多領(lǐng)域用途廣泛, 每年需求量有數(shù)億件之多,是用的最廣且制造技術(shù)難度最大的重要機械基礎(chǔ)件之一. 十幾年來,我國齒輪制造質(zhì)量不高,影響我國齒輪行業(yè)的產(chǎn)品質(zhì)量. 基準(zhǔn)標(biāo)準(zhǔn)齒輪作為齒輪實體標(biāo)準(zhǔn)主要用作齒輪及其量儀精度的傳遞,它的制造精度標(biāo)志著一個國家超精密齒輪的技術(shù)實力. 國外超精密齒輪的工業(yè)小批量生產(chǎn)水平可達2級精度, 而國產(chǎn)磨齒機的最高磨齒精度及商業(yè)標(biāo)準(zhǔn)齒輪的最高制造精度僅為3級, 國內(nèi)外齒輪工業(yè)整體制造精度相差1~2
級[1-2].
齒輪的齒距精度是齒輪重要檢測指標(biāo)之一,其中的單一齒距偏差和齒距累積總偏差均為齒輪國際標(biāo)準(zhǔn)ISO1328-1∶1995和國家標(biāo)準(zhǔn)GB/T 10095.1———2008中規(guī)定的必檢項目[3-4]. 齒輪的齒距精度主要取決于磨齒機分度系統(tǒng)的精度. 分度盤式分度系統(tǒng)具有結(jié)構(gòu)簡單、分度精度高和分度穩(wěn)定的優(yōu)點,廣泛用于高精度標(biāo)準(zhǔn)齒輪、插齒刀及剃齒刀磨齒機的分度系統(tǒng)中. 國產(chǎn)Y7431、Y7125等型號的大平面砂輪磨齒機均采用分度盤式分度系統(tǒng). 該類型分度系統(tǒng)的分度精度主要取決于分度盤齒槽的加工精度. 商品分度盤齒槽的制造累計總偏差Fp通常為10″~30″, 相鄰齒槽偏差fpt為3″~5″,這樣的分度盤適用于磨削5~3級齒距精度的齒輪端齒分度臺是機械分度機構(gòu)中最精密的分度裝置[5-7],它的分度精度一般可達0.4″~0.8″,最高可達0.1″. 利用端齒分度裝置精化后的高精度分度盤的分度累積誤差可達4″, 理論上滿足1~0齒距精度超精密齒輪的加工要求[8]. 但目前,端齒分度系統(tǒng)由于制造成本及知識產(chǎn)權(quán)等方面的問題,未在實際生產(chǎn)中得到廣泛應(yīng)用.因此, 分度盤式分度系統(tǒng)依然占有重要的市場份額.為適應(yīng)不同齒數(shù)齒坯的加工需求,同一臺機床要配有不同規(guī)格的一系列分度盤及分度掛輪. 商品分度盤的槽數(shù)Z一般在41~120之間,適合磨削齒數(shù)z=8~120的齒坯,特殊槽數(shù)的分度盤需專門定制.
為了滿足高精度標(biāo)準(zhǔn)齒輪的研制需要,實驗室精化了幾塊分度盤,實現(xiàn)了某些特定齒數(shù)的高精度標(biāo)準(zhǔn)齒輪的加工. 根據(jù)目前的磨齒工藝, 分度盤只能加工齒數(shù)z等于其工作槽數(shù)Zw的齒坯,即滿足被磨齒坯齒數(shù)z為分度盤總槽數(shù)Z的約數(shù). 對于加工齒數(shù)z為分度盤工作槽數(shù)Zw的整數(shù)倍齒坯的加工,目前的磨齒工藝不能勝任. 為了擴大高精度分度盤的使用范圍, 本文對應(yīng)用分度盤分組多次加工齒坯的精密磨齒工藝方法進行了研究。
1 原理與方法
對同名齒面分組進行多次加工,并通過加工余量控制各組齒面的單一齒距偏差,可擴大分度盤加工齒坯齒數(shù)的范圍. 以大平面砂輪磨齒機Y7125磨削被磨齒輪齒數(shù)z兩倍于所用分度盤工作槽數(shù)Zw的齒坯為例(即z=2Zw),闡述該工藝方法的具體實施方式.第1種情況:先加工一側(cè)同名齒面,然后加工另一側(cè)同名齒面(以“先左后右”加工順序為例).首先精加工出齒坯的一組同名奇數(shù)或偶數(shù)齒面作為基準(zhǔn)齒面,以左齒面奇數(shù)齒為例,然后半精加工齒坯左齒面偶數(shù)齒. 測量齒坯左齒面所有齒的齒距偏差,根據(jù)偶數(shù)齒面與基準(zhǔn)齒面單一齒距偏差代數(shù)和的平均差值來確定左齒面偶數(shù)齒的加工余量fL,即

式中:α為齒輪分度圓壓力角(標(biāo)準(zhǔn)齒輪α=20°);fμ為齒輪的單一齒距偏差.繼續(xù)精加工左齒面的偶數(shù)齒,直至待加工齒面的加工余量小于設(shè)定的加工閾值為止.計算齒坯公法線測量的跨齒數(shù)K,若K為奇數(shù),以基準(zhǔn)齒面為基準(zhǔn)精加工齒坯右齒面的奇數(shù)齒,使被加工齒面與齒坯基準(zhǔn)齒面的公法線長度達到規(guī)定值. 然后根據(jù)偶數(shù)齒與奇數(shù)齒單一齒距偏差代數(shù)和的平均差值或齒圈徑跳偏差Fr代數(shù)和的平均差值來確定右齒面偶數(shù)齒的加工余量fR,即
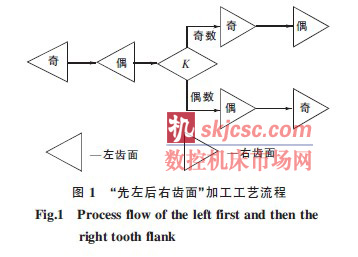
繼續(xù)精加工右齒面偶數(shù)齒,直至待加工齒面的加工余量小于設(shè)定的加工閾值為止.若公法線測量的跨齒數(shù)K為偶數(shù), 選擇先精加工齒坯偶數(shù)齒的右齒面, 然后再精加工奇數(shù)齒的右齒面,加工方法同上. “先左后右齒面”加工工藝流程如圖1所示.
第2種情況:“左右齒面交替”加工首先精加工出齒坯的一組同名奇數(shù)或偶數(shù)齒面作為基準(zhǔn)齒面, 然后根據(jù)公法線測量的跨齒數(shù)K的奇偶性來判斷異名齒面中的一組待加工齒面. 最后根據(jù)偶數(shù)齒與奇數(shù)齒單一齒距偏差代數(shù)和的平均差值來確定同側(cè)齒面的加工余量, 完成剩余齒面的精加工,具體方法參考第1種情況. “左右齒面交替”加工工藝流程如圖2所示.
第2種情況與第1種情況在加工余量的確定、磨齒操作與加工方法上無實質(zhì)性的差別, 僅在左右4組齒面的加工順序上存在差異.
2 磨齒實驗
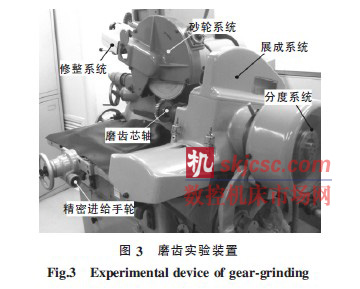
設(shè)計一組精密磨齒實驗, 應(yīng)用分度盤的工作槽數(shù)Zw=20, 被加工標(biāo)準(zhǔn)齒輪試件的參數(shù)為: 模數(shù)m=3mm、齒數(shù)z=40、壓力角α=20°、螺旋角β=0°,分度掛輪選擇為A=64,B=80,C=90,D=60. 磨齒實驗裝置如圖3所示.
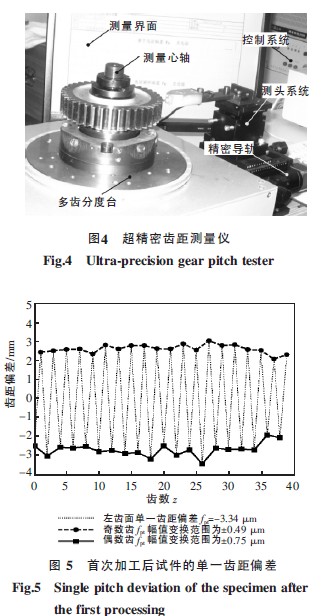
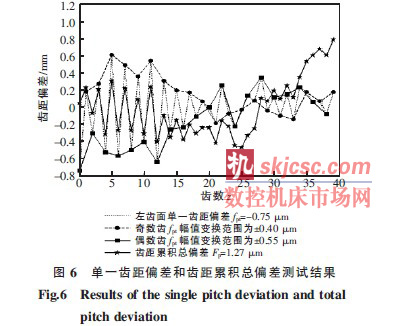
大平面砂輪磨齒屬于單面磨齒法,加工完一側(cè)齒面后將齒坯相對于縱軸旋轉(zhuǎn)180°,更換安裝面后繼續(xù)加工另一側(cè)齒面. 本實驗選擇“先左后右” 的加工順序. 首先精加工左齒面奇數(shù)齒作為基準(zhǔn)齒面,然后精加工左齒面偶數(shù)齒. 由于齒坯的左齒面分組兩次加工的進給量直接影響到齒坯的單一齒距偏差,因此要盡量保證分組兩次加工的進給量相當(dāng). 在超精密齒距測量儀(如圖4所示) 上檢查試件左齒面的單一齒距偏差,結(jié)果如圖5所示.由測試結(jié)果可知,齒坯左齒面奇數(shù)齒的單一齒距偏差fμ的幅值變化不超過±0.49 μm, 齒坯左齒面偶數(shù)齒的fμ的幅值變化不超過±0.75 μm, 但整個左齒面的
單一齒距偏差超過3 μm. 由式(1)計算出左齒面偶數(shù)齒的平均加工余量約為2.5 μm. 機床進給系統(tǒng)采用手動渦輪蝸桿機構(gòu),進給量讀數(shù)轂每格代表2 μm,精密磨齒時最小進給量可控制在1/4格,即0.5 μm左右. 在磨齒過程中,由于磨削力及變速展成運動引起了加工系統(tǒng)的彈性變形,使砂輪的切入量發(fā)生變化,即砂輪的理論進給量Δf′與齒坯漸開線法向上的實際磨除量Δf不一致[9]. 定義a為支承工件的退讓系數(shù),即
![]()
式中:Kc為砂輪的磨削剛度;Km為工件支承系統(tǒng)的總剛度.
齒坯漸開線法向上的實際磨除量可表示為
![]()
式中i為砂輪連續(xù)進給的次數(shù).
超精密磨削中的微量進給大多采用清花火磨削,此時砂輪不進刀,緊靠磨齒系統(tǒng)的彈性回復(fù)力維持砂輪對齒坯的微量磨削. 由于磨齒系統(tǒng)能人為控制的最小進給量為0.5 μm,低于此量的進給只能采用清火花磨削過程,靠磨削周期的長短獲得低于0.5 μm的微量進給. 此過程中的齒面磨除量可表示為
![]()
式中j為清火花磨齒過程工件的轉(zhuǎn)數(shù).
在進給磨削過程中,齒坯漸開線法向上的總磨除量可表示為
![]()
在清火花磨削過程中,齒坯漸開線法向上的總磨除量可表示為

在超精密磨齒過程中,既包含進給磨削過程又包含清火花磨削過程,因此齒面漸開線法向上的磨除量可表示為式(7)和式(8)之和,即
![]()
根據(jù)磨齒經(jīng)驗,在大平面砂輪磨齒機精密磨齒過程中, 工件支承系統(tǒng)的退讓系數(shù)a一般在0.3~0.5之間顯然, 砂輪理論進給量要大于齒面的理論加工余量.參考式(9),以每圈0.5 μm 的進給量分6次進給,并不斷增加進給周期. 然后經(jīng)過數(shù)小時的清火花磨, 試圖消除試件偶數(shù)齒面漸開線法向上的2.5 μm的磨除量.超精密磨齒過程中的清火花磨可以提高齒面的加工精度與表面質(zhì)量,從而減小齒廓偏差和齒面粗糙度對齒距偏差的影響. 由于砂輪的修整精度、砂輪的磨削性能、進給讀數(shù)轂的示值誤差、人為操作誤差等因素的影響, 很難一次性消除偶數(shù)齒面上的加工余量. 設(shè)置0.2 μm的加工閾值,即由式(1)~式(3)計算出待加工齒面的加工余量小于此值時便停止加工.
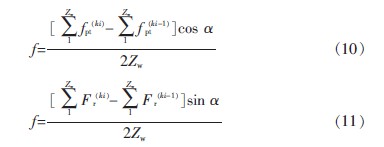
若目標(biāo)加工余量小于讀數(shù)轂最小可控進給量(0.5μm)時,理論上一次磨齒加工已不能進一步減小該組齒面的齒距偏差. 由式(6)可知,清火花磨齒過程中的總磨除量與清火花磨齒的轉(zhuǎn)數(shù),即與清火花磨齒的周期長短有關(guān), 但不會超過初始理論進給量. 假如兩組齒面分別進給某一可控的加工余量,利用清火花磨削周期的長短可差動控制低于0.5 μm磨除量. 這就是本文提出的差動進給磨齒工藝的思想.試件偶數(shù)齒面再次經(jīng)過一次精密磨齒后,加工余量由2.5 μm減小為0.21 μm. 然后采用一次“差動進給磨齒法”. 具體操作過程如下:兩組齒面分別進給0.5~1 μm至齒面磨削均勻(約1 h),有加工余量的齒面磨齒均勻后再延長約0.5 h的清火花磨齒時間. 平衡溫度后在室溫20±0.5 ℃的環(huán)境下在超精密齒距測量儀上進行齒距偏差測試,得到單一齒距偏差和齒距累積總偏差測試結(jié)果如圖6所示.
由測試結(jié)果可知,采用“差動進給磨齒法”后,試件左齒面奇偶齒面單一齒距偏差代數(shù)和的平均差值進一步減小為0.15 μm. 最終試件整個左齒面的單一齒距偏差fμ為-0.75 μm, 齒距累積總偏差Fμ、為1.27μm, 均達到齒輪國際標(biāo)準(zhǔn)ISO 1328-1∶1995 和齒輪國家標(biāo)準(zhǔn)GB/T 10095.1———2008中的最高級精度(0級).實驗結(jié)果表明采用“差動進給磨齒法”可將分度盤分組加工齒輪的單一齒距偏差的平均差值減小到0.2μm以下,確保了該磨齒工藝方法的加工精度,從而也驗證了應(yīng)用分度盤分組加工齒坯的可行性.
對于應(yīng)用分度盤分k(k為大于2 的整數(shù))組進行加工的情況, 亦先精加工出一組齒數(shù)z等于分度盤工作槽數(shù)Zw的齒面為基準(zhǔn)齒面,然后根據(jù)式(10)或式(11)確定下一待加工齒面的加工余量. 工藝過程與k=2的情況類似
該工藝方法將分度盤加工齒坯齒數(shù)的范圍由分度盤齒工作槽數(shù)擴大到分度盤工作齒槽的整數(shù)倍. 但考慮到分組加工后各組齒面進給量的差異對單一齒距偏差的影響與磨齒效率,實際應(yīng)用中分組加工的次數(shù)建議不超過3次. 以Z=120的分度盤為例, 適合加工齒坯齒數(shù)(z≥8)的范圍與分組次數(shù)如表1所示.
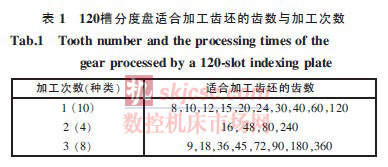
可見, 采用本文提出的工藝方法可將120槽的分度盤加工齒坯齒數(shù)的種類由10種增加到22種,顯著增加了分度盤加工齒坯齒數(shù)的范圍.
3 結(jié)論
(1) 采用“差動進給磨齒法”可實現(xiàn)齒面漸開線法向0.2 μm量級的微量進給,使分組加工后的齒坯單一齒距偏差控制在1 μm以下,從而確保了應(yīng)用分度盤分組多次加工齒坯的單一齒距精度.
(2) 由于采用此工藝方法得到齒坯的單一齒距偏差多呈正負(fù)交替變化趨勢,因此精加工時不會增大齒坯的齒距累計總偏差.
(3) 采用該工藝方法,可將分度盤加工齒坯的齒數(shù)范圍由分度盤的工作槽數(shù)增大到分度盤工作槽數(shù)的整數(shù)倍, 顯著增加了分度盤加工齒坯齒數(shù)的范圍,具有重要的工程應(yīng)用價值.
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








