航空整體葉輪五軸數(shù)控加工仿真及參數(shù)優(yōu)化研究 (下)
2016-11-21 來源:天津職業(yè)技術師范大學 作者: 盧輝
第 5 章 基于動力學仿真的切削參數(shù)優(yōu)化
5.1 概述
航空整體式葉輪約70%的余料需要切除,因此如何合理選擇切削參數(shù)高效地去除余料是整體葉輪數(shù)控加工中提高生產效率的一個瓶頸問題。切削參數(shù)直接關系到零件的加工質量,刀具的壽命,生產成本。而在實際生產加工中,切削參數(shù)往往是數(shù)控工藝人員根據(jù)刀具廠商推薦或憑經驗來選取的。由此產生的直接后果是:一方面,由于缺乏理論依據(jù),所選擇的切削參數(shù)過于保守,導致切削效率低下難以充分發(fā)揮數(shù)控機床,特別是高速數(shù)控機床的效能,造成浪費;另一方面,即使以較低的材料去除率進行切削,如果選擇的切削參數(shù)不合理,也會因顫振的發(fā)生而導致零件尺寸超差甚至對機床和刀具本身造成損害。因此,合理地選擇切削參數(shù)是實際加工生產的迫切需求。本文將在上一章得到的顫振穩(wěn)定域的基礎上,進行切削參數(shù)的優(yōu)化。首先基于最短切削時間對切削參數(shù)進行正交試驗設計,分析正交試驗結果,得出最短切削時間的切削參數(shù)。然后基于動力學仿真進行切削參數(shù)的優(yōu)化,最終得到最佳切削參數(shù)。
5.2 基于顫振穩(wěn)定域的切削參數(shù)優(yōu)化
5.2.1 正交試驗方法
正交試驗是日本田口玄一在上個世紀40年代設計出來的[60]。正交試驗是在全面實驗中挑選有代表性的樣點進行來做實驗,這大大減少了實驗次數(shù),因而在世界范圍內得到廣泛應用[61]。正交試驗設計是運用數(shù)理統(tǒng)計的知識,選取典型的有代表性的樣點進行實驗,對實驗結果進行極差分析和方差分析,找出最佳實驗方案。這種方法主要用于優(yōu)化多因素多水平的科學實驗,能夠減少實驗次數(shù),縮短實驗周期,降低實驗成本。
5.2.2 正交試驗設計
切削加工過程中,在保證加工質量的前提下,提高加工效率,即在穩(wěn)定的切削的前提下,保證材料的最大去除率[63]。對銑削而言,材料去除率 MRR可表示為軸向切削深度 ap徑向切削寬度ae、主軸轉速n、每齒進給量f N及銑刀齒數(shù)N的函數(shù)。
為了在較少的實驗次數(shù)下充分考慮切削寬度、切削深度、主軸轉速、每次進給量對切削時間的影響,本實驗將采用正交試驗法。在本實驗中,切削時間為實驗的指標,切削寬度、切削深度、主軸轉速、每次進給量為影響因素。根據(jù)上一章得出的穩(wěn)定葉瓣圖,每個因素選取4個水平。根據(jù)加工經驗,將切削寬度選取為3mm,4mm,5mm。由切削寬度為3mm,切削寬度為4mm,切削寬度為5mm仿真得出顫振穩(wěn)定域分析解如圖5-1所示。
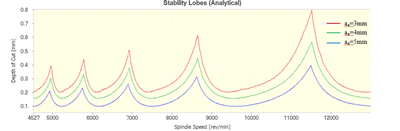
圖 5-1 顫振穩(wěn)定域
從圖中可以看出,隨著切削寬度的增加,顫振穩(wěn)定域的切削深度降低。這就會影響正交實驗的設計,如果把正交實驗設計為四因素四水平的話,有很多組實驗因為超出顫振穩(wěn)定域的切削深度而沒有辦進行。所以為了更好地選取出最佳的切削參數(shù),把切削寬度不同的情況,單獨做正交實驗。就是將正交實驗設計成切削寬度為3mm,切削寬度為4mm,切削寬度為5mm三組三因素四水平的正交試驗。首先,先設計切削寬度為3mm的正交試驗,正交試驗的因素水平表如下表5-1所示。
表5-1 因素與水平表

5.2.3 參數(shù)優(yōu)化結果及分析
根據(jù)因素水平表中的因素和水平,選用正交表L 4 ,如表5-2所示。通過VERICUT軟件幾何仿真,可以得到每組參數(shù)的切削時間。
表5-2 用正交表安排實驗
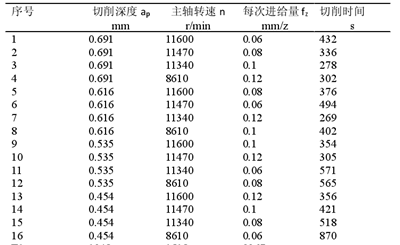
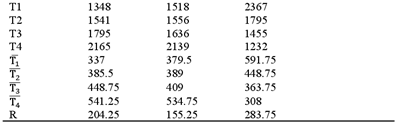
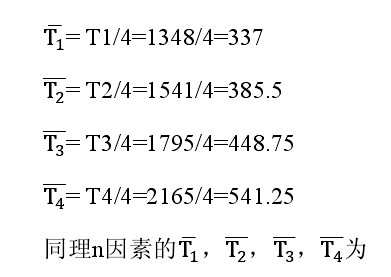
從表5-2中的16次試驗結果看出,第7號試驗ap=0.616, n=11340, fz=0.12的切削時間最短,為269s。從正交試驗結果來看,第7號試驗是最佳切削參數(shù)方案,當由于正交試驗只是在全面實驗中做了16組試驗,最佳切削參數(shù)不一定在這16組試驗中,因此為了找出最佳方案,還需要對正交試驗結果進一步分析。表5-2中T1、T2、T3、T4這四行分別是各因素同一水平結果之和。例如,ap因素T1行列的數(shù)據(jù)1348是ap因素4個1水平實驗值的和,而ap因素4個1水平分別在第1,2,3,4號試驗,所以ap的T1=432+336+278+302=1348。ap因素的T2、T3、T4如下:
T2=376+494+269+402=1541
T3=354+305+571+565=1795
T4=356+421+518+870=2165
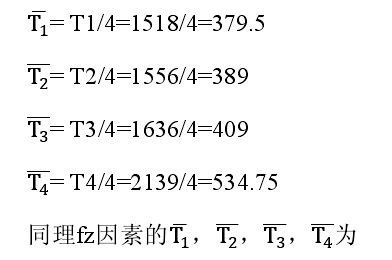
同理n因素的T1、T2、T3、T4為
T1=432+376+354+356=1518
T2=336+494+305+421=1556
T3=278+269+571+518=1636
T4=302+402+565+870=2139
同理fz因素的T1、T2、T3、T4為
T1=432+494+571+870=2367
T2=336+376+565+518=1795
T3=278+402+354+421=1455
T4=302+269+305+356=1232

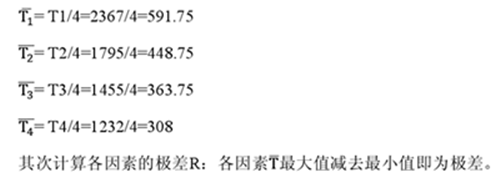
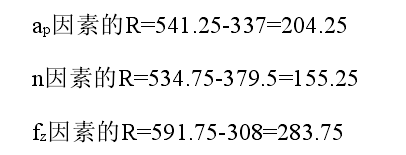
最后分析結果,分析表明極差越大的因素重要程度越高。因此,因素主次順序應為:n→ap→fz。為了直觀起見,用因素的水平變化為橫坐標,切削時間的平均值為縱坐標,畫出水平與切削時間關系圖,如圖5-2所示
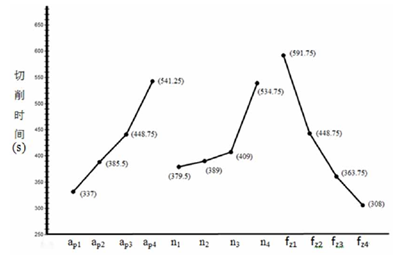
圖 5-2 水平與切削時間關系圖
從上圖可以明顯看出,最佳方案是ap1,n1,fz4而正交實驗選出的最佳方案是ap2,n3,fz4。顯然,正交實驗中的16組試驗沒有ap1,n1,fz4這一方案。其是否是最佳實驗還需要驗證。通過對顫振穩(wěn)定域圖分析發(fā)現(xiàn),當ap=0.691, n=11600, fz=0.12時,已經超出顫振穩(wěn)定域的范圍,如圖所示,說明使用這組參數(shù)進行加工時刀具會發(fā)生顫振,不是最佳方案。故當ae=3mm時,最佳的切削參數(shù)為ap=0.616, n=11340, fz=0.12。
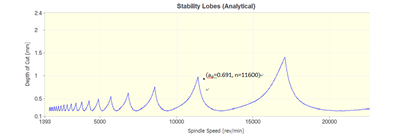
圖 5-3 水平與切削時間關系圖
在前面進行的極差分析可以得到各因素對切削時間影響的程度,根據(jù)各因素影響切削時間最大的水平數(shù)得到最佳切削參數(shù)。極差分析計算方便,簡單易懂,因此得到廣泛應用。但是極差分析不考慮實驗誤差,任何實驗中都不可避免出現(xiàn)誤差,無法判斷有誤差引起的數(shù)據(jù)波動。為了解決這個問題,在正交試驗中引入方差分析。 方差分析是通過離方差平方和分解,構造F統(tǒng)計量,生成方差分析表,對因素效應和交互效應的顯著性作檢查[65]。方差分析可以估計試驗誤差并對其分析,給出所得結論的置信度區(qū)間,對各因素進行顯著性分析。進行方差分析的基本步驟:1)試驗數(shù)據(jù)總的偏差平方和SST;2)因素的偏差平方和;3)誤差平均方和SSE;4)自由度DF;5)均方MS;6)F值;7)顯著性概率P值;
(1)試驗數(shù)據(jù)總的偏差平方和SST

其中n是正交試驗的總實驗次數(shù),正交表的每一行代表每一次試驗得到的實驗數(shù)據(jù),共有n個實驗數(shù)據(jù),記為y ,y ,……,y ,本例n=16。y是n個實驗數(shù)據(jù)的平均值。
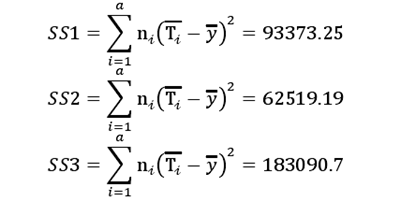
(2)因素的偏差平方和。設切削深度、主軸轉速、每齒進給量的偏差平方和分別為SS1、SS2、SS3。各因素的偏差平方和為:
(3)誤差平均方和SSE。計算誤差平方和,不考慮交互作用的一般公式:
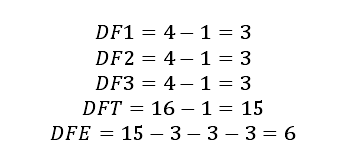
(4)自由度DF。在正交設計中,各列的自由度是水平數(shù)減1,總自由度是實驗次數(shù)減1,即
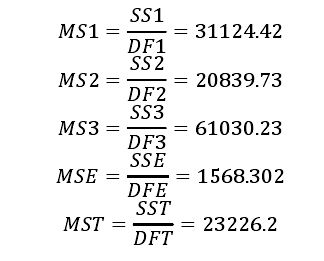
(5)均方MS。均方就是偏差平方和除以自由度,即
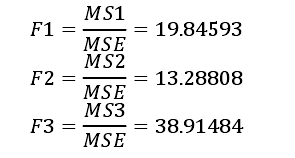
(6)F值。因素的均方和誤差均方差的比值F是一個統(tǒng)計量,即
(7)顯著性概率P值。P值可以確定兩個數(shù)據(jù)集是否存在變化程度上的不同。借助Excel表軟件來計算p值。即

從P值的結果來分析,可以看出每齒進給量的顯著性最高,其次是切削深度,最后是主軸轉速,說明每齒進給量對切削時間影響最大,其次是切削深度,最后是主軸轉速。這與前面用極差分析是一致的。 前面討論的是當ae=3mm時候的情況,下面來討論ae=4mm,ae=5mm的最優(yōu)切削參數(shù),根據(jù)穩(wěn)定葉瓣圖選取表5-3、表5-4的切削參數(shù)。
表5-3 ae=4mm的因素與水平表

表 5-4 ae=5mm 的因素與水平表

同理對表5-3、表5-4做正交試驗得出,當ae=4mm時,最佳的切削參數(shù)為ap=0.475, n=11340, fz=0.12,切削時間為326s;當ae=5mm時,最佳的切削參數(shù)為ap=0.375, n=11340, fz=0.12,切削時間為450s。而當ae=3mm,ap=0.616, n=11340, fz=0.12時,切削時間為269s。從正交試驗得出的最少切削時間的加工參數(shù)是ae=3mm,ap=0.616, n=11340, fz=0.12,但實際加工中還需考慮機床的主軸功率、切削力、主軸扭矩等情況。因此,使用Cutpro9.0軟件對這三組參數(shù)進行切削過程的仿真,預測切削時的主軸功率、切削力、主軸扭矩、表面粗糙度等。
5.3 基于動力學仿真的切削參數(shù)優(yōu)化
5.3.1 Cutpro9.0的動力學仿真功能
在切削過程仿真模塊中,通過設定刀具幾何形狀、加工參數(shù)、工件和刀具的動態(tài)模態(tài)參數(shù)可以模擬出X、Y、Z方向的切削力和切向切削力、在XY平面上的切削合力、切削厚度變化情況、刀具振動、工件振動、由于強迫振動和顫振引起的表面光潔度、主軸的功率和扭矩、作用于刀具上的彎矩、切削動畫等。 切削過程仿真對非線性效應比如刀具走空刀、刀具跳動、復雜的刀具幾何形狀等進行詳細檢查非常有用。切削過程仿真可以預測在考慮刀具和工件結構動態(tài)下的切削力,看看切削力是否超過機床所能承受的范圍;可以檢查顫振的情況,如果顫振非常激烈的,很容易導致刀具的折斷;可以預測切削過程中的主軸功率和扭矩,看是否超出機床最大主軸功率和扭矩的范圍;通過近似的切屑模型或形成切屑的精確運動,可以預測切削厚度變化情況;可以顯示刀具和工件在X、Y方向振動情況;通過觀察表面光潔度圖,可以預測表面光潔度的粗糙度值,看看它是否在可接受的公差內。 5.3.2 動力學仿真結果及分析 在進行切削過程仿真之前,使用Modal(模態(tài)分析模塊)通過對錘擊實驗獲得的頻響函數(shù)(FRF)進行辨識處理,得到包括固有頻率、阻尼比和剛度在內的模態(tài)參數(shù)曲線。首先點擊“NEW Analysis”,在彈出的對話框中選擇錘擊實驗獲得的頻響函數(shù)文件,選擇想要的模態(tài)參數(shù),點擊刷新按鈕,選中的模態(tài)參數(shù)將擬合成模態(tài)參數(shù)曲線,點擊保存為.cmp格式文件。如圖5-4、圖5-5分別是D6平底銑刀X方向、Y方向的模態(tài)參數(shù)曲線。
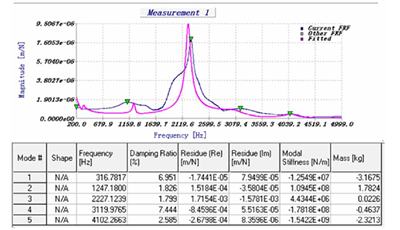
圖 5-4 X 方向的模態(tài)參數(shù)曲線
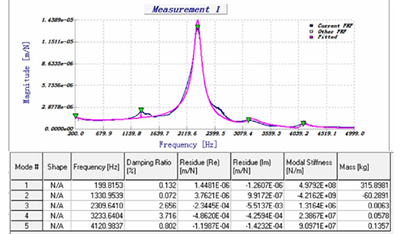
圖 5-5 Y 方向的模態(tài)參數(shù)曲線
圖5-4和圖5-5中,藍色的曲線是錘擊試驗獲得的頻響函數(shù),粉色的曲線是模態(tài)參數(shù)曲線,五個綠色的三角符號是選中的模態(tài)參數(shù),從左到右分別對應表格中的一階模態(tài)參數(shù),二階模態(tài)參數(shù),三階模態(tài)參數(shù),四階模態(tài)參數(shù),五階模態(tài)參數(shù)。這些參數(shù)包括了固有頻率、阻尼比和模態(tài)剛度在內等參數(shù)。得到模態(tài)參數(shù)曲線后,下面進行切削過程的仿真。為了敘述方便,本文將ae=3,ap=0.616, n=11340, fz=0.12設為A參數(shù),ae=4,ap=0.475, n=11340, fz=0.12設為B參數(shù),ae=5,ap=0.375, n=11340, fz=0.12設為B參數(shù)。仿真具體操作步驟就不再這敘述了,通過切削仿真后得到切削參數(shù)的主軸功率、切削力、主軸扭矩、刀具振動。為了減少篇幅,本文列出A組仿真結果圖進行分析。圖5-6至5-10為A組切削參數(shù)仿真結果。
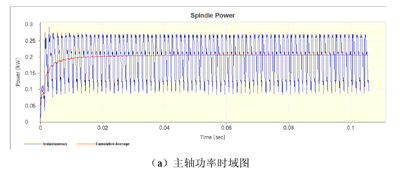
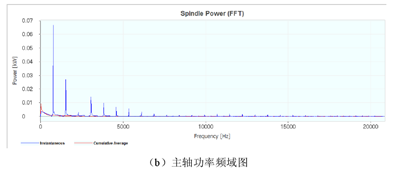
圖5-6 主軸功率仿真結果
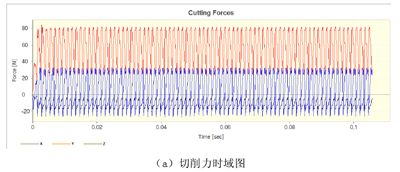
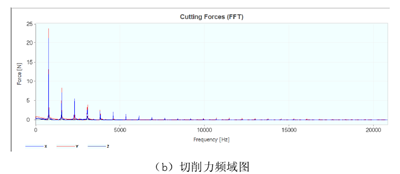
圖5-7 切削力
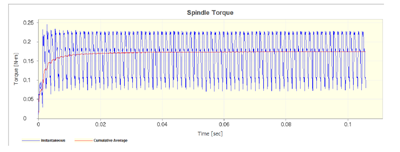
圖5-8 主軸彎矩時域圖
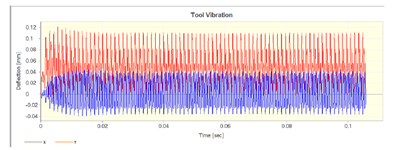
圖5-9 刀具振動時域圖
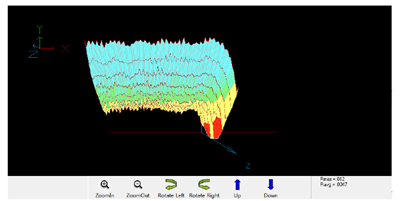
圖5-10 表面粗糙度
將立銑的進給方向和進給方向的法向分別定為笛卡爾坐標系的X和Y軸,Y軸方向的任何偏差將產生靜態(tài)形狀誤差。螺旋立銑刀產生的形狀誤差相當復雜[66]。如圖5-7(a)切削力時域圖所示,切削力并非常數(shù),因為立銑刀是螺旋刃的,切削力是隨立銑刀的旋轉變化的,另外,由于螺旋槽的螺旋角的存在,也將產生沿著刀具Z軸變化的切削力[67]。因為切削力不是常數(shù),所以主軸功率和主軸彎矩也是瞬時變化的,如圖5-6和5-8所示。順銑加工中,切削厚度是由大變小的,切削力在剛切入工件時達到最大,隨著切削刃切出離開工件,切削力逐漸減小。從圖5-7(b)切削力頻域圖可以看出切削力是符合順銑加工周期性變化規(guī)律的,這也說明切削是穩(wěn)定的沒有發(fā)生顫振。如圖5-9所示,刀具振動呈現(xiàn)出周期性變化,并沒有發(fā)現(xiàn)異常,說明切削過程沒有發(fā)生顫振。圖5-10是加工表面的光潔度,看到最大值為0.012,平均值為0.0047,滿足工件加工要求。其他兩組的仿真結果如表5-4所示。
表5-4 仿真結果

從表中的仿真結果可以看出,三組切削參數(shù)的主軸功率、切削力、主軸彎矩、刀具振動差別不大,A組的表面粗糙度值與B組和C組的表面粗糙度值相差很大。由前面的正交試驗可知,A組的切削參數(shù)是切削時間最短的。所以綜合考慮本文選取A組參數(shù)進行加工。
5.4 本章小結
為了在較少的實驗次數(shù)下充分考慮切削寬度、切削深度、主軸轉速、每次進給量對切削時間的影響,本節(jié)將采用正交試驗法。首先在工藝系統(tǒng)顫振穩(wěn)定域仿真的基礎上,以切削時間為優(yōu)化目標,切削深度、主軸轉速、每齒進給量為實驗因素,設計三因素四水平的正交試驗,通過幾何仿真獲得切削時間。然后對實驗結果進行直觀分析和方差分析,得出各組的最佳切削參數(shù)。為了更好地選擇切削參數(shù),實際加工中還需考慮機床的主軸功率、切削力、主軸扭矩等情況。因此,使用Cutpro9.0軟件對這三組參數(shù)進行切削過程的仿真,預測切削時的主軸功率、切削力、主軸扭矩、表面粗糙度,最終得出ae=3mm,ap=0.616, n=11340, fz=0.12為最佳切削參數(shù)。
第 6 章 葉輪五軸數(shù)控加工實驗驗證
本章將進行葉輪的實際加工驗證前面優(yōu)化的粗加工參數(shù),為了充分地驗證優(yōu)化結果將選取兩組前面優(yōu)化后的切削參數(shù)進行葉輪試切加工。第一組粗加工參數(shù)為ae=3,ap=0.691, n=11600, fz=0.12。第二組粗加工參數(shù)ae=3,ap=0.616, n=11340, fz=0.12。為了敘述方便,本文將第一組參數(shù)加工的葉片稱為第一組葉片,將第二組參數(shù)加工的葉片為第二組葉片。
6.1 實驗準備
6.1.1 葉輪毛坯的準備
本文研究的航空整體葉輪總高度為57.1mm,直徑為Φ123.2mm,如圖6-1所示。結合實驗室的實際情況,將采用三爪卡盤進行裝夾。為了避免加工中主軸與工作臺的碰撞,將葉輪的毛坯定為直徑為Φ130mm,高度為160mm的棒料。首先使用數(shù)控車進行加工棒料得到葉輪的毛坯,使用三爪卡盤裝夾在機床上如圖6-2所示。
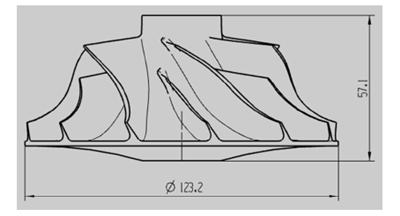
圖6-1 葉輪的整體尺寸
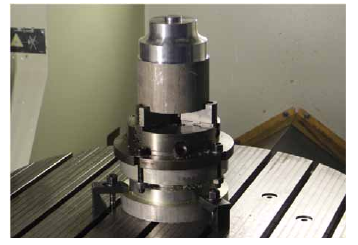
圖6-2 葉輪的裝夾方案
6.1.2 葉輪數(shù)控程序的編制
為了提高葉輪的加工效率,本文選擇3+2定軸加工方法進行葉輪的粗加工。創(chuàng)建葉輪粗加工的操作過程:首先定義加工坐標系、加工毛坯,創(chuàng)建加工刀具,打開型腔銑加工策略,按照前面優(yōu)化出來的加工參數(shù)進行設置,切削寬度為3mm,切削深度為0.616mm,主軸轉速為11340r/min,每齒進給量為0.12 mm/z,生成如圖6-3的葉輪粗加工刀具軌跡。同理設置另一組參數(shù)的粗加工和精加工刀具軌跡。
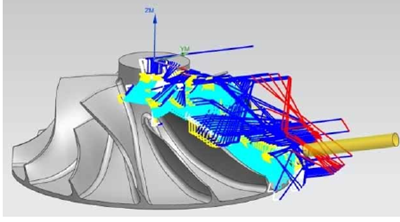
圖6-3 葉輪加工刀具軌跡
6.2 實驗結果分析
將編制好的數(shù)控程序傳輸?shù)轿遢S機床,裝夾刀具,設置工件坐標系,開始加工葉輪。加工過程中主要觀察刀具是否與夾具等發(fā)生干涉。加工過程如圖,通過觀察加工過程,發(fā)現(xiàn)刀具與夾具,主軸與工作臺等并沒有發(fā)生干涉,與上一章VERICUT仿真結果一樣。這說明本文構建的VERICUT能夠準確檢查機床干涉問題。如圖6-4所示第一組切削參數(shù)得到的粗加工結果,和使用第二組切削參數(shù)粗加工后的零件。
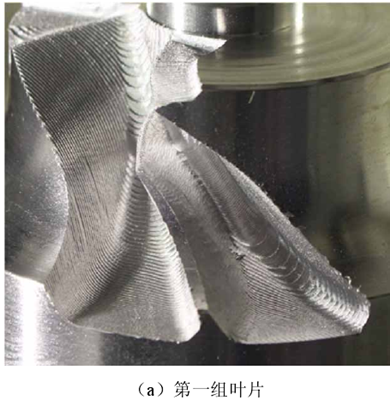
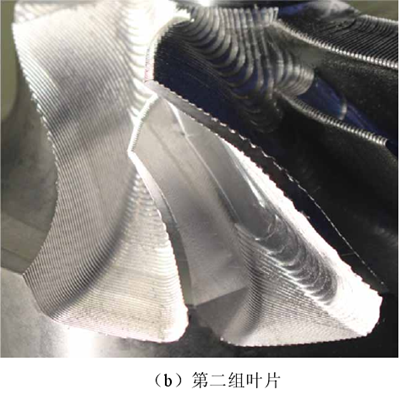
圖6-4 葉輪粗加工
第一組參數(shù)的切削時間為10min,第二參數(shù)的切削時間為15min。實際的切削時間和前面預測的切削結果一樣。下面進行葉輪精加工。為了敘述方便,本文將第一組精加工得到的圖6-5是兩組精加工后得到的葉
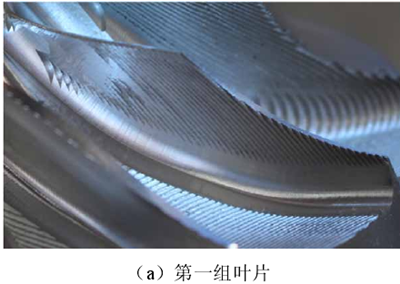
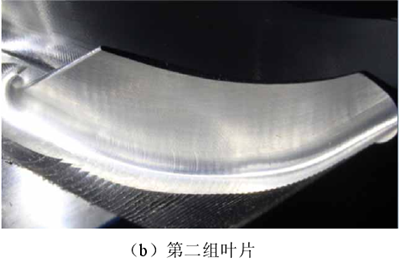
圖6-5 精加工后的葉片
從圖6-5中發(fā)現(xiàn),第一組葉片的背面在精加工完之后還殘留粗加工的刀痕,說明第一組葉片粗加工階段發(fā)生過切現(xiàn)象,第二組葉片的背面是精加工完成后得到光潔的表面,說明第二組葉片粗加工時沒有發(fā)生過切情況。這是因為第一組切削參數(shù)的進給速度太快,而葉片與葉片間的流道狹窄,機床運動軸速度過快而導致過切。兩組的葉片正面都沒有發(fā)生粗加工過切現(xiàn)象。
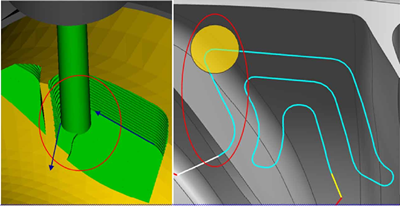
圖6-6 葉片過切處刀路軌跡
通過VERICUT仿真查看過葉片過切處的情況,如圖6-6所示,在紅色圈內是葉片發(fā)生過切處的刀路軌跡,藍色箭頭是刀具的走刀方向。從圖中可以看到刀具是從右向左切削,經過一個角度為銳角的拐角。而第一組的進給速度為5443mm/min,快速通過拐角位置時,由于速度越快刀具受到的離心力越大,同時拐角的角度為銳角,導致刀具變向急劇,從而導致過切現(xiàn)象。而第二組的進給速度為2000 mm/min,切削經過拐角處的速度比較慢,受到的離心力小,因而葉片沒有發(fā)生過切現(xiàn)象。
6.3 本章小結
本節(jié)使用兩組前面優(yōu)化的切削參數(shù),進行葉輪的切削加工。通過觀察切削過程,并沒有發(fā)現(xiàn)機床主軸與夾具、工作臺等發(fā)生干涉,從而驗證了本文建立的VERICUT數(shù)控仿真環(huán)境是可行的。葉輪加工完成后,得到第一組粗加工的切削時間比第二組粗加工切削時間短,但是第一組的粗加工發(fā)生了過切現(xiàn)象,第二組粗加工沒有發(fā)生過切情況。這與前面切削參數(shù)優(yōu)化分析結果一致。
第 7 章 結論與展望
7.1 結論
本文以航空整體葉輪為研究對象,首先獲取葉輪加工的顫振穩(wěn)定域,然后基于動力學仿真進行切削參數(shù)優(yōu)化。最后在VERICUT軟件中建立葉輪加工仿真環(huán)境,并進行實驗驗證優(yōu)化后的切削參數(shù)和建立的葉輪仿真環(huán)境。得出以下結論:
1.在 VERICUT環(huán)境下建立虛擬的數(shù)控機床實體、控制系統(tǒng)、刀庫、坐標系統(tǒng)等,創(chuàng)建數(shù)控仿真環(huán)境,實現(xiàn)針對具體工藝系統(tǒng)的幾何仿真,同時,總結出幾點利用VERICUT軟件進行虛擬數(shù)控機床建模的關鍵技術。通過實驗驗證VERICUT數(shù)控仿真環(huán)境有效檢查機床主軸、刀具與工作臺、夾具之間碰撞。
2.針對海德漢i TNC530數(shù)控系統(tǒng)的傾斜加工面功能,通過對CLSF刀位軌跡進行齊次變換運算,提出了機床運動坐標的數(shù)控程序后處理算法。使用UG NX8.5/Post Builder編寫后處理文件。通過實例驗證表明該后處理算法能夠實現(xiàn)在傾斜面加工上輸出圓弧插補,大大提高葉輪加工效率。
3.采用力傳感器和加速度傳感器,通過錘擊實驗來獲取機床-刀具和機床-工件的頻響函數(shù)。然后采用Cutpro9.0的動力學仿真功能,在給定的徑向切削深度(切寬)條件下,進行顫振穩(wěn)定域仿真,獲得表征主軸轉速和軸向切深關系穩(wěn)定域葉瓣圖,為后續(xù)幾何仿真和動力學仿真的切削參數(shù)優(yōu)化奠定基礎。
4.在工藝系統(tǒng)顫振穩(wěn)定域的基礎上,以切削時間為優(yōu)化目標,切削深度、主軸轉速、每齒進給量為實驗因素,設計三因素四水平的正交試驗,通過幾何仿真獲得切削時間。根據(jù)極差分析和方差分析,得出三組較短切削時間的加工參數(shù)。對初步優(yōu)化得到的三組切削參數(shù)進一步進行動力學仿真,根據(jù)仿真結果確定最優(yōu)工藝參數(shù)。通過葉輪實際切削加工發(fā)現(xiàn),優(yōu)化后的加工參數(shù)能夠縮短加工時間,且不發(fā)生顫振。
7.2 展望
本文對航空整體葉輪進行五軸數(shù)控加工仿真及參數(shù)優(yōu)化研究。由于葉輪加工仿真及參數(shù)優(yōu)化涉及學科廣泛,本文只是做了一些初步研究,仍有很多不足。有待進一步研究的幾個方面:
1.本文研究的葉輪流道比較狹窄,刀具軌跡的直線段距離比較短,實際加工中機床運動軸頻頻減速加速或突然變向,未能考慮運動軸在加速減速或突然變向給機床帶來額外的振動。
2.本文主要研究了立銑刀定軸加工葉輪的情況,沒有對球頭銑刀五軸聯(lián)動加工葉輪這種情況做研究,而且本文主要考慮了機床-刀具的動態(tài)特性,沒有考慮到機床-工件的動態(tài)特性。
3.今后的研究,應該在優(yōu)化五軸機床的刀具軌跡和刀軸干涉的基礎上,以最小表面粗糙度為目的優(yōu)化切削參數(shù)。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

