


高速鉆攻中心--第十四屆中國國際機床展覽會展評
2015-12-23 來源:杭州西湖臺鉆有限公司 作者:翁奇鳴 楊繼楠
摘要:本文介紹了第十四屆展會主要數控高速鉆攻中心的發展趨勢及我國機床與國外品牌差距
一.引言:
隨著我國對3C產品的需求不斷擴大,對用于生產3C產品的設備要求也越來越高了。特別是隨著蘋果公司引領的手機外殼采用金屬殼后,其他廠家也跟著改變,從塑殼逐步更新為金屬殼。但加工金屬外殼的批量大、成本低,其他3C產品也同樣有類似情況。因此,不論是3C產品零部件的加工,還是3C產品的模具加工,都對其加工設備提出了高速、高精、高效的要求。在眾多加工設備中,數控鉆攻中心機是需求量最大,使用最廣泛的一種機型。
二、國外品牌數控鉆攻中心介紹
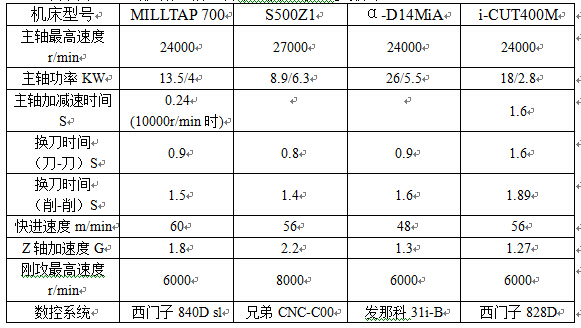
國外品牌數控鉆攻中心主要有德國德馬吉公司的MILLTAP 700,日本兄弟公司的S500Z1(S700Z1),日本發那科公司的ROBODRILL α-DiAseries,韓國現代威亞公司的i-CUT400T/M,美國哈斯公司的DT-1。除了DT-1采用圓盤式刀庫外,其余均采用轉塔式刀庫,主軸電機與主軸直聯,主軸均為機械式主軸。
以下為直連式機械主軸、轉塔式刀庫機床參數對比:

三、國內品牌數控鉆攻中心介紹
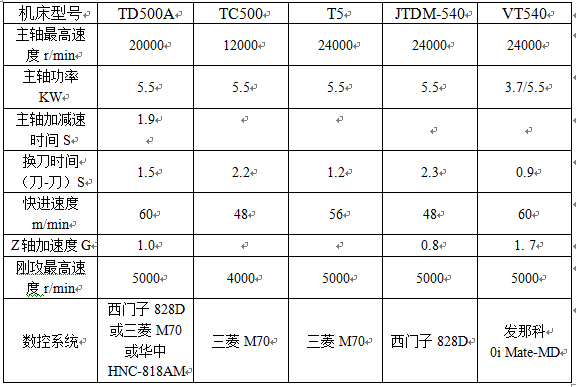
國內品牌數控鉆攻中心主要有大連機床集團的TD500A、北京北三精機TC500、深圳鼎泰的T5、廣東科杰的JTDM-540、山東歐馬的VT540等。均采用轉塔式刀庫,主軸電機與主軸直聯,主軸均為機械式主軸。
以下為機床參數對比:

四、鉆攻中心機關鍵部件介紹
鉆攻中心機主要用于高速形狀輕銑削、鉆小孔、攻小孔,基本屬于一種精細加工范圍,適用于批量,高效加工,和有較高的穩定性和可靠性,故障率要低。因此,系統軟件必須具備高速拐角處理能力,即高速高精加工能力,而無振動,表面光潔度要高、精度要高;必須具備高速小孔的攻絲加工能力(如M1.0孔)。為了實現以上要求,在硬件配置上,刀庫要有更快的換刀速度,主軸要有更高的轉速和更高的加減速能力,三軸要有更快的快速速度和更高的加速度。
目前國外三大系統(發那科、西門子、三菱)和兄弟公司均已具備軟件處理能力,也有完備的硬件支持。因此,國內大部分生產鉆攻中心機的廠家采用國外三大系統。而國內數控系統能支持高速鉆攻中心機的僅為華中HNC-818AM。其新型的LDD伺服電機最高轉速為4500r/min,具有更高更快的加減速性能。
鉆攻中心機因為主軸需要的功率不大,而要求的轉速較高,一般為機械式直聯主軸,目前臺灣品牌眾多主軸廠家有生產24000r/min的BT30主軸,而24000r/min的高速主軸電機本次展會上僅有臺灣品牌晟昌公司的SVM系列。而為了有更快的換刀速度,德馬吉公司采用了德國Franz Kessler公司的鉆銑機專用主軸和電機,取消了刀庫電機,直接在換刀時主軸與刀庫用齒輪嚙合,用主軸定位旋轉刀庫換刀。日本兄弟公司采用了ATC無停頓技術,提高主軸的啟停時間、提升Z軸的加速度,使換刀時間為0.8S。
本次展出的高速鉆攻中心機的刀庫均為轉塔式刀庫,并且為整體搖擺式換刀,進一步提高了換刀速度。目前國外公司刀庫均自制,而國內公司基本采用臺灣品牌“德大”刀庫,也為整體搖擺式換刀。

五、國內鉆攻中心機性能仍需提高
從以上參數可以看出,我國的鉆攻中心產品與德國、日本生產的機床尚有一定差距。但是眾多機床廠家已把鉆攻中心的局勢開始與其他國家拉近,雖然不能與德國、日本相提并論,但也獲得了國內市場的歡迎與認可。國內鉆攻中心機的主要問題是主軸和三個進給軸的加速度偏低,換刀速度偏低,剛性攻絲速度偏低,并且使用國內系統廠家較少。所以,應提高國內系統軟件的處理能力和硬件的配套開發,在各種技術上都需有重大的突破,才能滿足我國自主鉆攻中心機的需要。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

