從中國機(jī)加工行業(yè)的情況來看,通用設(shè)備仍占有舉足輕重的地位。由于高精度設(shè)備、精密儀器造價(jià)高,高精度零件的加工不可能都在精密設(shè)備上完成。因此,仍需掌握利用通用設(shè)備加工高精度零件的方法。
1 高精度零件加工實(shí)例
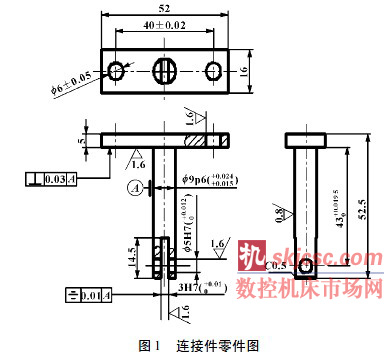
利用通用設(shè)備加工零件,往往采用常見加工方法就能滿足零件精度要求。但對(duì)于高精度要求的零件,要加工出符合要求的零件,就必須采用特殊加工方法。如圖1 所示的連接件,該零件雖然結(jié)構(gòu)簡單,但某些尺寸精度和位置精度要求較高,如: 兩個(gè)6 孔的間距為40 ± 0. 02,且應(yīng)沿軸9p6 的軸線對(duì)稱; 孔5H7 的位置尺寸為43 + 0. 019 50,且要保證該孔軸線與6 孔軸線間的垂直關(guān)系。要加工出合格產(chǎn)品,就必須注意加工的方式與方法。現(xiàn)以該零件為例,介紹一些特殊加工方法。
2 零件加工工藝分析
從零件結(jié)構(gòu)上分析,該零件由尺寸相差較大的兩部分組成。為避免材料浪費(fèi),在零件強(qiáng)度允許的情況下可采用焊接的方式使零件成形,各邊尺寸留一定的加工余量,并在焊接后采用熱處理消除內(nèi)應(yīng)力。成形后軸9 外形及端面采用車削加工完成,考慮到對(duì)軸的尺寸精度、表面粗糙度要求較高,且將作為后續(xù)工序的基準(zhǔn),在車削后安排一道磨削工序。矩形面、孔、槽的加工可統(tǒng)一在立式銑床上完成。
3 保證零件精度的方法
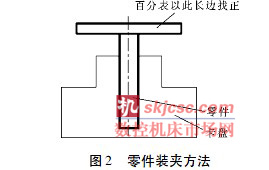
該零件的所有工序中,銑削精加工較難達(dá)到精度要求,在加工過程中必須注意加工的方式與方法。3. 1 52 × 16 矩形面及6 孔的加工在立式銑床上加工52 × 16 矩形面及兩個(gè)6 孔時(shí),零件的裝夾方法如圖2 所示。為保證加工后矩形面外形正確,裝夾后一定要用百分表打表檢測零件長邊是否為水平放置。該零件加工難點(diǎn)在于: ①矩形面與兩6 孔都應(yīng)與軸9 的軸線對(duì)稱; ②兩6 孔間距40 ± 0. 02 尺寸精度要求較高。
3. 1. 1 保證對(duì)稱要求
一般加工矩形面及孔的方法: 用基準(zhǔn)工具或刀具等靠矩形面的長邊及短邊,找出矩形面的中心位置,再以該位置為基準(zhǔn)加工矩形面及兩6 孔。但對(duì)該零件不能采用此方法,原因在于加工時(shí)沒有與軸9 結(jié)合起來,不能滿足矩形面與兩6 孔相對(duì)于9 軸線的對(duì)稱要求。為達(dá)到此要求,在找中心時(shí)不應(yīng)找矩形面的中心,而應(yīng)找軸9 的軸心。通常作法為: 在機(jī)床主軸上安裝百分表( 若零件要求極高采用千分表) ,使百分表測頭靠在軸9 的圓柱面上。旋轉(zhuǎn)主軸過程中觀察百分表表盤內(nèi)指針跳動(dòng)情況,若無跳動(dòng),表明主軸軸心與軸9 軸心重合,即找到了軸9軸心。當(dāng)然,指針跳動(dòng)是不可能完全消除的,應(yīng)根據(jù)零件精度要求來控制指針跳動(dòng)量大小。對(duì)稱度要求越高,允許跳動(dòng)量越小。
然而,該零件9 軸上端有一矩形面,用上述方法找中心時(shí),矩形面會(huì)擋住百分表無法正常檢測。為解決此問題,在找軸心時(shí),可用一基準(zhǔn)棒代替零件。
即先將基準(zhǔn)棒安裝于卡盤上,利用百分表找出基準(zhǔn)棒軸心位置,再卸下基準(zhǔn)棒安裝零件于卡盤上加工。采用此方法缺點(diǎn)是出現(xiàn)基準(zhǔn)棒軸心與零件軸心不重合的定位誤差。卡盤定位精度越低,定位誤差越大。因此該方法對(duì)卡盤定位精度要求較高,最好使用軟爪裝夾。
3. 1. 2 保證孔距
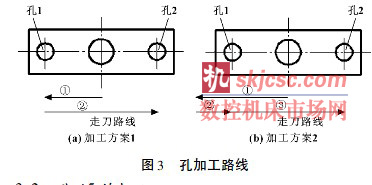
加工兩孔時(shí),常用的走刀路線如圖3( a) 、( b)所示。若采用圖3( a) 所示加工路線,由于機(jī)床存在一定反向間隙誤差,加工孔1 與加工孔2 的走刀方向不一致,將導(dǎo)致孔距40 ± 0. 02 不一定能滿足公差要求。采用圖3( b) 所示走刀路線可消除反向間隙誤差,保證孔距尺寸精度要求。但圖3( b) 中,走刀路線1與2、3 方向相反,將使兩孔相對(duì)于9 軸線的對(duì)稱精度降低,在對(duì)稱度要求較高的情況下仍無法使用。該零件可采用旋轉(zhuǎn)加工的方法,在加工完一孔后利用回轉(zhuǎn)工作臺(tái)將零件旋轉(zhuǎn)180° 再加工另一孔。這樣,刀具在加工兩孔的過程中沒有產(chǎn)生運(yùn)動(dòng),零件精度完全由回轉(zhuǎn)精度來保證。而對(duì)回轉(zhuǎn)精度影響最大的是零件軸線與回轉(zhuǎn)工作臺(tái)軸線間的重合度,在加工前一定要進(jìn)行檢測。具體作法為: 將百分表固定于機(jī)床立柱,測頭靠在圓柱面上,旋轉(zhuǎn)工作臺(tái),若百分表指針無跳動(dòng)即表明零件軸線與回轉(zhuǎn)工作臺(tái)軸線重合。
3. 2 孔5 的加工
3. 2. 1 裝夾方法
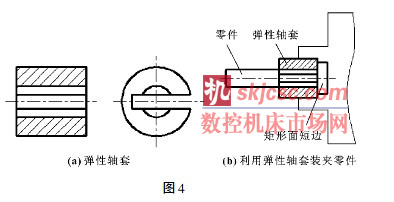
在立式銑床上加工孔5 時(shí),零件軸線應(yīng)水平放置,用卡盤裝夾。若直接夾持52 × 16 矩形面,由于可夾持長度較短且伸出部分較長,將導(dǎo)致裝夾不牢靠。為此,可制作圖4 ( a) 所示彈性軸套進(jìn)行裝夾,軸套外徑略大于矩形面寬度,內(nèi)孔與軸9 為間隙配合。具體裝夾方法如圖4( b) 所示。
3. 2. 2 裝夾定位
為保證孔5 軸線與孔6 軸線間的垂直關(guān)系,裝夾時(shí)一定要注意方向性。針對(duì)該零件,只要保證短邊垂直或兩孔中心連線水平即可滿足要求。具體方法有: ①利用角尺檢測短邊是否垂直; ②將百分表測頭靠在短邊上,垂直移動(dòng)百分表檢測短邊是否垂直; ③先將百分表測頭大致移到與孔6 最低點(diǎn)等高處,再分別讀出百分表指針在兩6 孔最低點(diǎn)處的數(shù)值,若兩數(shù)值相同即表明兩孔中心連線水平。
這些方法中,方法①依靠操作者目測,定位精度最低,但操作簡單、方便,通常用于粗加工。方法②、③精度較高,但操作起來比方法①麻煩,通常用于半精加工與精加工。
該零件的精加工應(yīng)采用方法③,而不能采用方法②。原因在于短邊只有16 mm,打表長度有限,打表后定位精度仍無法保證。而采用方法③前,一定要保證用于打表的兩6 孔有較高的尺寸精度及表面粗糙度。若兩孔直徑不一致或打表面凹凸不平,都不能保證兩孔中心連線水平。
3. 2. 3 孔加工
加工孔時(shí),由于對(duì)孔的粗糙度與尺寸精度要求較高,應(yīng)采用“點(diǎn)鉆—鉆孔—擴(kuò)孔—鉸孔”的加工步驟,且鉸孔分兩次進(jìn)行。此外,加工孔時(shí)一定要保證主軸位于9 軸最高點(diǎn)的正上方,具體作法為: 將百分表固定于機(jī)床主軸,將測頭靠在圓柱面上,前后移動(dòng)主軸觀察指針擺動(dòng)情況。指針擺動(dòng)到最大值時(shí),表明主軸位于最高點(diǎn)的正上方。
該孔最難滿足的精度要求是位置尺寸43 + 0. 019 50 。
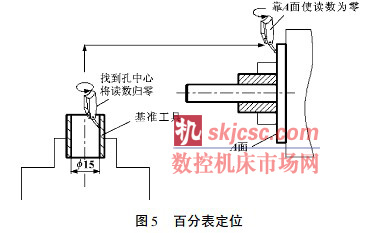
若按普通對(duì)刀加工方法進(jìn)行,由于對(duì)刀誤差及間隙誤差等的存在,加工出零件將無法滿足要求。可采用百分表定位的方法。具體操作步驟為: ①如圖5 在工作臺(tái)上左方安裝一基準(zhǔn)工具,其孔徑為標(biāo)準(zhǔn)的15 mm ( 可選擇任何尺寸的標(biāo)準(zhǔn)孔) 。②將百分表安裝于主軸上,移動(dòng)主軸使百分表測頭伸入標(biāo)準(zhǔn)孔內(nèi),旋轉(zhuǎn)主軸并調(diào)整其位置,找到標(biāo)準(zhǔn)孔中心( 旋轉(zhuǎn)主軸時(shí)表盤內(nèi)指針無跳動(dòng)處) 將百分表表盤讀數(shù)歸零。此時(shí)表明指針指向零點(diǎn)時(shí),測頭到主軸中心的距離剛好為標(biāo)準(zhǔn)孔半徑7. 5 mm。③向右移動(dòng)主軸,使其測頭靠上A 面。④邊向左移動(dòng)主軸邊旋轉(zhuǎn)主軸,當(dāng)百分表指針最大讀數(shù)為0 時(shí),表明主軸到A 面距離為7. 5 mm。
⑤主軸再向左移動(dòng)( 43 - 7. 5) mm 進(jìn)行孔加工,便能保證孔位置尺寸43 + 0. 019 50 。該方法中,由于步驟④、⑤主軸移動(dòng)方向相同,消除了機(jī)床的反向間隙,因此更能提高定位精度。
3. 3 槽的加工
為保證加工5 孔時(shí)的剛性,槽的加工應(yīng)安排在5 孔加工完成后進(jìn)行。裝夾方法與加工5 孔時(shí)一樣,采用鋸片銑刀加工。為保證粗糙度與尺寸精度要求,應(yīng)采用粗、精加工分開的加工方法。精加工時(shí),為保證槽對(duì)稱度要求,仍應(yīng)采用旋轉(zhuǎn)加工方法,即加工完一面后將零件旋轉(zhuǎn)180°加工另一面的方法。
4 小結(jié)
機(jī)床精度是加工出高精度零件的先決條件,但通過使用合適的加工方法,可大大減小加工誤差,加工出合格產(chǎn)品。針對(duì)不同零件選用不同加工方法是非常重要的。通過上述連接件加工實(shí)例,可掌握各種不同的加工方法,并在加工中根據(jù)實(shí)際情況靈活應(yīng)用,選擇最好的加工方法。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








