電開關(guān)、絲桿、旋轉(zhuǎn)編碼器、鋼板、回轉(zhuǎn)盤、橫溜板、升降臺、電路控制系統(tǒng)等組成,自動銑床的運動形式為主運動,工作臺的前后、左右運動為進(jìn)給運動,工作臺的旋轉(zhuǎn)運動都是輔助運動,自動銑床的結(jié)構(gòu)示意圖如圖 1 所示。其電氣控制線路由主電路、控制電路以及照明電路三部分組成,主電路有兩個電動機,分別為 M1 和 M2,M1 主要通過進(jìn)給絲桿的轉(zhuǎn)動進(jìn)行傳動,工作臺可以在 6 個方向進(jìn)行進(jìn)給和快速移動,工作臺的運轉(zhuǎn)主要是依靠機械的方法進(jìn)行實現(xiàn),對于正轉(zhuǎn)、反轉(zhuǎn)以及橫向運動三種運動形式之間應(yīng)有聯(lián)鎖,以確保運行的安全。
2.自動銑床 PLC 控制系統(tǒng)設(shè)計
2.1 改造方法
在對 X62W 型自動銑床進(jìn)行改造時要保證控制電路中電源電路、照明電路以及主電路保持不變,銑床的控制電路中主要依靠PLC 進(jìn)行控制,為了確保實驗臺安全穩(wěn)定運行,應(yīng)該開啟聯(lián)鎖反應(yīng),將行程開關(guān)直接接入自動控制系統(tǒng)的輸入端,將工作臺的自動以及手動控制組合開關(guān)分別用一個常閉和常開開關(guān)接入輸入端子,輸出器件分為兩個電壓等級,一個接入照明用的交流電壓,另外一個使用 110V 交流電壓。
2.2 硬件設(shè)計
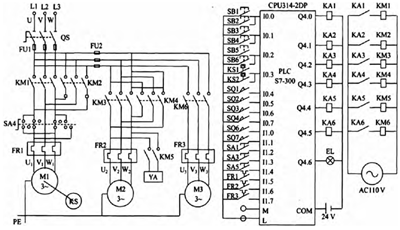
圖 1 自動化銑床硬件設(shè)計 PLC 外部接線圖
自動化銑床 PLC 控制的硬件設(shè)計主要包括可編程序控制物理結(jié)構(gòu)及控制方式、輸入輸出點數(shù)確定、可編程序控制器的指令系統(tǒng)三大部分,自動化銑床硬件設(shè)計 PLC 外部接線如圖 1 所示。其中可編程序控制物理結(jié)構(gòu)及控制方式主要是根據(jù)其物理結(jié)構(gòu)進(jìn)行劃分,可以分為模塊形式以及整塊形式,自動化程度要求高的系統(tǒng)應(yīng)用模塊式結(jié)構(gòu),也可以選取有特定內(nèi)置功能的可編程式控制器。輸入輸出點數(shù)是控制器中一個較為簡單的性能參數(shù),在對銑床自動控制系統(tǒng)的機型進(jìn)行選擇時應(yīng)該注意對原有系統(tǒng)進(jìn)行更換以及修改時應(yīng)該保留一定的余地,以備后續(xù)改進(jìn); 其次,應(yīng)該保證系統(tǒng)的輸入輸出點數(shù)應(yīng)該是在理想狀態(tài)進(jìn)行測量而獲得,為了保證自動化銑床控制系統(tǒng)的穩(wěn)定運行,輸入輸出點數(shù)一般應(yīng)該有 30% 的富余量。可編程序控制器的指令系統(tǒng)的功能較為強大,包括運算以及傳輸?shù)鹊龋谶M(jìn)行程序編寫時,可以利用筆記本或者臺式機進(jìn)行輸入,有利于修改和保存。在進(jìn)行指令系統(tǒng)的性能參數(shù)選擇時應(yīng)該選擇與銑床自動控制系統(tǒng)相配套的結(jié)構(gòu),同時滿足系統(tǒng)的設(shè)計要求。
2.3 程序設(shè)計
在進(jìn)行 PLC 自動控制系統(tǒng)程序設(shè)計之前,應(yīng)該進(jìn)行工藝流程的確定,這樣不僅僅使得原有的工作邏輯關(guān)系保持不變,還加強了各種聯(lián)鎖保護(hù)措施。此外,銑床自動化控制系統(tǒng)在經(jīng)過程序設(shè)計之后更加方便快捷,工作量以及初期投資量減少。程序設(shè)計中采用的設(shè)計系統(tǒng)為西門子和微軟合作的軟件 Win CC,進(jìn)行程序設(shè)計時,還能實時對工作臺進(jìn)行仿真動作操作。
3.仿真試驗效果
圖 2 數(shù)控銑床加工仿真臺
本文分析的銑床仿真軟件采用的是上海宇龍仿真軟件,數(shù)控銑床加工仿真臺如圖 2 所示,利用該軟件對銑床進(jìn)行仿真試驗,控制系統(tǒng)采用的是西門子數(shù)控系統(tǒng),在仿真軟件中用戶可以選定不同種類的刀具以及特定的特征參數(shù),整個仿真過程主要是對毛坯的自定義、工件的裝夾、壓板安裝、校驗車刀以及銑刀、安裝刀具以及機床手動操作等環(huán)節(jié)進(jìn)行操作,在仿真的過程中選取數(shù)控運行環(huán)境以及 MDI自動運行模式,進(jìn)行三維工件的自動化實時切削以及三維動態(tài)的刀具仿真軌跡記錄,在運行中用戶界面可以進(jìn)行坐標(biāo)系的設(shè)定以及補償參數(shù)的設(shè)置。此外,在仿真的過程中,用戶能夠?qū)崟r對銑床的操作動態(tài)進(jìn)行監(jiān)測。
4.結(jié)語
綜上所述,自動化銑床通過控制系統(tǒng)的設(shè)計和改造,大幅度地降低了銑床機器的故障率,同時減輕了銑床操作人員的勞動強度,提高了工作效率,從而增加了經(jīng)濟(jì)收益。基于 PLC 控制系統(tǒng)下的銑床控制系統(tǒng)具有較好的靈活性和可靠性,同時也為 PLC 在銑床自動化生產(chǎn)過程中的實際運行提供了依據(jù)和參考。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況